“способ изготовления изделий типа “мухолов” в упаковке и устройство для его осуществления”
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1627419
Авторы: Коношенков, Оскерко, Свыта, Хомяк



Текст
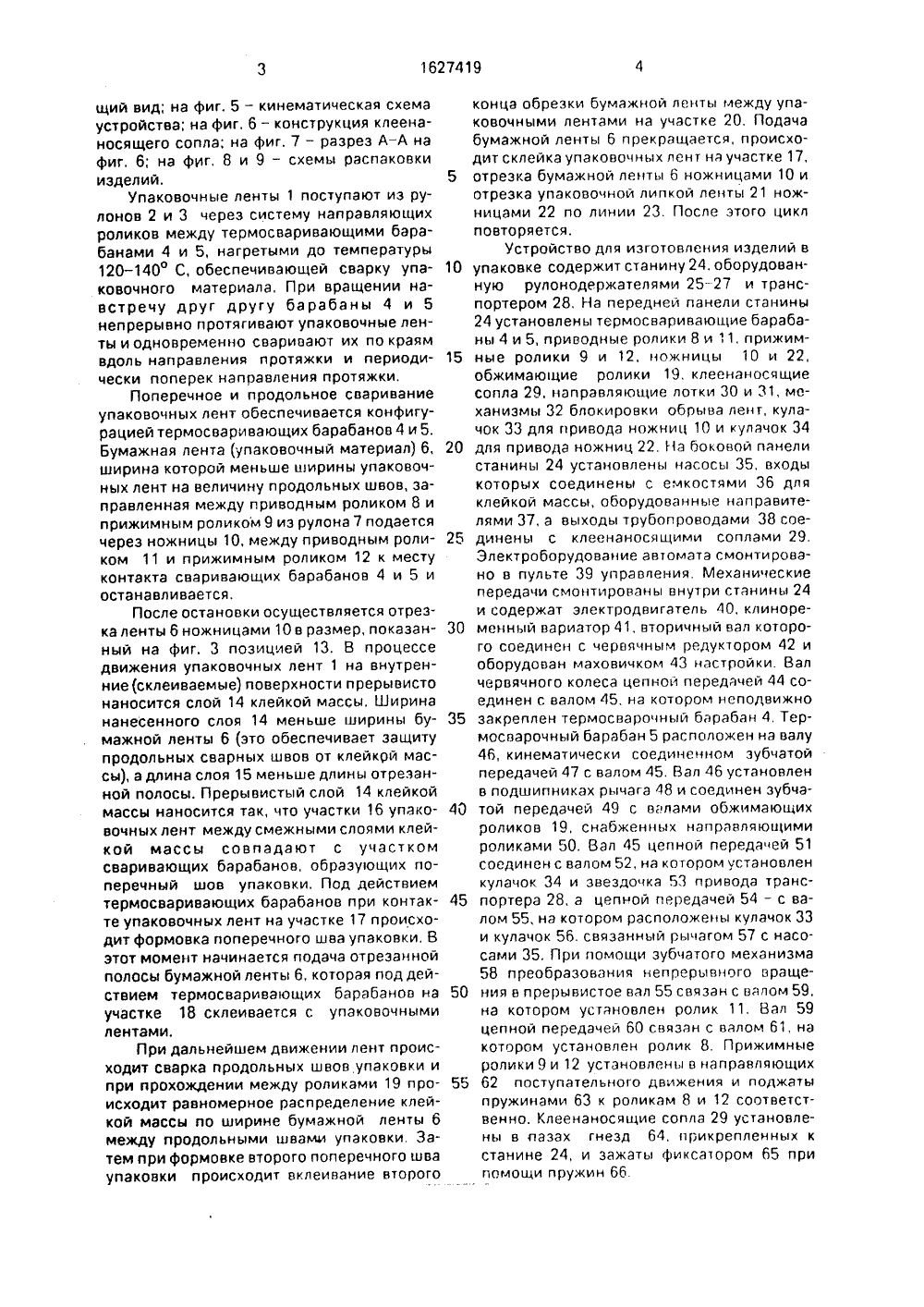
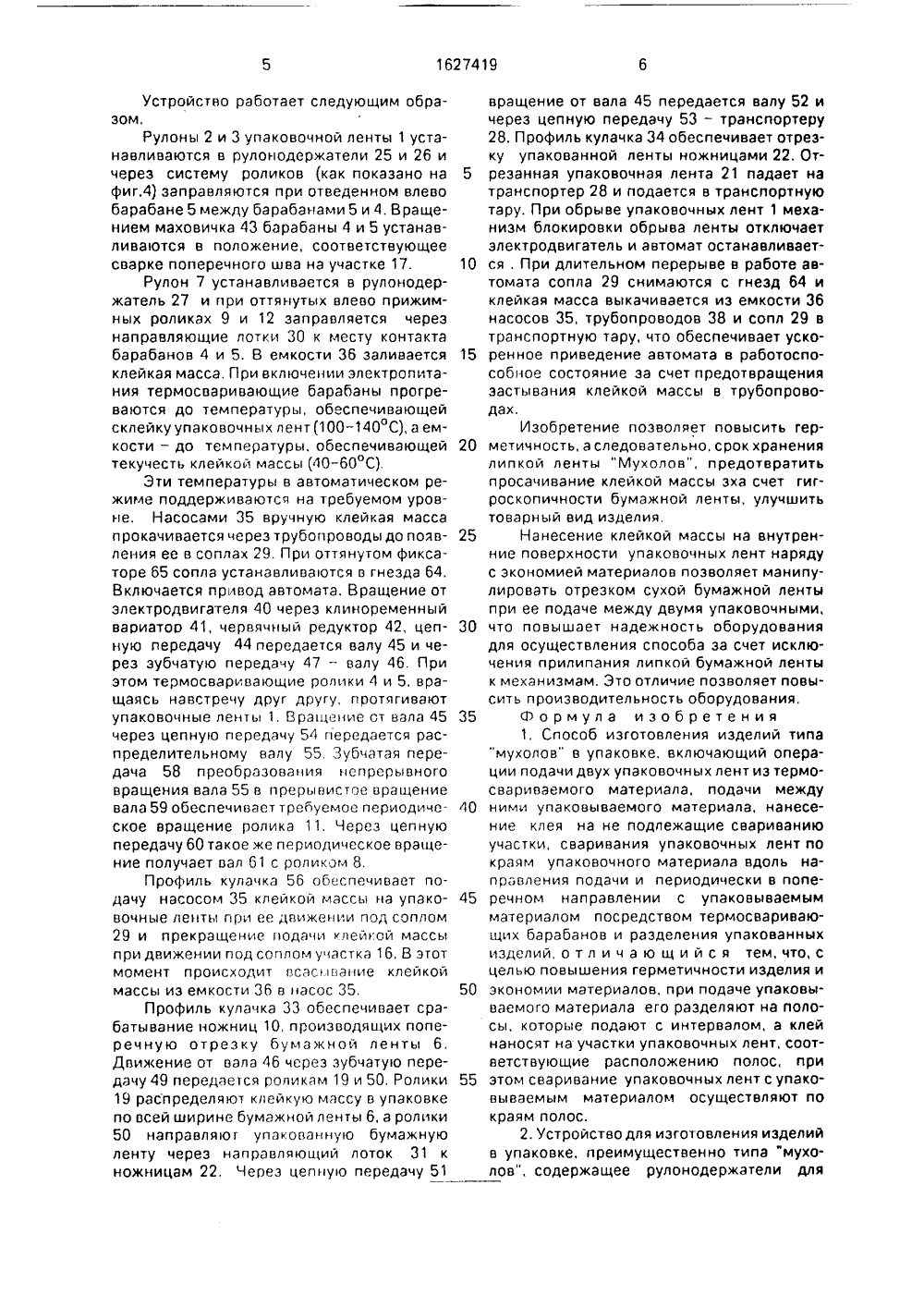
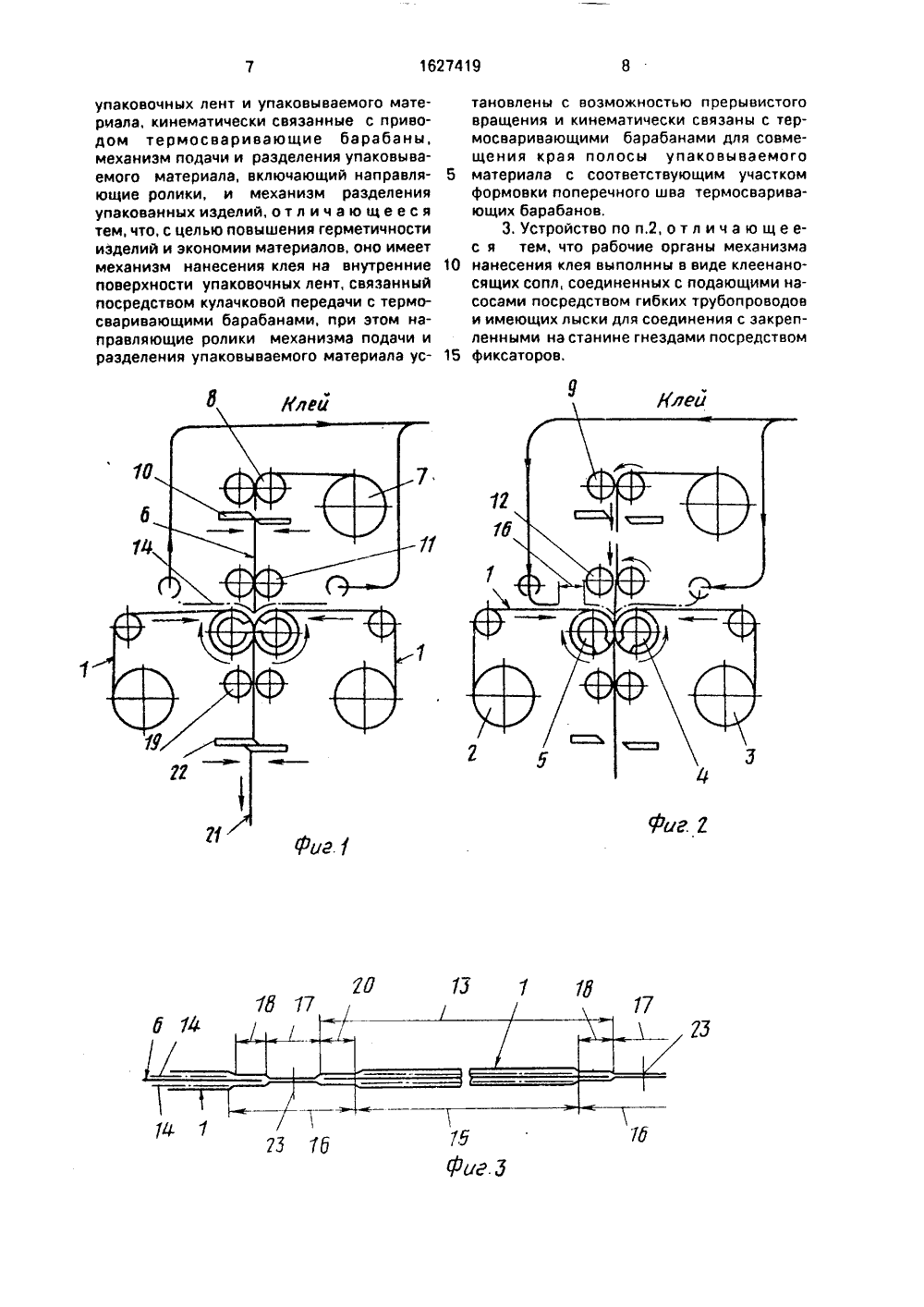
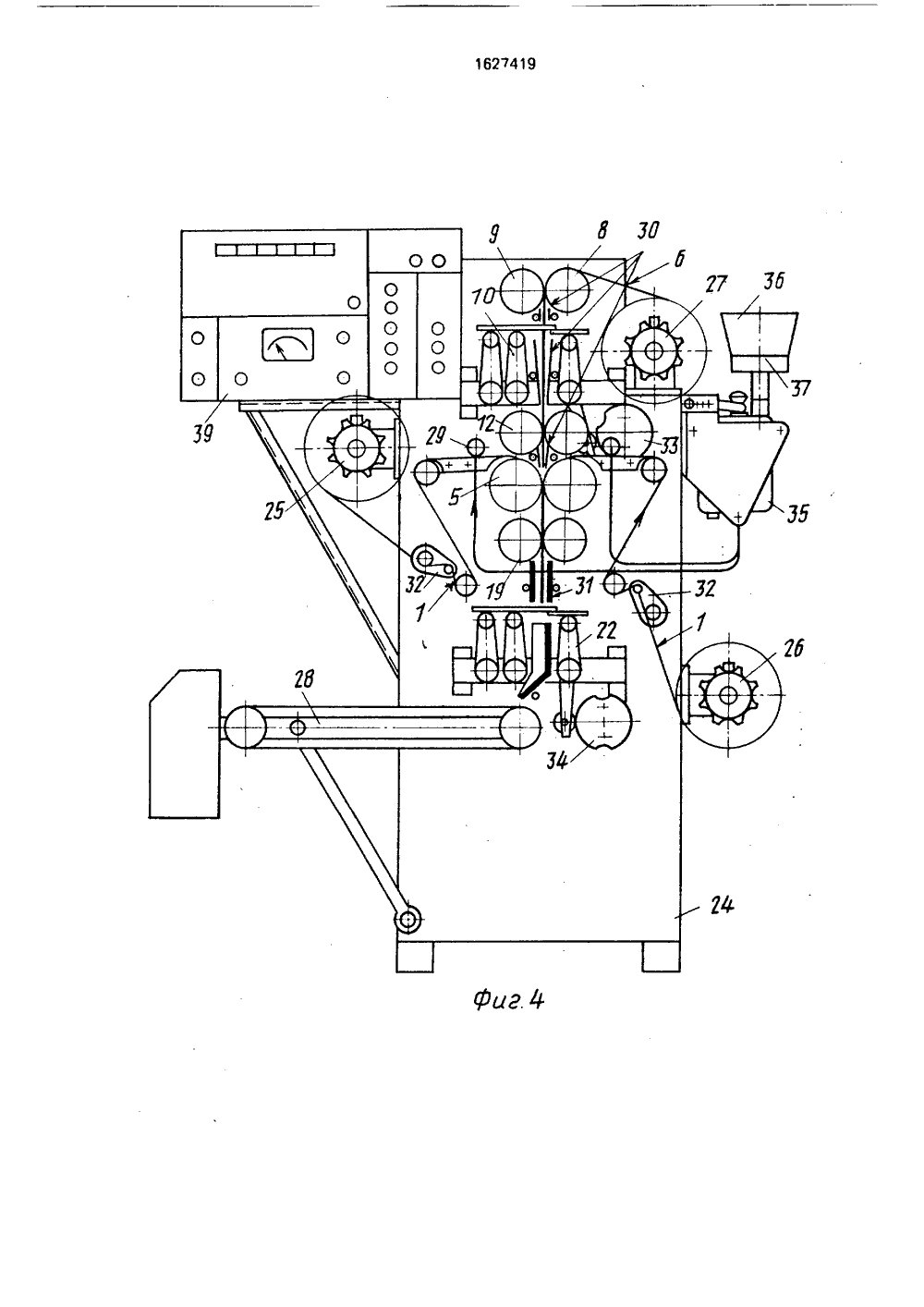
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК ТЕНИ кого проектического иншленности бьединения та, Ю,Б,ОсТехнически 425 в .54) СП ТИПА РОЙСТ 57) Изо бору лял ие г териало упаковк ции под мосвари ними у клея на ки, свар Изобрете оборудованию ленты для ловл Цель иэоб тичности издел На фиг. 1 и ческого праце упаковке типае отно ится к техноло оизводства ли ки упаковочных ле щими барабанами вого изделия и уп на фиг. 2 - то же, о ваемого мате риа фиг, 3 - иэделия, продольный раэре для изготовления для пр и мух. ретенияИЙ и эко зоб раже сса изго мухолов повышение герменомия материалов, а схема технологиийтяж овления иэ операции ОСУДАРСТВЕННЫИ КОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМРИ ГКНТ СССР ПИСАНИЕ ИЗОБ ВТОРСКОУУ СВИДЕТЕЛЬСТ(56) Липкая лента "Мухолов"условия 205. Л атнийс кая С С РПатент США М. 3140572,кл, 53 - 28, 1964. ОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИ МУХОЛОВ" В УПАКОВКЕ И УСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ бретение относится к технологии и ванию производства липкой ленты ли мух. Цель изобретения - повышеметичности изделий и экономия мав, Способ изготовления изделий в е типа "мухолов" включает операачи двух упаковочных лент из тервающего материала, подачи между паковочного материала, нанесения не подлежащие свариванию участивания упаковочных лент по краям.