F16C 11/02 — цапфы; пальцы кривошипов
Шатунная тяга

Номер патента: 88264
Опубликовано: 01.01.1950
Автор: Гришин
МПК: F16C 11/02, F16C 7/00
...состоящая из двух симметри шо расположенны; щек, саб(жени 1; на конца: чашками с вогнутьви шаровыми повер;цостями, попарно О:ват.вающпми шаров (Г головки пальцев, о т л и в кш и я с я тл(, что, с целью авто атичсского выоираш(я зазоров ви(рцира., составляюцпе тягу щеки вь:11 О,(1(спи( П 1) ж(1151.ц 11 1. Известны шатунные тяги для сочленения пальцев дву: кривошипов, выполненные в виде дву; сиымегричцо расположенны: щек, зака 1- чивающихся вогнутыми шаровыми чашками, попарно охватывающими шаровые головки пальцев.Особенностью предлагаемой шатуццой тяги является то, что, с целью автоматического выбирация зазоров в шарп(ра:, составляю(цие тягу щеки выпо,(цены пружиня(циыи.11 а чертеже тяга показана в косоу(ольцой проекции,1 яга...
211226

Номер патента: 211226
Опубликовано: 01.01.1968
Авторы: Гаевский, Ждановский, Кацман, Нарыжный, Ярославский
МПК: F16C 11/02
Метки: 211226
...Кольцевые канавки 20, расположенные с обоих сторон каждой из проточек, пред назначены для слива утечек из вращающегосясоединения в магистраль на поворотной платформе через отверстие 21.Жидкость подводится с поворотной платформы через магистраль 22. При отсутствии дав. ЗО ления в магистрали 22 вращающаяся частьцапфы может свободно поворачиваться вместе с поворотной платформой экскаватора.При подаче давления в магистраль 22 напорный золотник 23, отрегулированный на определенное давление, и обратный клапан 24 не пропускают жидкость в напорную магистраль 1 б, пока давление в магистрали не поднимется до минимального значения, необходимого для предварительного прижатия крышки 5 к неподвижной части 1 центральной цапфы за счет...
Механизм двухшарнирного крепления

Номер патента: 219956
Опубликовано: 01.01.1968
Автор: Болокан
МПК: F16C 11/02
Метки: двухшарнирного, крепления, механизм
...крепЛения, содержащие стержень, охватываемый с двух концов корпусами верхнего и нижнего шарниров, имеющими отверстия, в которые установлены оси шарниров.Однако в таких механизмах нельзя одновременно регулировать силу затяжки обоих шарниров.Предложенный механизм двухшгрнирного крепления отличается от известного тем, что концы корпусов верхнего и нижнего шарниров размещены внутри стяжной гайки, а между стяжной гайкой и корпусом нижнего шарнира установлена пружина,Это позволяет одновременно регулировать силу затяжки обоих шарниров.На чертеже изображен механизм двухшарнирного крепления.Стержень 1 механизма крепления охватывают с двух концов корпуса верхнего 2 и нижнего 3 шарниров, имеющие отверстия. Через отверстия корпусов проходят оси...
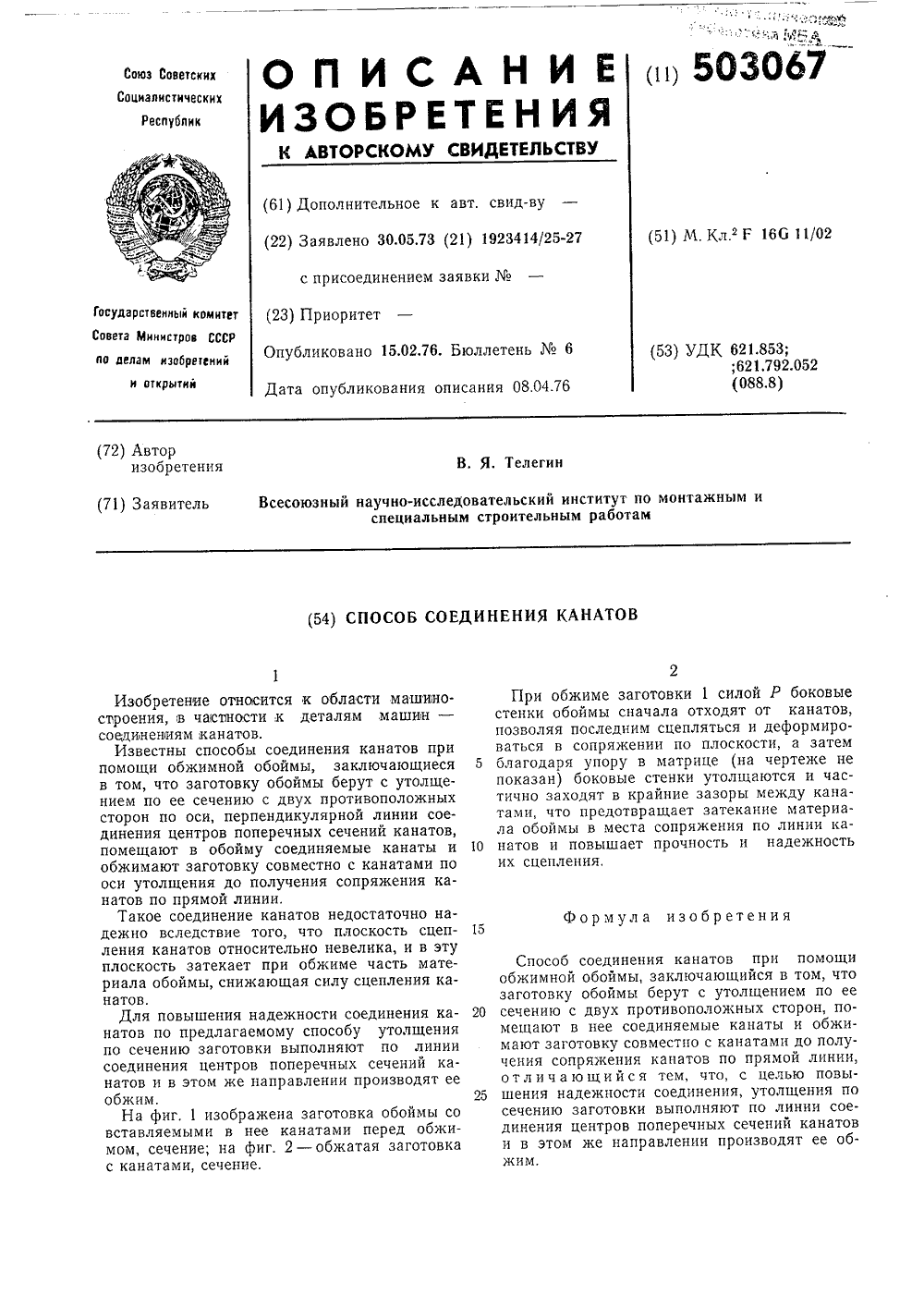
Способ соединения канатов
Номер патента: 503067
Опубликовано: 15.02.1976
Автор: Телегин
МПК: F16C 11/02
Метки: канатов, соединения
...аготовка обоймы со атами перед обжи - обжатая заготовка жим Изобретение относится к области маш строения, в часпности к деталям, машин соединениям канатов. Известны способы соеди помощи обжимной обоймь в том, что заготовку обой нием по ее сечению с дву сторон по оси, перпендик динения центров поперечн помещают в обойму соед обжимают заготовку совме оси утолщения до получен натов по прямой линии,Такое соединение канатов недостаточно дежно вследствие того, что плоскость с ления канатов относительно невелика, и в плоскость затекает при обжиме часть м риала обоймы, снижающая силу сцепления н атон. Для повышения надежности соединения натов по предлагаемому способу утолще по сечению заготовки выполняют по ли ения центров поперечных...
Узел шкворня

