B21D 31/00 — Прочие способы обработки листового и профильного металла, а также труб

Способ получения трубчатых деталей с фланцем

Номер патента: 236405
Опубликовано: 01.01.1969
МПК: B21C 23/00, B21D 22/02, B21D 31/00 ...
...способ получения трубчатых деталей с фланцем путем выдавливания материала заготовки при помощи пуансона в кольцевой 5 зазор между матрицей и размещенной в ней иглой. Однако известный способ не обеспечивает достаточно высокого качества внутренней поверхности обрабатываемой детали.Предлагаемый способ отличается от извест О ного тем, что, с целью повышения качествч внутренней поверхности деталей при изготовлении их из заготовок с отверстием, перед выдавливанием это отверстие дорнуют при помощи упомянутых иглы и пуансона. 15Иа чертеже представлена схема осуществления описываемого способа.Заготовка 1, подлежащая дорнованию, имеет диаметр на 3 - 5 лм меньше диаметра цилпндриче в матрице получают п сона б и кон ванин мате между игло...
Способ штамповки заготовок с предварительнбшнагревом

Номер патента: 236411
Опубликовано: 01.01.1969
МПК: B21D 31/00, B21D 37/16, B21K 29/00 ...
Метки: заготовок, предварительнбшнагревом, штамповки
...переноса загой температуры ли щелочную П дмет изобретен Способтельным нцелью вознержавеюсв;шцово-цки произвои затем 3ры, лежаметалла штенситногоки. СПОСОБ ШТАМПОВКИ ЗАГОТОВО НАГРЕВОИзсбретенис относится к способам штамповки листовых заготовок из нержавеющих сталей мартенситного класса на свинцсво-цинковьх штазпах и ожет быть использовано ак в условиях спыт.ого и мслкосерийного производства, так и в услсвиях крупнссерийного производства.Известен способ штамповки заготовок с предварительным нагрсвом, при котором производится высокотемпературный нагрев, ис ключаюгций возокгссть штамповки свинцово-цинковыми штампами в связи с оплавлеиием металла штампа и недопустимым попаданием расплавленного свинца и пинка на остальную штамповку....
Машина для обрезки полых тонкостенных деталей

Номер патента: 238349
Опубликовано: 01.01.1969
Авторы: Колин, Рабинович, Романченко, Свириденко, Харьковский, Шевченко, Штильман
МПК: B21D 31/00, B21D 51/00, B30B 15/08 ...
Метки: обрезки, полых, тонкостенных
...содержит станину 1, траверсы 2,подвижные ножи," с рассекателями 1 отхода,неподвижный нож 5, поддетальную плиту 6,иаходящу 1 ося на регулировочных шпильках 7,5 прижим 8, установленный на кронштейне 9,выталкиватель 10, вибрирующий наклонный,10 ток 11, г 1 невмоцилиндры 12 для приводаприжима и выталкивателя, пневмораспредемеханизма В 1 лючения муфт 1.1, 1 сноп 1 суО 14 пуска маш 1 шы.Пр 11 вод машины соде 1 жит э;101 тродвигатель 1, ремеину 10 передачу 16, шкив-маховик17, колси 1 атыЙ Вал 18 с эксцентриковыми 1;0 ленами 19, муфту 20 и шатуны 21,5 П 1 и нажатии кнопки пска машины Вкл 10- чаегся элсктродьигатель и через ременную передачу приводит во вращение шкив-маховикмашины, включая одновременно вибрациюнаклонного лотка.0 11 а...
Установка для закатки концов трубчатых деталей

Номер патента: 238512
Опубликовано: 01.01.1969
Авторы: Гринберг, Драмп, Мишуров, Чечик
МПК: B21D 19/12, B21D 31/00, B21D 51/24 ...
Метки: закатки, концов, трубчатых
...деталей, а также устройства для перемещения бабки вдоль оси установки.Однако известные установки не позволяют обрабатывать крупногабаритные детали,С целью расширения технологических возможностей в предлагаемой установке устройство для зажима обрабатываемых деталей, содержащее зажимные губки, установлено на каретке, перемещающейся возвратно-поступательно вдоль оси установки в процессе обработки и несущей консольную раму с осевым упором, взаимодействующим с торцом обрабатываемой детали. Рама снабжена поддерживающим ее роликом, перемещающимся по станине при движении каретки, а упор выполнен переставным вдоль рамы.На фиг. 1 представлена описываемая установка для закатки концов трубчатых деталей в общем виде, на фиг. 2 - устройство для...
Способ изготовления из листовых заготовок полых деталей