БЫ 1622419 А 1 51)5 В 31 С 1/08, В 65 В 9/02 упаковочного материала вдоль направления подачи и периодически в поперечном направлении с упаковываемым материалом посредством термосваривающих барабанов, При подаче упаковываемого материала его,разделяют на полосы, которые подают с интервалом. Клей наносят на участки упаковочных лент, соответствующие расположению полос, При этом сваривание упаковочных лент с упаковочным материалом осуществляют по краям полос. Затем разделяют упакованные иэделия. Устройство для изготовления изделий в упаковке содержит рулонодержатели для упаковочных лент и упаковочного материала, кинематически связанные с приводом термосваривающие барабаны, механизм подачи и разделения упаковываемого материала, направляющие ролики которого установлены с возможностью прерывистого вращения и кинематически связаны с термосваривающими барабанами для совмещения края полосы упаковываемого материала с соответствующим участком формовки поперечного шва термосваривающих барабанов, Устройство имеет механизм нанесения клея на внутренние поверхности упаковочных лент и механизм разделения упакованных изделий.2 с.и 1 э,п,ф-лы, 9 ил. нт между термосвариваю; операции отрезки готоаковываемого материала: перации подачи упаковыла и нанесения клея; на апечатанные в упаковке, 3; на фиг, 4 - устройство изделий в упаковке, об 1627419щий вид; на фиг. 5 - кинематическая схема устройства; на фиг. 6 - конструкция клеенаносящего сопла; на фиг. 7 - разрез А-А на фиг. 6; на фиг. 8 и 9 - схемы распаковки изделий,Упаковочные ленты 1 поступают из рулонов 2 и 3 через систему направляющих роликов между термосваривающими барабанами 4 и 5, нагретыми до температуры 120 - 140 С, обеспечивающей сварку упаковочного материала, При вращении навстречу друг другу барабаны 4 и 5 непрерывно протягивают упаковочные ленты и одновременно сваривают их по краям вдоль направления протяжки и периодически поперек направления протяжки.