Номер патента: 1256701
Опубликовано: 07.09.1986
Автор: Дэвид
МПК: B62D 7/18, F16C 11/02
...отверстие 7 консоли 5, а в него вставлять второй конец шкворня 3. Разрезной конусный зажим 17 имеет внутренний диаметр 18, который приблизительно равен наружному диаметру второго конца 15 шкворня 3, конически сужающуюся внутрь наружную поверхность 19 н взаимодействует с конической поверхностью 9 отверстия 7, Кроме того, разрезной конусный зажим 17 имеет торцовую стенку 20, имеющую отверстие 21, выполненное в ней и установленное концентрично резьбовому отверстию 16, выполненному в шкворне З,а также конструкцию, позволяющую егопостоянно закреплять на шкворне 3при помощи реэьбового болта 22, имеющего увеличенную головку 23Чтобы12 "1 обеспечить нвернутое положение болта 22 в резьбоном отнерстии 16 используют стопорную шайбу 24,Узел шкворня 1...
Соединение деталей

Номер патента: 1372119
Опубликовано: 07.02.1988
Автор: Петров
МПК: F16C 11/02
Метки: соединение
...конической поверхностью 13, с осевыми 14 на наружной поверхности и продольными 15 прорезями,Звенья 1 и 2 установлены с обеспечением соосного расположения отверстий 7 и 9, Разжимной элемент 3 установлен внутри втулки 4, детали 3 и 4взаимодействуют поверхностями 10 и13. Продольные пазы 15 выполнены чередующимися, встречными и смещенными35одна относительно другой. Наружныйдиаметр втулки 4 выполнен меньшим,чем диаметр отверстий 7 и 9, что позволяет разворачивать втулки 4 относительно звеньев 1 и 2.форма и расположение осевых зубцов 14 на втулке 4 соответствует форме и расположению пазов 8 на звеньях1 и 2. При осевом перемещении раэжимного элемента 3 относительно втулки 4 в направлении к вершине конических поверхностей 10 и 13...
Способ изготовления шарнира коленно-рычажного механизма литьевой машины

Номер патента: 1810637
Опубликовано: 23.04.1993
Авторы: Марковский, Мещанинец
МПК: F16C 11/02
Метки: коленно-рычажного, литьевой, механизма, шарнира
...работу шарниров.Выбор марок сталей и их термообработки для пары ось - втулка шарниров механизмов запирания литьевых машин производился согласно рекомендациям литературных источников и практического опыта на заводе. В приведенных примерахиспытания пар ось - втулка. проводились в лабораторных условиях завода на специальном стенде, куда устанавливались механизмы запирания литьевых машин. Оси и втулки устанавливались в механизм. запирания, после чего включался стенд, Производилось нагружение стенда. Скорость относительного скольжения оси втулки в момент нагружения убывала от 0,05 м/с до нуля. С целью ужесточения условий испытаний смазка шарниров осуществлялась при сборке, а затем через 7 - 10 тыс. циклов. В качестве смазки применялся...