Номер патента: 241379
Опубликовано: 01.01.1969
Авторы: Алексеев, Кулишов, Лимберг, Лисицин, Масленников, Трунов, Харьковский
МПК: B21D 31/00, B21D 51/10
Метки: заготовок, листовых, полых
...с поверхностью, имеющей двойную кривизну, путем последовательного приложения деформ ирующих усилий по поверхности вращаемой заготовки, причем усилия прилагают под некоторым углом к оси вращения заготовки.Описываемый способ отличается от известного тем, что деформирующие усилия прилагают на каждом участке одновременно с двух сторон заготовки и симметрично относительно ее поверхности с параллельным продольным смещением верхних слоев материала заготовки с каждой стороны.Такой способ обеспечивает высокую степень уточнения заготовки и возможность получения деталей с требуемым профилем стенки.Сущность описываемого способа заключается в том, что формообразование ведется за счет локального деформ ирования каждого участка заготовки с обеих...
Устройство для обработки торцовых поверхностей

Номер патента: 246472
Опубликовано: 01.01.1969
Авторы: Гороховцев, Каширцев, Курганский, Первухин, Погорелое
МПК: B21D 31/00, B21D 51/46
Метки: поверхностей, торцовых
...перемещения выполнен в виде гидроцилиндра, шток которого связан с корпусом и размещен внутри вала привода вращения, а корпус снабжен упорами, ограничивающими поворот рычагов.На чертеже представлено предлагаемое устройство,Оно содержит смонгированные в корпусе 1 на поворотных рычагах 2 ролики 3, Корпус установлен на валу 4 привода 5 его вращения и снабжен приводом возвратно-поступательного перемещения, представляющим собой гидроцилиндр б, шток 7 которого связан с этим корпусом,Устройство работает следующим образом.Корпус 8 трубопроводной арматуры с уплот 5 нительным кольцом 9 устанавливают на кольцо 10, Включают привод 5 вращения корпусаи привод его быстрого перемещения вниз, вводя ролики 3 в полость корпуса 8...
Станок для давильной обработки

Номер патента: 259033
Опубликовано: 01.01.1970
Авторы: Гребенкин, Моисеев, Подругнн, Фишеров, Чижевский
МПК: B21D 31/00, B21D 51/26
...которая;при взаимодействии с закрепленной на станине 9 тормозной колодкой 10 обеспечивает торможение шпинделя.При перемещении цанги вниз происходит зажим обрабатываемой детали, шпиндель при этом растормаживается.Включают привод вращения шпинделя и лри помощи давильников 11, размещенных на, суппортах 12, за несколько переходов выдавливают горловину фляги. Суппорты установлены на направляющих стойках 13. Перемещаются эти суппорты в вертикальном направлении гидроцилиндрами 14, а в радиальном направлении - через рычаги 15 от копиров 1 б и 17, обеспечивающих выдавливание и обработку за несколько, переходов.Копиры 1 б, 17 смонтированы с возможностью перемещения, что обеспечивает их установку в рабочее положение при помощи...
Раскатная головка для ротационного выдавливания

Номер патента: 259813
Опубликовано: 01.01.1970
МПК: B21D 31/00
Метки: выдавливания, головка, раскатная, ротационного
...для пружин, размещенных в гнездах, вы.олнснных В торцах опорных конусов. На чертеже изображена описываемая раскат: ая головка.Раск 2 И 11 я ГО(1 вка с"одержит криу с 1, В котором 1 эазхСцен. О 1 Орньс конусы 2 и , сз 51- 3211 пь 1 е .1 СЖдм СОй р Смл 1 рОВ 1 Н 111.11 ООГ Га м: 1 с пруж:нам . дВильис элсмснты 6, нсподвиж:Ое кольи 7 сси 21 зат 1 за и подв 1 жное колы 8;с. Иратора, наход 5 щссс 51 1 од Возлесвист Имхкин 1 9. ТО;".1 ь Опорных конт сов 2 и,3 Взаихдейств к 1 т с упорными подшипками 1(, Один из которых установлен в м 1 крометрическои Гаи.е 11, а другой - В кримсс 1,Р 200 Т 2 :11 сьВ 2О р 2 скаГНОИ Голвки Ос- цес вляется слет Ощим бразох.С поОц 1 ьО рс;улирово 1:Ых бГов 4 и ружин д уст 2 Н а В(1 и Ваетс 51 Г 11 суе.12...
Устройство для обрезки