Поперечное и продольное сваривание упаковочных лент обеспечивается конфигурацией термосваривающих барабанов 4 и 5. Бумажная лента (упаковочный материал) 6, ширина которой меньше ширины упаковочных лент на величину продольных швов, заправленная между приводным роликом 8 и прижимным роликом 9 иэ рулона 7 подается через ножницы 10, между приводным роликом 11 и прижимным роликом 12 к месту контакта сваривающих барабанов 4 и 5 и останавливается.После остановки осуществляется отрезка ленты 6 ножницами 10 в размер, показанный на фиг. 3 позицией 13. В процессе движения упаковочных лент 1 на внутренние(склеиваемые) поверхности прерывисто наносится слой 14 клейкой массы, Ширина нанесенного слоя 14 меньше ширины бумажной ленты 6 (это обеспечивает защиту продольных сварных швов от клейкрй массы), а длина слоя 15 меньше длины отрезанной полосы. Прерывистый слой 14 клейкой массы наносится так, что участки 16 упаковочных лент между смежными слоями клейкой массы совпадают с участком сваривающих барабанов, образующих поперечный шов упаковки. Под действием термосваривающих барабанов при контакте упаковочных лент на участке 17 происходит формовка поперечного шва упаковки, В этот момент начинается подача отрезанной полосы бумажной ленты 6, которая под действием термосваривающих барабанов на участке 18 склеивается с упаковочными лентами.При дальнейшем движении лент происходит сварка продольных швов упаковки и при прохождении между роликами 19 происходит равномерное распределение клейкой массы по ширине бумажной ленты 6между продольными швами упаковки. Затем при формовке второго поперечного шваупаковки происходит вклеивание второго5 10 15 20 25 30 35 40 45 50 55 конца обрезки бумажной ленты глежду упаковочными лентами на участке 20, Подача бумажной ленты 6 прекращается, происходит склейка упаковочных лент на участке 17, отрезка бумажной ленты 6 ножницами 10 и отрезка упаковочной липкой ленты 21 ножницами 22 по линии 23. После этого цикл повторяется.