Способ изготовления сварных труб из ленты и установка для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки






Текст
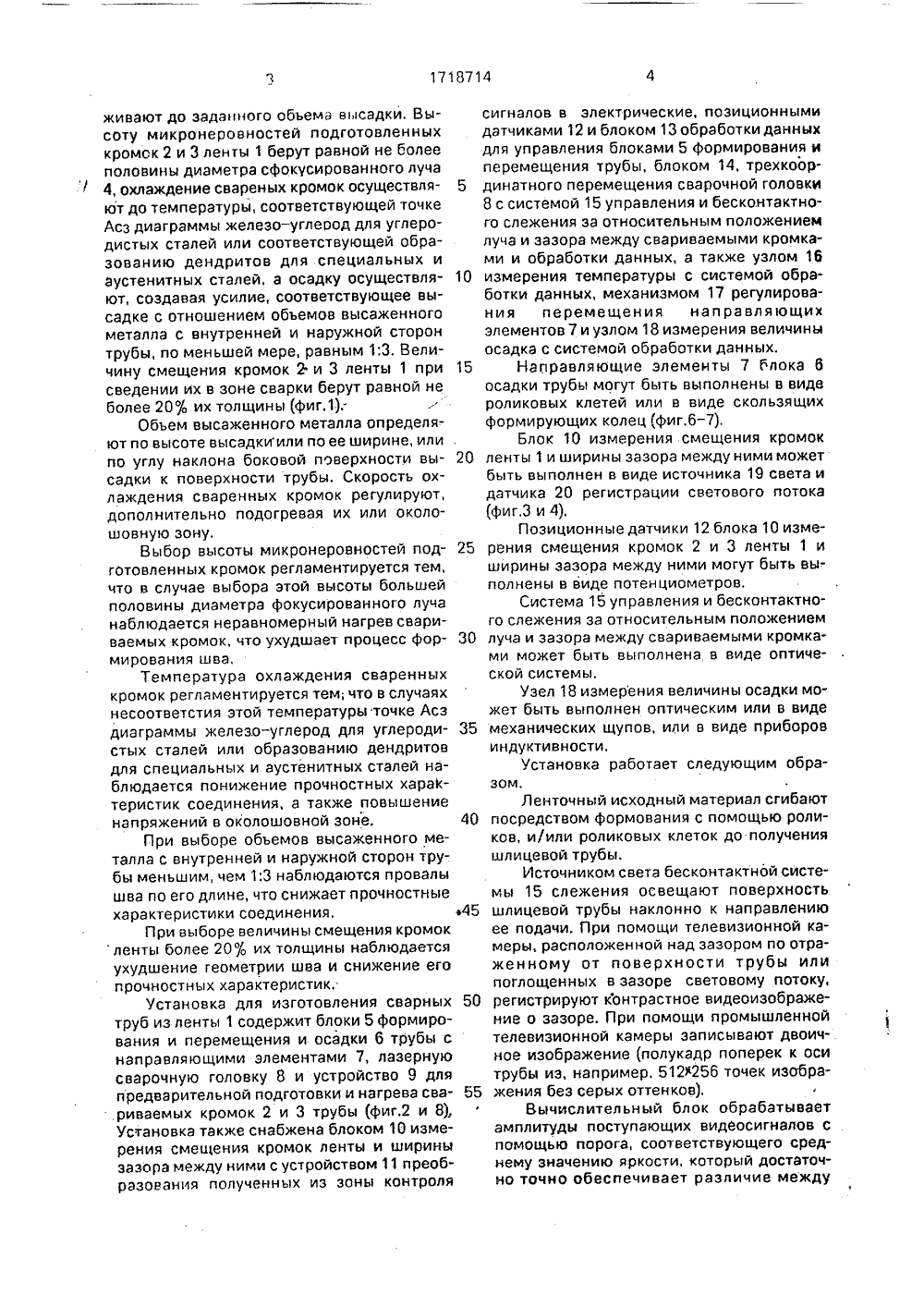
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСОУ БЛИК 17187(19) 51)5 В 23 К 26 ЕНИЯ АТЕНТУ ГОСУДАРСТВЕЮЫЙКОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБ(54) СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХТРУБ ИЗ ЛЕНТЫ И УСТАНОВКА ДЛЯ ЕГОО СУЩЕ СТВЛ Е Н ИЯ(57) Изобретение относится к технологии иоборудованию для лазерной сварки, Цельизобретения - повышение качества сварного соединения, При изготовлении сварныхтруб из ленты последнюю перемещают с Изобретение относится к технологии и оборудованию для лазерной сварки,Цель изобретения: - повышение качесзва сварного соединения.На Фиг.1 изображена схема осуществления способа; на фиг,2 - схема установки для осуществления способа; на фиг,3 и 4 - схемы измерения смещения кромок ленты при использовании источника света и датчика регистрации светового потока; на фиг,5 - сечение А-А на фиг.2; на фиг,6 - схема сварочной ванны; на фиг.7 - схема осадки; на заданной скоростью и Формируют из нее трубную заготовку, сводя предварительно подготовленные с заданной высотой микро- неровностей кромки ленты и располагая одну кромку напротив другой, предварительно нагревают их, сваривают сфокусированным лазерным лучом, охлаждают с заданной скоростью до заданной температуры и осаживают до заданного объема высадки: Высоту микронеровностей подготовленных кромок ленты берут равной не более половины диаметра луча, охлаждение свариваемых кромок осуществляют до температуры, соответствующей точке Асз диаграммы же-лезо - углерод для углеродистых сталей или соответствующей образованию деидритов для специальных и эустенитных сталей, а Я осадку осуществляют, ссз давая усилие, соответствующее высадке с от вращением объемов высаженного металла с внутренней и наружной сторон трубы, по меньшеймере, равным 1;3. В результате формируют качественный шов с объемом высаженного металла на внутренней и внешней сторонах, равным 1:10,по всей длине трубы,2 с.и 15,. ь з.п. Ф-лы,8 ил, 4 фиг,8 - схема устройства для подготовки свариваемых кромок ленты,При изготовлении сварных труб из ленты 1 ее перемещают с заданной скоростью и формируют из нее трубную заготовку, сводя предварительно подготовленные, с заданной высотой микронеровностей кромки 2 и 3 ленты 1 и располагая одну кромку напротив другой, предварительно нагревают их, сваривают сфокусированным лазерным лучом 4, охлаждают с заданной скоростью до заданной температуры и оса 1718714живают до заданного объема высадки, Высоту микронеровностей подготовленных кромок 2 и 3 ленты 1 берут равной не более половины диаметра сфокусированного луча 4, охлаждение свареных кромок осуществляют до температуры, соответствующей точке Асз диаграммы железо - углерод для углеродистых сталей или соответствующей образованию дендритов для специальных и аустенитных сталей, а осадку осуществляют, создавая усилие, соответствующее высадке с отношением объемов высаженного металла с внутренней и наружной сторон трубы, по меньшей мере, равным 1:3, Величину смещения