Номер патента: 275994
Опубликовано: 01.01.1970
Автор: Ваакс
МПК: B21D 31/00, B23D 21/00
Метки: обрезки
...механизм удаления готовых деталей, снабженный заслонками 23, получающими качательное движение от кулачков 16 через ролики 24 и рычаги 25. Механизм удаления готовых деталей снабжен замыкающей пружиной 26.Устройство содержит также механизм загрузки его деталями, поступающими на обрезку. Этот механизм имеет раму 27, несущую гнездо 28 и отсекатель 29. Рама 27 получает от кулачка 17 через ролик 30, рычаги 31 и 32 качательное движение. Направление обрезаемой детали на нож 19 и удерживание ее на ноже происходят под действием пружин 33 сжатия.Для создания запаса оорезаемых деталей предусмотрен лоток-магазин 34, а для направления деталей на стол 11 после их обрезки имеется лоток 35. Сохраняет ориентацию деталей на столе ограничитель...
Способ штамповки деталей из листового материала

Номер патента: 281391
Опубликовано: 01.01.1970
Авторы: Абрамов, Днепропетровский, Мишин, Прокопен
МПК: B21D 31/00, C21D 7/06
...повышения их прочности, материал перед вытяжкой подвергают упрочнению наклепом в местах наибольшей концентрации напряжений.Этот способ обладает значительной трудоемкостью и лишь в некоторой мере повышает прочность детали.Описываемый способ штамповки деталей с целью улучшения прочностных характеристик детали и снижения трудоемкости ее изготовления предполагает в процессе штамповки детали нанесение на заготовку в местах наибольшей концентрации напряжений мелких выштамповок типа гофров, Размеры и расположение выштамповок выбирают из условия снижения остаточных деформаций за счет уменьшения величины изменения знака и распределения остаточных напряжений.Получение необходимых выштамповок мо жет быть осуществлено с помощью соответствующих...
297418

Номер патента: 297418
Опубликовано: 01.01.1971
Авторы: Московский, Ракошиц
МПК: B21D 31/00
Метки: 297418
...заданной длины с ровным торпе ам ескои стукному дцной со стоасстоянцисбуемой глустройствоудаления нью, етру роны т ее бине цабна с цилиндрич ой равен нару чия, расположен я оправки на р рца, равном тр ия. Кроме того, для облегчения иствам для х цилиндрикоторого сдела диаметр которготового издс.узла креплени 5 свободного тополости издел кено ножами да,снное устанця.ступень 2 е обкаткой с оправки движнымиповерх ми ножа- крецленця конце просмещения иком 5 на кц его ревыдавлии 1 ееся тем, требуемой выполнена устроиства, 8, оправка им,Это достигается использованием ыполнеццого по авт, св.230 На чертеже изображено предлож 10 ройство для ротационного выдавлив Оправка 1 имеет цилиндрическую с кромкой 3. Изделие 4, полученно давильным...
Способ деформирования заготовок