Устройство для изготовления изделий в упаковке содержит станину 24, оборудованную рулонодержателями 25-27 и транспортером 28, На передней панели станины 24 установлены термосваривающие барабаны 4 и 5, приводные ролики 8 и 11, прижимные ролики 9 и 12, ножницы 10 и 22, обжимающие ролики 19, клеенаносящие сопла 29, направлягощие лотки 30 и 31, механизмы 32 блокировки обрыва лент, кулачок 33 для привода ножниц 10 и кулачок 34 для привода ножниц 22. На боковой панели станины 24 установлены насосы 35, входы которых соединены с емкостями 36 для клейкой массы, оборудованные направителями 37, а выходы трубопроводами 38 соединены с клеенаносящими соплами 29, Электроборудование автомата смонтировано в пульте 39 управления, Механические передачи сглонтированы внутри станины 24 и содержат электродвигатель 40, клиноременный вариатор 41, вторичный вал которого соединен с червячным редуктором 42 и оборудован глаховичком 43 настройки. Вал червячного колеса цепной передачей 44 соединен с валом 45, на котором неподвижно закреплен термосварочный барабан 4, Термосварочный барабан 5 расположен на валу 46, кинематически соединенном зубчатой передачей 47 с валом 45, Вал 46 установлен в подшипниках рычага 48 и соединен зубчатой передачей 49 с валами обжимающих роликов 19, снабженных направляющими роликами 50, Вал 45 цепной передачей 51 соединен с валом 52, на котором установлен кулачок 34 и звездочка 53 привода транспортера 28, а цепной передачей 54 - с валом 55, на котором расположены кулачок 33 и кулачок 56. связанный рычагом 57 с насосами 35. При помощи зубчатого механизма 58 преобразования непрерывного вращения в прерывистое вал 55 связан с валом 59, на котором установлен ролик 11. Вал 59 цепной передачеи 60 связан с валом 61, на котором установлен ролик 8, Прижимные ролики 9 и 12 установлены в направляющих 62 поступательного движения и поджаты пружинами 63 к роликам 8 и 12 соответственно. Клеенаносящие сопла 29 установлены в пазах гнезд 64, прикрепленных к станине 24, и зажаты фиксатором 65 при поглощи пружин 66.