кромок 2" и 3 ленты 1 при сведении их в зоне сварки берут равной не более 207 О их толщины (фиг.1):Объем высаженного металла определяют по высоте высадкиили по ее ширине, или по углу наклона боковой поверхности высадки к поверхности трубы, Скорость охлаждения сваренных кромок регулируют, дополнительно подогревая их или околошовную зону,Выбор высоты микронеровностей подготовленных кромок регламентируется тем, что в случае выбора этой высоты большей половины диаметра фокусированного луча наблюдается неравномерный нагрев свариваемых кромок, что ухудшает процесс формирования шва,Температура охлаждения сваренных кромок регламентируется тем; что в случаях несоответстия этой температуры точке Асз диаграммы железо - углерод для углеродистых сталей или образованию дендритов для специальных и аустенитных сталей наблюдается понижение прочностных хараК- теристик соединения, а также повышение напряжений в околошовной зоне,При выборе объемов высаженного металла с внутренней и наружной сторон трубы меньшим, чем 1:3 наблюдаются провалы шва по его длине, что снижает прочностные характеристики соединения.При выборе величины смещения кромокленты более 20 их толщины наблюдается ухудшение геометрии шва и снижение его прочностных характеристик,Установка для изготовления сварных труб из ленты 1 содержит блоки 5 формирования и перемещения и осадки 6 трубы с направляющими элементами 7, лазерную сварочную головку 8 и устройство 9 для предварительной подготовки и нагрева сва.риваемых кромок 2 и 3 трубы (фиг,2 и 8), Установка также снабжена блоком 10 измерения смещения кромок ленты и ширины зазора между ними с устройством 11 преобразования полученных из зоны контроля5 10 15 20 25 30 35 40 а 45 50 55 сигналов в электрические, позиционными датчиками 12 и блоком 13 обработки данных для управления блоками 5 формирования и перемещения трубы, блоком 14, трехкоординатного перемещения сварочной головки 8 с системой 15 управления и бесконтактного слежения за относительным положением луча и зазора между свариваемыми кромками и обработки данных, а также узлом 16 измерения температуры с системой обработки данных, механизмом 17 регулирования перемещения направляющих элементов 7 и узлом 18 измерения величины осадка с системой обработки данных,Направляющие элементы 7 блока 6 осадки трубы могут быть выполнены в виде роликовых клетей или в виде скользящих формирующих колец (фиг.б - 7),Блок 10 измерения смещения кромок ленты 1 и ширины зазора между ними может быть выполнен в виде источника 19 света и датчика 20 регистрации светового потока (фиг,3 и 4).Позиционные датчики 12 блока 10 измерения смещения кромок 2 и 3 ленты 1 и ширины зазора между ними могут быть выполнены в виде потенциометров.Система 15 управления и бесконтактного слежения за относительным положением луча и зазора между свариваемыми кромками может быть выполнена в виде оптической системы.Узел 18 измерения величины осадки может быть выполнен оптическим или в виде механических щупов, или в виде приборов индуктивности.Установка работает следующим образом.Ленточный исходный материал сгибают посредством формовэния с помощью роликов, и/или роликовых клеток до получения шлицевой трубы.