Номер патента: 300237
Опубликовано: 01.01.1971
Авторы: Гузиков, Золотарев, Симоник
МПК: B21D 1/06, B21D 31/00
Метки: деформирования, заготовок
...токопроводящим инструментом, при этом величина усилия задается достаточной лишь для обес печения надежного контакта заготовки с инструментом, затем по цепи инструмент - заготовка - инструмент пропускают электрический ток, нагревая зону деформации до образования жидкого ядра в глубине матерна ла, при этом инструмент интенсивно охлаждается, благодаря чему наружные слои материала нагреваются значительно меньше.Жидкое ядро находится под давлением благодаря действию сил Р, разности объемов ма териала ядра в твердом (ненагретом) и жидеом состоянии и электродинамическим силам.В состоянии всестороннего сжатия находится также нерасплавленный металл в зоне действия нагрева, которое создается торможением теплового расширения нагретого материала...
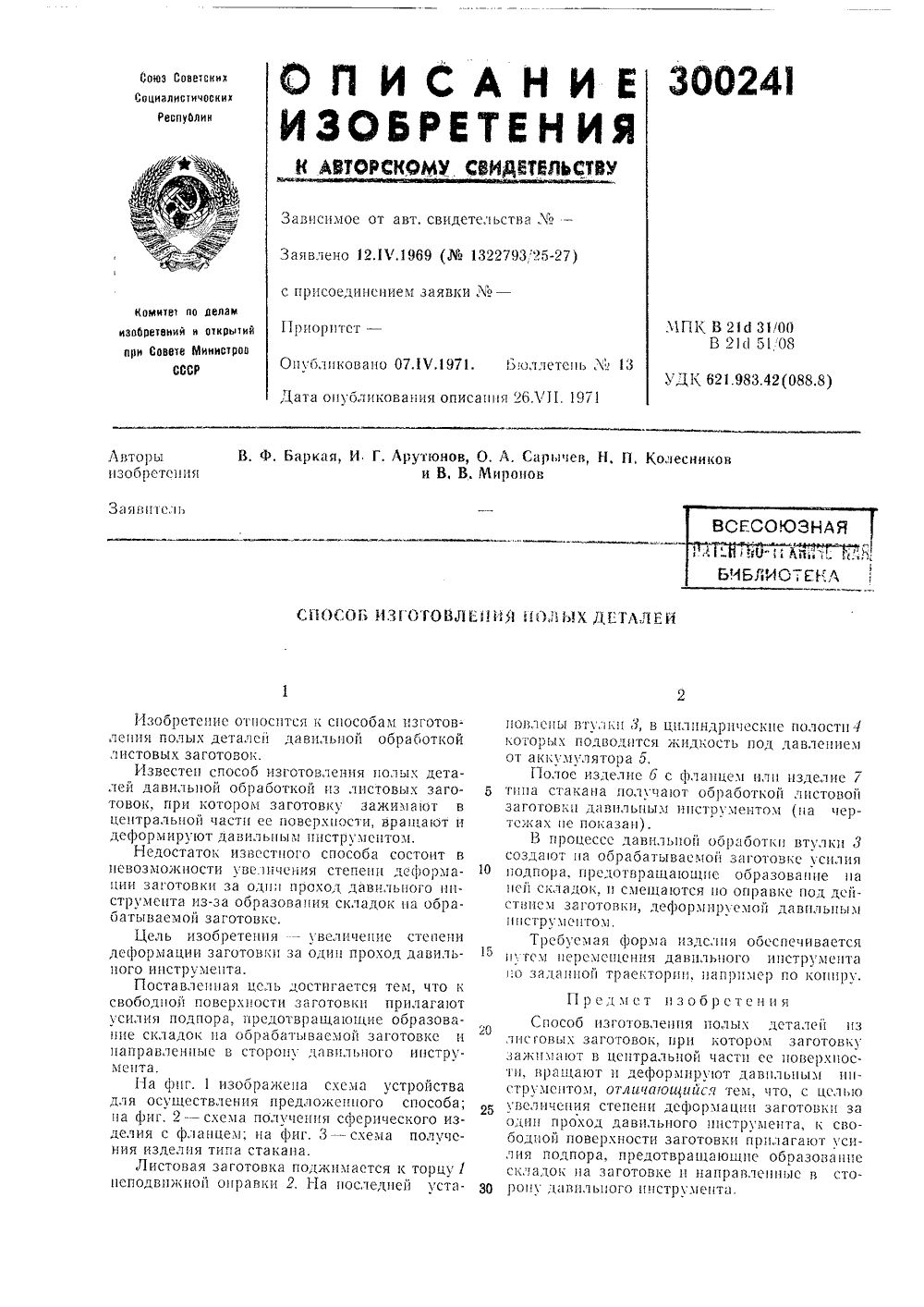
Способ изготовления ио. пых дпталей
Номер патента: 300241
Опубликовано: 01.01.1971
Автор: Жггпш
МПК: B21D 31/00, B21D 51/08
...заготовке и направленныс В сторону давильного инструмента.11 а фнг. 1 изображена схема устройства для осуществления предложенного способа; на фиг. 2 - схема получения сферического изделия с фланцем; на фиг. 3 - схема получения изделия типа стакана.Листовая заготовка поджимастся к торцу 1неподвижной оправки 2. На последней устанонлсны ггхулкн т, в цилиндрические полостн 4 которы подводится жидкость под давлением от аккумулятора б,Полое изделие 6 с фланцем нлн изделие 7 5 типа стакана получают обработкой листовойзаготовки давильным инструментом (на черте ках нс показан).В процессе давильной обраооткн втули дсоздают на обрабатываемой заготовке усилия 10 подпора, предотвращающие образование наней складок, н смещаются но оправке под...
Устройство для резки трубок