Устройство работает следующим образом,Рулоны 2 и 3 упаковочной ленты 1 устанавливаются в рулонодержатели 25 и 26 и через систему роликов (как показано на фиг.4) заправляются при отведенном влево барабане 5 между барабанами 5 и 4, Вращением маховичка 43 барабаны 4 и 5 устанавливаются в положение, соответствующее сварке поперечного шва на участке 17.Рулон 7 устанавливается в рулонодержатель 27 и при оттянутых влево прижимных роликах 9 и 12 заправляется через направляющие лотки 30 к месту контакта барабанов 4 и 5. В емкости 36 заливается клейкая масса, При включении электропитания термосваривающие барабаны прогреваются до температуры, обеспечивающей склейку упаковочных лент(100-140 С), а емкости - до температуры, обеспечивающей текучесть клейкой массы (40-60 С)Эти температуры в автоматическом режиме поддерживаются на требуемом уровне. Насосами 35 вручную клейкая масса и рокачивается через трубопроводы до появления ее в соплах 29, При оттянутом фиксаторе 65 сопла устанавливаются в гнезда 64. Включается привод автомата, Вращение от электродвигателя 40 через клиноременный вариатор 41, червячный редуктор 42, цепную передачу 44 передается валу 45 и через зубчатую передачу 47 - валу 46. При этом термосваривающие ролики 4 и 5, вращаясь навстречу друг другу, протягивают упаковочные ленты 1, Вращение от вала 45 через цепную передачу 54 передается распределительному валу 55 Зубчатая передача 58 преобразования непрерывного вращения вала 55 в прерывистое вращение вала 59 обеспечивает требуемое периодическое вращение ролика 11, Через цепную передачу 60 такое же периодическое вращение получает вал 61 с роликом 8,Профиль кулачка 56 обеспечивает подачу насосом 35 