Источником света бесконтактной системы 15 слежения освещают поверхность шлицевой трубы наклонно к направлению ее подачи. При помощи телевизионной камеры, расположенной нэд зазором по отраженному от поверхности трубы или поглощенных в зазоре световому потоку, регистрируют контрастное видеоизображение о зазоре. При помощи промышленной телевизионной камеры записывают двоичное изображение (полукадр поперек к оси трубы из, например, 512256 точек изображения без серых оттенков),сВычислительный блок обрабатывает амплитуды поступающих видеосигналов с помощью порога, соответствующего среднему значению яркости, который достаточно точно обеспечивает различие между10 20 тельного луча и точкой приема отраженного 30 луча, которое прямопропорционэльно расстоянию до поверхности объекта, и в виде 35 40 защитныи газ,50 отраженным и поглощенным световыми потоками.Смещение контрастной границы,. т.е.границы между отражающей и поглощающей поверхностями трубы, предоставляется для дальнейшей обработки послеэлектронного определения контрастногоразличия с помощью аналогового напряжения Од, пропорционального отклонению зазора.Каждую из кромок 2 и 3 ленты 1 направляют посредством роликов, откалиброванных в соответствии с диаметром трубы,Роликовые линейки регулируют по аысоте перпендикулярно к оси трубы и получают опорное усилие через опорную линейкус призматическими роликами.Высоту роликовых линеек определяют спомощью соответствующих потенциомет-.ров, пропорциональный сигнал в которых ваиде аналогового напряжения Ог подаетсяв блок обработки данных,Системой 15 регистрируют смещениякромок 2 и 3 ленты 1, э также ширину зазорамежду ними непосредственно перед зоной 2сварки.В зависимости от смещения кромокленты образуются затененные поверхности, которые обнаруживаются диоднойстрочной камерой с помощью различно отраженных пучков световых лучей.Зазор под сварку также дает теневуюили поглощающую поверхность, соответствующую его ширине.Диодная строчная камера, имеющаяразрешающую способность, достигающую3000 точек изображения на строку, преобразует в аналоговое напряжение Оь длинутеневых поверхностей, пропорциональнуювысоте смещения кромок 2 и 3, которое подается в блок 13 обработки данных. Равнымобразом другой камерой в блок 13 обработки данных подается напряжение Оз, пропорциональное ширине зазора между. кромками 2 и 3, После переработки и срэвнения с напряжением О; пропорциональным положению по высоте роликовыхлинеек, блок 13 обработки данных генерирует управляющее напряжение, которое подается на исполнительный приводсмещения по высоте роликовых линеек.На дальнейшем этапе технологйческогопроцесса индуктивной катушкой, котораяприводится в действие генератором Сред- .них частот, осуществляют нагрев трубной 5заготовки,Генератор средних частот регулируетсяпо мощности с помощью устройства обработки данных, которое получает от пирометра излучение, измеряющее температуру шва позади точки осадки и тем самым регулирующее подогрев кромок 2 и 3 ленты, аналоговое напряжение Оь пропорциональное этой температуре, преобразует его в управляющее напряжение для генератора средних частот.