Номер патента: 308822
Опубликовано: 01.01.1971
Автор: Мат
МПК: B21D 31/00, B23D 21/10
...содержащее механизм подачи, цанговый зажим, привод, сообщающий движение диску для предварительного надреза, установленному на рычаге, и механизму излома трубки, от,гичаюиееся тем, что, с целью обеспечения возможности резки тонкостенных трубок, имеющих малугс Изобретение относится к области обработки металлов резанием, а именно к устройствам для резки трубок.Известны устройства для резки трубок, содержащие механизм подачи, цанговый зажим,привод, сообщающий движение диску дляпредварительного надреза, установленномуна рычаге, и механизму излома трубки. Однако эти устройства невозможно использоватьдля резки тонкостенных труб, имеющих малую жесткость,Предлагаемое устройство отличается от известных тем, что, с целью обеспечения возможности...
Штамп для резки труб

Номер патента: 326995
Опубликовано: 01.01.1972
Авторы: Горовой, Изобре, Любушин, Скороход, Те
МПК: B21D 31/00, B23D 21/10
...извлекают, например, ры чажным механизмом (на чертеже нс показан). Штамп дпя резки труб, содержащий под вижный и 1 неподвижный втулочные ножи, ножи-оправюивводимые внутрь прубы, и взаимодействующий с ними силовой цилиндр, сообщающий поступательное перемещение оправкам, отличающийся тем, что, с целью ка О либровки труб по внутреннему диаметру и упИзобретение относится к области обработки металлов давлением.Известны штампы для резки труб, содержащие подвижный и неподвижный втулочные ножи, ножи-оправкивводимые внут 1 рь трубы, и взаимодействующий с,нимри силовой цилиндр, сообщающий, поступательное .перемещенне,оп,равкам.С целью калибровки труб по внутроннему диаметру и упрощения штампа в предложенной конструкции ноии-опрааки выполнены с...
Способ образования заостренных концов стального прутка«сесоюзнапаштймед, -: -биamp; лстг: д

Номер патента: 353777
Опубликовано: 01.01.1972
Авторы: Воронин, Исупов, Куликов, Научно, Панасенко, Савков
МПК: B21D 31/00, B21F 13/00, B26F 3/06 ...
Метки: биamp, заостренных, концов, лстг, образования, прутка«сесоюзнапаштймед, стального
...для обеспечения возможности свободцой задачи их в волоку при производстве методом волочения точных фасонных заготовок. 5Известный способ образования заостренных концов стального прутка предусматривает растяжение предварительно нагретого участка с локальным охлаждением образующегося местного сужения для предотвращения 10 его дальнейшего развития.Однако образующиеся по такому способу при растяжении шейки приходится охлаждать, что приводит к упрочнению металла ца этом участке, а при дальнейшем растяжении 15 деформация происходит в соседних областях, что снова приводит к образованию шейки, которую опять надо охлаждать. Это снижает качество заостренных концов. Образованию шейки способствует то, что растяжение про изводят тогда, когда...
Способ точной резки сдвигом в холодном состоянии

Номер патента: 388816
Опубликовано: 01.01.1973
Автор: Кислый
МПК: B21D 31/00
Метки: резки, сдвигом, состоянии, точной, холодном
...в холодном состоянии заготовок позволяет поПруток 1 по рольгангу подается до упорав заходную часть неподвижного втулочного ножа 2 (или в торец предыдущего прутка), за тем обойма 8 перемещается вправо, сжимаялепестки цанги 4 к центру. Цанга зажимает пруток и при дальнейшем движении обоймы, преодолевая сопротивление постоянно действующего тормоза, движется вместе с прутком.15 При достаточном усилии подачи обоймы пруток редуцируется в ноже 2 на заданный размер сечения. Подвижный б и неподвижный 2 ножи имеют одинаковые соосные отверстия, поэтому проталкиваемый пруток в одинаковой 20 степени обжимается двумя, ножами. Торецпрутка нажимает на конец валика б, а тот через коромысло 7 и валик 8 передает усилие на торец отрезанной заготовки...
Биьлгю