клейкой массы на упаковочные ленты при ее движении под соплом 29 и прекращение подачи клейкой массы при движении под соплом участка 16, В этот момент происходит т:саснвание клейкой массы из емкости 36 в насос 35,Профиль кулачка 33 обеспечивает срабатывание ножниц 10, производящих поперечную отрезку бумажной ленты 6. Движение от вала 46 через зубчатую передачу 49 передается роликам 19 и 50. Ролики 19 распределяют клейкую массу в упаковке по всей ширине бумажной ленты 6, а ролики 50 направляют упакованную бумажную ленту через направляющий лоток 31 к ножницам 22. Через цепную передачу 51 5 10 15 20 25 30 35 40 45 50 55 вращение от вала 45 передается валу 52 и через цепную передачу 53 - транспортеру 28. Профиль кулачка 34 обеспечивает отрезку упакованной ленты ножницами 22. Отрезанная упаковочная лента 21 падает на транспортер 28 и подается в транспортную тару. При обрыве упаковочных лент 1 механизм блокировки обрыва ленты отключает электродвигатель и автомат останавливается . При длительном перерыве в работе автомата сопла 29 снимаются с гнезд 64 и клейкая масса выкачивается из емкости 36 насосов 35, трубопроводов 38 и сопл 29 в транспортную тару, что обеспечивает ускоренное приведение автомата в работоспособное состояние за счет предотвращения застывания клейкой массы в трубопроводах.Изобретение позволяет повысить герметичность,а следовательно, срок хранения липкой ленты "Мухолов", предотвратить просачивание клейкой массы зха счет гигроскопичности бумажной ленты, улучшить товарный вид изделия,Нанесение клейкой массы на внутренние поверхности упаковочных лент наряду с экономией материалов позволяет манипулировать отрезком сухой бумажной ленты при ее подаче между двумя упаковочными, что повышает надежность оборудования для осуществления способа эа счет исключения прилипания липкой бумажной ленты к механизмам. Это отличие позволяет повысить производительность оборудования.