Направляющие ролики 7 направляют трубу в зону сварки, но без приложения давления к кромкам 2 и 3 ленты и при сохранекии зазора под сварку шириной 0,3 мм,Поперечную подачу направляющих роликов 7 регулируют с помощью исполнительных приводов, управляющее напряжение которых обеспечивается блоком 13 обработки данных после выработки пропорционального напряжения.Для регулирования положения пятна нагрева лазерного луча используют измерительный лазер, которым параллельно к оптической оси рабочего лазерного луча измеряют расстояние до поверхности кромок 2 и 3. При этом измерение расстояния производится с помощью триангуляционного метода, при котором лазерный луч, направленный наклонно к поверхности обьекта, отражается и снова принимается, С помощью строчной камеры оценивается расстояние между точкой выхода измерианалогового напряжения 01 в качестве входного сигнала подается в блок обработки данных. Блок обработки данных генерирует после дополнительной обработки аналогового напряжения Од из вычислительного блока, пропорционально перемещениям кромок ленты управляющее напряжение, подаваемое на электрический привод блока 14 трехкоординатного перемещения сварочной головкой 8. Через лазерную сварочную головку 8 в зону сварки подают Выполненный сваркой плавлением шов проходит со скоростью подачи участок охлаждения да точки осадки, где производится его осаждение с помощью механизма 17 перпендикулярно к продольной оси сварного шва,Поперечная подача производится с помощью исполнительных двигателей, воздействующих на установочныешпиндели, которые получают свои управляющие напряжения через устройство обработки данных, Для этого устройство обработки данных оценивает и сравнивает аналоговые напряжения, получэемые в качестве выходных сигналов из узлов 18 измерения величины осадки.Эти аналоговые напряжения получаются при измерении ширины высаженного металла и пропорциональны этой ширине, причем данное измерение осуществляют с помощью эндоскопов, установленных на внутренней и внешней стороне шва, а также из последующих производимых в узлах 18 измерений величины осадки.Стандартные эндоскопы имеют расположенный по дуге окружности пакет стекловолокон для наблюдения и окружающий их расположенный по кольцу пакет стекловолокон для освещения области, подлежащей отображению,П р и м е р. Из ленточного материала (ферритная специальная сталь Х 5 СчТ 12) толщиной 3 мм с помощью роликов формируют трубную заготовку диаметром 63,5 мм. Поверхность свариваемых кромок ленты подготавливают со средней высотой микро- неровностей Вп = 40 мкм. Для слежения за величиной зазора используют промышленную телевизионную камеру с двоичным изображением по 51 Ь 256 точкам изображения без серых оттенков, Зазор между свариваемыми кромками выдерживают 0,3 мм,Трубу формируют из ленты размером 199,5 ф 3 мм, Свариваемые кромки подготавливают строганием с помощью расположенных по обеим сторонам ленты резцов из материала 105. МпСг 4 на 3 - 4 мм. Для сварки используют лазерное излччение с плотностью мощности 2,022 хе Вт/мм и диаметром пятна нагрева 0,05 см. Вводимая мощность составляет 3,97 х 10 Вт.