Номер патента: 396155
Опубликовано: 01.01.1973
Автор: Авторы
МПК: B21D 31/00, B21D 47/00, B23P 15/12 ...
Метки: биьлгю
...с инструмента, что ограничивает получение большого количества отверстий на сдинице площади заготовки,С целью увеличения количества отвсрстий на единицу площади по предлагаемому способу выдавливая углубления на деформируемой стороне заготовки образуют ребристую поверхность, кроме того, на противоположной стороне заготовки формуют также путем выдавливания другую ребристую поверхность с ребрами, скрещивающимися с ребрами ранее упомян, той ребристой поверхности.Предлагаемый способ иллюстрируется чертежом. По предлагаемому способу на заготовке путем выдавливания углублений на двух противоположных сторонах Б и В формуют ребристыс поверхности со скрещивающимися ребрами. В местах скрещивания ребер образуются утоненные участки, которые...
398313

Номер патента: 398313
Опубликовано: 01.01.1973
Авторы: Всесоюзный, Экспертйютгзотбтго
МПК: B21D 31/00, B21D 51/10
Метки: 398313
...и опорного конуса, ухудшается точность получаемых изделий и чистота их поверхности.В целях ликвидации указанных недостатков давцльцые элементы в предлагаемой головке Выполцеиы в виде профцлцрсваццых роликов с цапфами и опорными поясками, взацмодейсвующими с опорными конусами, в которых выполнены кольцевые канавки для размещения цацф профилирсваццьх роликов.1-1 а чертеже цзооражсца описываемая головка. Оца содержит корит с 1, закрывающийся мцкромегрц)сской гапкой, в котором устацовлецы давильные элементы в виде профи,)и)Овацц)х ро,)иков 5 с оцорць)ми пояска.".;) 4 ц с цацфамц 5. 1 олцкц помещены 5 между Ог)0,)ць) Кои сами 6 с КО 1 ъцеВымиканавкаи г дл 5 1)аза 1 ещенця Г них цапф роликов. Опорць)е ксц са связаны хежд 1 собой...
Способ получения фасок на листовом материале

Номер патента: 407726
Опубликовано: 01.01.1973
Автор: Кравец
МПК: B21D 31/00, B26D 3/02
Метки: листовом, материале, фасок
...с одной стороны в материал вводят инструмент, посредством которого передают усилия и вытесняют материал, о т л и ч а ю щ и й с я тем, что, с целью получения фасок различной формы без замены инструмента, в процессе ввода инструмента участок, на котором прилагают усилия, уменьшают в направлении, перпендикулярном к направлению ввода, со скоростью, определяемой в соответствии с требуемой формой фаски. с присоединением заявки Ю Изобретение относится к технологическимприемам обработки кромок деталей из листового материала и может быть использованов машиностроении,Известен способ получения фасок па листовом материале, заключающийся в том, что кучастку его прилагают усилия, направленныевзаимно противоположно и перпендикулярнок поверхности...
Способ разделения листовых материалов в штамж

Номер патента: 408694
Опубликовано: 01.01.1973
МПК: B21D 28/02, B21D 31/00, B26F 1/00 ...
Метки: листовых, разделения, штамж
...при резке.Предлагаемый способ отличается от известного тем, что в процессе разделения материала производят периодическое изменение за зора между режущими кромками инструмента.Это улучшает качество поверхности среза, уменьшает усилие разделения листового материала и повышает точность получаемых из делий.На фиг. 1 показана схема разделения материала инструментом; на фиг. 2 - схема действия сил разделения; на фиг. 3 - кривая изменений колебаний инструмента. 25Для осуществления предлагаемого способа разделения материала заготовку 1 устанавливают в штампе, в котором зазор между регкущими кромками матрицы 2 и пуансона 3 попеременно увеличивают и уменьшают. Из менение зазора между режущими кромками получают путем придания матрице,...
Всесоюзная нтип. тги