Формула изобретения 1, Способ изготовления изделий типа "мухолов" в упаковке, включающий операции подачи двух упаковочных лент из термосвариваемого материала, подачи между ними упаковываемого материала, нанесение клея на не подлежащие свариванию участки, сваривания упаковочных лент по краям упаковочного материала вдоль направления подачи и периодически в поперечном направлении с упаковываемым материалом посредством термосваривающих барабанов и разделения упакованных изделий, о т л и ч а ю щ и й с я тем, что, с целью повышения герметичности изделия и экономии материалов, при подаче упаковываемого материала его разделяют на полосы, которые подают с интервалом, а клей наносят на участки упаковочных лент, соответствующие расположению полос, при этом сваривание упаковочных лент с упаковываемым материалом осуществляют по краям полос.2. Устройство для изготовления изделий в упаковке, преимущественно типа "мухолов", содержащее рулонодержатели для1627419 фиг 1 д упаковочных лент и упаковываемого материала, кинематически связанные с приводом термосваривающие барабаны, механизм подачи и разделения упаковываемого материала, включающий направля ющие ролики, и механизм разделения упакованных изделий, о т л и ч а ю щ е е с я тем, что, с целью повышения герметичности иэделий и экономии материалов, оно имеет механизм нанесения клея на внутренние 10 поверхности упаковочных лент, связанный посредством кулачковой передачи с термосваривающими барабанами, при этом направляющие ролики механизма подачи и разделения упаковываемого материала ус тановлены с возможностью прерывистого вращения и кинематически связаны с термосваривающими барабанами для совмещения края полосы упаковываемого материала с соответствующим участком формовки поперечного шва термосваривающих барабанов.3. Устройство по п,2, о т л и ч а ю щ е ес я тем, что рабочие органы механизма нанесения клея выполнны в виде клеенаносящих сопл, соединенных с подающими насосами посредством гибких трубопроводов и имеющих лыски для соединения с закрепленными на станине гнездами посредством фиксаторов,1627419 юг д оставитель А.