В процессе формирования трубы осуществляют контроль зазора между свариваемыми кромками, если зазор смещается или поворачивается в направлении перемещением трубы вправо, то на каждые 0,2 мм управляющее напряжение О пропорционально изменяется на 0,5 В, Аналогично напряжение уменьшается на 0,5 В при смещениях трубы от заданного положения влево. Предварительный нагрев свариваемых кромок осуществляют до температуры 220 С, .Температура металла шва после осадки кромок составляет 850 С. Скорость сварки была равна 5,8 м/мин. В результате формируют шов с объемом высаженного металла на внутренней и внешней сторонах равным 1:10 по всей длине трубы. Провалы шва отсутствуют, что обеспечивает его высокое качество,Формула изобретения 1. Способ изготовления сварных труб из ленты, при котором ленту перемещают с заданной скоростью и формируют из нее трубную заготовку, сводя предварительно изготовленные с заданной высотой микро 5 10 15 20 25 30 35 40 45 50 55 неровностей кромки ленты и располагая одну кромку напротив другой, предварительнонагревают их, сваривают сфокусированнымлазерным лучом, охлаждают с заданной скоростью до заданной температуры и осаживают до заданного объема высадки, о т л и ч.а ю щ и й с я тем, что, с целью повышениякачества сварного соединения, микронеровности подготовленных кромок ленты выполняют высотой, равной не болееполовины диаметра сфокусированного луча,охлаждение сваренных кромок осуществляют до температуры, соответствующей точкеАсз диаграммы железо - углерод для углеродистых сталей или образованию дендритовдля специальных и аустенитных сталей, аосадку осуществляют, создавая усилие, соответствующее высадке с отношением объемов высаженного металла с внутренней инаружной сторон трубы, по меньшей мереравным 1;3.2. Способ по п.1, о т л и ч а ю щ и й с ятем, что величина смещения кромок лентыпри сведении их в зоне сварки равна неболее 20 О их толщины,3. Способ по пп.1 и 2, о т л и ч а ю щи йс я тем, что объем высаженного металлаопределяют по высоте высадки4, Способ по пп.1 и 2, о т л и ч а ю щ и йс я тем, что объем высаженною металлаопределяют по ширине высадки,5. Способ по пп.1 и 2, от л и ч а ю щи йс я тем, что объем высаженного металлаопределяют по углу наклона боковой поверхности высадки к поверхности трубы.6, Способ по пп, 1-5, отл ич а ю щийс я тем, что скорость охлаждения сваренных кромок регулируют,7, Способпо пб,отл ичающийсятем, что скорость охлаждения сваренныхкромок регулируют, дополнительно подогревая их.8. Способ по и 6, о тл и ч а ю щи й с ятем, что скорость охлаждения сваренныхкромок регулируют, дополнительно подогревая околошовную зону.9. Установка для изготовления сварныхтруб из ленты, содержащая блоки формирования и перемещения и осадки трубы с направляющими элементами, лазернуюсварочную головку и устройство для предварительной подготовки и нагрева свариваемых кромоктрубы, отл ич а ю щая с я тем,что, с целью повышения качества сварногосоединения, она снабжена блоком измерения смещения кромок ленты и ширины зазора между ними с устройствомпреобразования полученных из эоны контроля сигналов в электрические, позиционными датчиками и блоком обработкиданных для управления блоками формирования и перемещения