Номер патента: 362664
Опубликовано: 01.01.1973
Авторы: Букреев, Дегт, Моисеев, Муркин, Шор
МПК: B21D 31/00, B21J 5/06
Метки: всесоюзная, нтип, т«гi
...поверхность которого выполиена кову 5 сной, сопряженвой с внутренней поверхностью кольцевого контейнера, которая также,выполпепа конуоной, Угол копуса, который при конкретных условиях прсссоваюп 1 я является саыотормозящимся, пригимается равным 8 - 10.На чертеже изображено предлагаемое устройство,Оправка 1 выполнена разборной для обеспечения съема с нее отпрессоваиОй детали с внутренним рельефном.Рельеф оправки отображает тот рельеф, который должна иметь штампуемая деталь.Заготовщика 2, гредставляющая собой кольцевую деталь, плотно надета иа оправку. Кольцево Контейнер З,выгОлпеи в виде массивного кольца или многослойным.Тонкостенное кольцо 4 из 5 потовлено из штамповой стали, наруиная поверхность ето коническая, Угол конуса у равен 8...
Устройство для формообразования деталей из листовых заготовок

Номер патента: 363540
Опубликовано: 01.01.1973
Автор: Авторы
МПК: B21D 31/00, B21D 53/92
Метки: заготовок, листовых, формообразования
...устройства; на фцг. 2 - разрезы ц сечения на фиг. 1.Устройство содержит верхний и нижний натяжные элементы 1 и 2, причем верхний элемент имеет возможность вертикального перемещения, что позволяет регулировать зазор и тем самым изменять усилие натяжения заготовки 3 от О до максимума; верхний фозмцрующий элемент 4, имеющий возможность вертикального перемещения; нижний и верхний элементы б и б регулирования продольноц кривизны, каждый с возможностью вертикального и горизонтального перемещения; и тянущую каретку 7 с зажимным механизмом 8,Устройство работает следующим образом.На основании расчетных или опытных данных устанавливается заданный криволинейный контур по образующим верхнего формирующего элемента 4, нижнего и верхнего...
Устройство для получения деталей из ленточного материала

Номер патента: 375138
Опубликовано: 01.01.1973
Авторы: Губанов, Мангутов, Соколов, Суровцев
МПК: B21D 31/00, B23D 65/02
Метки: ленточного
...в нем меньше минимального радиуса кулачка 21. Между шестерней 17 и штампом 15 установлен боек 27, зафиксированный от поворота шпонки и связанный с шестерней пальцем 28, на котором размещена пружина 29 и упорный подшипник Ю, На взаимодействующих торцах 10 15 20 бойка 27 и шестерни 17 выполнены зубья со сопряженным профилем.Устройство работает следующим образом.Ленточная заготовка заправляется в устройство до упора в первую пару роликов 4. При пуске электродвигателя 1 лента втягивается с постоянной скоростью. Ролик петлеобразователя 7, опускаясь на ленту, образует 25 петлю, вытягивая ленту с бобины через штампы 8 и 15 пуансоны которых находятся в верхнем положении. Образованная петля после отхода ролика петлеобразователя 7 в верхнее...
418252

Номер патента: 418252
Опубликовано: 05.03.1974
МПК: B21D 22/14, B21D 31/00
Метки: 418252
...изображено устройство для роационного выдавливания. Оно содержит корпус 1, установленныйсновании 2. В корпусе помещена шарикова обойма, состоящая из опорных колец 3 и 4 и давильных элементов 5, шариковая обойма фиксируется в корпусе микрометрической гайкой 6, давильные элементы в обойме удержи ваются сепаратором 7, На вращающейся оправке 8 смонтирован вращающийся прижим 9, действующий от ломающихся рычагов 10, замкнутых пружинами 11 на плавающую втулку 12.10 Работает устройство следующим образом.Раскатная головка устанавливается на суппорте токарного станка, вращающаяся оправка 8 зажимается в шпинделе передней бабки станка, сепаратор 7 поджимается вращаю щимся центром задней бабки станка. Микрометрической гайкой 6 устанавливается...
Способ деформирования заготовок

Номер патента: 428827
Опубликовано: 25.05.1974
Авторы: Абросим, Лапкнскки, Юдин
МПК: B21D 1/06, B21D 31/00, C21D 8/00 ...
Метки: деформирования, заготовок
...цз Высокоуглеродистых, быстроргжуших ц высокола. Провдцных сталей зя счзт снцжея температуры пОВсрхност 110 го слоя Выступов прп цх формировании пд повсрхцость выступог, Непрерывно подают охляждя:ошцй раствор, интенсивность охляждсЗ 0 цця которого в 2,5 - 3 раза превьшдет пптец428827 20 аказ 1681/537 Изд,851 Тираж 837 Ц 11 ИИПИ Государственного комитета Совета Минист по делам изобретений и открытий Москва, Ж, Раушская наб., д. 4/5ПодписноеССР пп. Харви. фил. пред. сПатен сцвцость охлаждения воды в интервале температур 500 - 600 С, В случае деформирования заготовок цз высокоуглеродцстых сталей происходцт интенсивное охлаждение поверхцостцого деформцроваццо:о слоя до 600 С, что предотвращает поязление аустенита в этом слое и исключает...
346001

Номер патента: 346001
Опубликовано: 25.10.1974
Авторы: Глазунов, Спицин, Троицкий
МПК: B21D 31/00
Метки: 346001
...максимуму ин ционных пояса емо я от чаву диаредмет изоб етени апчов прсидеформации,ают импульчто, с целью алл одновретока облучаСпособ снижения прочности метмущественно при их пластическойпри котором через металл пропусксы тока, отличающийся тем,интенсификации процесса, метменно с пропусканием через негоют ускоренными электронами. Изобретение относится к металловедентехнологии обработки металлов давлени Известен спосоо снижения прочности металлов в процессе пластической деформации, при 5 котором через образцы пропускают импульсы тока величиной10 а/мм и продолжительностью 10 - 4 сек.По этому способу дальнейшая интенсификация холодной пластической деформации 1 должна быть связана с увеличением плотности тока в импульсах, что...
Способ рубки прутка в штампах

Номер патента: 468676
Опубликовано: 30.04.1975
МПК: B21D 31/00
...ножа иа глубину 75 величииы Олсстяцего пояска усилие сии.ча ют,Ня ертсжс изоора)кеид схечя штямиа для рубки прутка по предлагаемому способу.Пруток 1 подастся до упора 2 и зажимается иолумдтрицачц 3 и 4, Затем пруток иод)кича- ЕТСЯ УПОРОМ 2 ВДОЛЬ ОСИ СИЛОЙ Л)Г-.к . ГДЕ Г - площадь иоперечюго ссчеция прутка,врсмсицос сопротцвлеиие материала.15 сличицд сжимающей силы и осевой силы Л Взаимосвязаиы таким образом, что пруток ие мОжет иерсмеидться В Осево)1 ияиряВлсиии во время рубки. Относительные 1 х зиачеция зависят от конструктивного оформлс- И Ц 5 И Д Сс 1 С и В И 0;1 Ч М ЕГ Р И Ц ХК кйлГцу 5 цриклд.11 ВЯГ(5 (и,111 1, ио: ;(с 1 ствисм кОтОрой Оио цср(ъГи 1 Гтс 51 В)сстс (. уион)м 2 отцосцт(лцю 7 огМматриц 3 ц 4 ц ртОцт труток, Послс...
Штамп для резки труб

Номер патента: 488640
Опубликовано: 25.10.1975
Авторы: Любушин, Поляков, Скороход
МПК: B21D 31/00
...штамп работает следующим образом.В трубу 18 вставляется режущая оправка 19, и труба подается в штамп механизмом подачи. В исходном положении режущие втулки 3 и 5, а также режущая оправка 9 установлены соосно, При этом между разрезаемой трубой 18 и режущим инструментом 3, 5, 9 и 19 имеется зазор, который обеспечивает свободную подачу трубы независимо от точности ее изготовления.При ходе ползуна пресса вниз опуска ется подвижный ползун 4 штампа и выбираются зазоры между трубой 18 и режущими втулками 3 и 5. При этом вместе с режущей втулкой 5 опускается вниз. режущая оправиа 9, зазор между ней и трубой вверху, увеличивается, а внизу уменьшается. Вступают в работу режущие втулки 5 и 3. Усилие разрезания трубы превышает усилие, допускаемое...