трубы, блоком трехкоординатного перемещениясварочной головки с системами управления и бесконтактного слежения за относительным поло жением луча и зазора между свариваемыми кромками и обработки данных, а также узлом измерения температуры с системой обработки данных, механизмом регулирования перемещения направляю щих элементов и узлом измерения величины осадки с системой обработки данных.10. Установка по п.7, о т л и ч а ю щ а яс я тем, что направляющие элементы блока осадки трубы выполнены в виде роликавых 15 клетей.11. Установка по п.7, о т л и ч а ю щ а яс я тем, что направляющие элементы блока осадки трубы выполнены в виде скользящих формирующих колец. 2012. Установка по п.7, о т л и ч а ю щ а яс я тем, что блок измерения смещения кромок ленты и ширины зазора между ними выполнен в виде источника света и датчика регистрации светового потока.13. Установка по п,7. о т л и ч а ю щ а яс я тем, что позиционные датчики блока измерения смещения кромок ленты и ширины зазора между нимй выполнены в виде потенциометров.14, Установкапоп 7,отличающаяся тем, что система управления и бесконтактного слежения за относительным положением луча и зазора между свариваемыми кромками выполнена в виде оптической системы.Сб, Установка по п 7, отл и ча ю ща яс я тем, что узел измерения величины осадки выполнен оптическим.16. Установка по п,7, о т л и ч а ю щ а яс я тем, что узел измерения величины осадки выполнен в виде механических щупов.17, Установка по по.7, о т л и ч а ю щ а яс я тем, что узел измерения величины осадки выполнен в виде приборов индуктивности.. Бугренко ед з 892 Тираж ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ С113035, Москва, Ж, Раушская наб 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 Составитель В. Мел ехред М.Моргентал ковКорре
СмотретьЗаявка
4203352, 25.09.1987
ХешАГ
РОЛЬФ КРЕБС, ОТТО ВЕЛЬЗИНГ, ФРИДХЕЛЬМ РЕТЦЛАФФ, ФРИДХЕЛЬМ ГЮНТЕР, ХАНС-ЮРГЕН ВАЛЬ, МАНФРЕД ГЕРБЕР, ХАЙНЦ ГРОС
МПК / Метки
МПК: B23K 26/00
Опубликовано: 07.03.1992
Код ссылки
<a href="https://patents.su/7-1718714-sposob-izgotovleniya-svarnykh-trub-iz-lenty-i-ustanovka-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления сварных труб из ленты и установка для его осуществления</a>
Устройство для соединения поперечных кромок ленты

Номер патента: 520887
Опубликовано: 05.07.1976
Автор: Хейнц
МПК: B23K 31/06
Метки: кромок, ленты, поперечных, соединения
...рельсам 5.Устройство снабжено режущим приснособлением, в качестве которого использована фреза 6 с режуцими кромками, соответствуюшими заданной форме фасок, Фрезерная головка приводится во вращение520887приводом 7 и установлена с возможностьй лповорота относительно оси 8 перпендику ослярной плоскости ленты и параллельной, аоси вращения фреэы.Вдощобрабатываемых кромок фреза пе 4 и кремещается при помощи привода 9.Сварка производится посредством сва . дрочного приспособления 1 О,тРама 1 перемещается со скоростью пе1 ремещния ленты от привода 11, я и Устройство работает следующим обрезомКонцы 12 и 13 непрерывно подаваемой Ъ отан ленты зажимаются в зажамных прий Ьпособлениях 2 и 3, Затем приспособление И еремешается посредством привода 4 по...
Способ обработки кромок ленты

Номер патента: 547252
Опубликовано: 25.02.1977
Авторы: Алентьев, Бричко, Кривощеков, Кулеша, Поляков, Хрипков
МПК: B21D 1/00
...искажение профиля л обжатии в 11 вертикальных валках. Поэтому была постав.тлена серия, экспериментов, которая показа ла, что при фф несколько большем пяти длитобеспечения качественного обжатия ,куомокдостаточно противонатяжение, равное сбС увеличение отношения 3 необходимо .использовать большее противонатяжение. Тас, 20 например, при ЬЬ =10 противонатяжениедолжно равняться ф 0,9. Для обработки лентс ЯМО требуется еще большее противонатяжение. шиит ляется создание таФромок ленты, коне формы и поперефВерхни5 (Ро 45) Дата опубликования описа Изобретение относится к области металлургии и может быть использовано для обра.ботки кромок металлических лент, преимущественно с большим отношением ширины ленты к ее толщине,Известен способ обработки...
Способ обработки боковых кромок ленты

Номер патента: 764927
Опубликовано: 23.09.1980
Автор: Федосеев
МПК: B23Q 3/00
...осуществляют установкой его в охватывающее кольцо, вставкой внутрь рулона цилиндрической распорной пробки с последующей установкой кольца с рулоном на столе плоскошлифовального станка, причем толщины кольца и распорной пробки выбн О рают меньше ширины ленты.На фиг, 1 показана лента; на фнг, 2 -перестановка рулона для обработки второгоего торца.Лента свернута,а рулон 1, вставленныйв охватывающее кольцо 2 с установленной 5 в его середину распорной пробкой 3, которые закреплены на столе 4 обрабатывающего станка со шлифовальным кругом 5,Ленту свертывают в рулон и укладываютв массивное металлическое кольцо 2, при.20чем высота кольца меньше, чем ширина ленты. В центр рулона устанавливают рас.порную пробку 3, которая имеет такую же...
Станок для фрезерования стыковых кромок на трубах

Номер патента: 133734
Опубликовано: 01.01.1960
Автор: Скрыльников
МПК: B23C 3/12
Метки: кромок, станок, стыковых, трубах, фрезерования
...на по;1 шппниках качения. На этом же столе имеется зажимное приспособление б для крепления обрабатываемой трубы, передвигающееся по салазкам. укрепленным на неподвижной тумбе 7; линейка 8 со шкалой, укрепленная ца тумбе 7; кронштецн 9 из двутавровой балки, на котором через каждые 10,о цацсссцы деления; установочное устройство 10, маховик 11 для перемещения обрабатываемой трубы 12.Перед началом обработкитоэ 1 поворачиваят вручнуо ц тр- буемый угол относительно си трубы, определяемый .и шкале 2, ц фиксируют прижимным болтом э, Обрабатываемая труба 12 зажимается в приспособлении 6,:ода и ес:а фрсзу производится вручную маховиком 11, церсмешанпцим при цмоши зубчатого колеса и рейки (на чертеко не показаны) зажимцос приспособление 6....
Способ упрочнения кромок ленты шпона

Номер патента: 358153
Опубликовано: 01.01.1972
Авторы: Проданенко, Смол, Спч, Украинский, Юзнд
МПК: B27D 5/00
Метки: кромок, ленты, упрочнения, шпона
...рудов дальн ие швы сущ чном напра ивания и различные ания, при тр йшего испоественно упрочняют шпон в влении, предохраняя от раразрывов при прохождении виды технологического обоанспортировке и в процессе льзования. Такой шпон не Изобретение относится к деревообрабатывающей промышленности и касается способа упрочнения кромок шпона.Известны способы упрочнения кромок шпона путем нанесения на края последнего поливинилацетатной дисперсии или наклейки поливинилацетатной пленки.Известные способы малопроизводительны и не позволяют производить высококачественное упрочнение кромок,Цель изобретения - надежно упрочнить кромки сырого шпана непосредственно после его лущения, не вызывая каких-либо деформаций упрочненных кромок в процессе сушки...
Предыдущий патент: Линия для нанесения металлических покрытий на поверхность стальной ленты
Следующий патент: Деревообрабатывающий стол
Случайный патент: Моечная машина для деталей