Естигнеевехред М.Моргентал дактор М,Петро орректор М ш Гагарина, 10 льский комбинат "Патент", г. Ужго роизводственноЗаказ 309 Тираж 270 ВНИИПИ Государственного комитета по и 113035, Москва, Ж, Подписное етениям и открытиям при ГКНТ СССшская наб., 4/5
СмотретьЗаявка
4422555, 06.05.1988
ЛЬВОВСКИЙ ФИЛИАЛ УКРАИНСКОГО ПРОЕКТНО-КОНСТРУКТОРСКОГО ТЕХНОЛОГИЧЕСКОГО ИНСТИТУТА МЕСТНОЙ ПРОМЫШЛЕННОСТИ НАУЧНО ПРОИЗВОДСТВЕННОГО ОБЪЕДИНЕНИЯ "ПРОМТЕХКОМПЛЕКС"
КОНОШЕНКОВ ВЛАДИМИР ФЕДОРОВИЧ, СВЫТА ОСТАП НИКОЛАЕВИЧ, ОСКЕРКО ЮРИЙ БОРИСОВИЧ, ХОМЯК МИРОН ТАДЕЕВИЧ
МПК / Метки
Метки: мухолов, типа, упаковке
Опубликовано: 15.02.1991
Код ссылки
<a href="https://patents.su/7-1627419-sposob-izgotovleniya-izdelijj-tipa-mukholov-v-upakovke-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">“способ изготовления изделий типа “мухолов” в упаковке и устройство для его осуществления”</a>
Устройство для заделки торцов бумажной упаковки конических изделий с отверстием

Номер патента: 1413028
Опубликовано: 30.07.1988
МПК: B65B 11/16
Метки: бумажной, заделки, конических, отверстием, торцов, упаковки
...9 ил,и 17 шарнирно закреплены на штоке 15и каретке 3 соответственно,Формирователи 6 представляют собойотогнутую часть лепестков 5,Механизм работает следующим образом,Коническое изделие 21 с глухим отверстием,верхний край которого предварительно обернут упаковочной бумагой22, подается в зону действия лепестков 5. Посредством приводных .рычагов20 каретка 3 совершает возвратно-поступательное движение относительнокулачка 8 в направляющих 2 корпуса 1;Ролик 19, обкатываясь по наклоннымповерхностям 9 - 11 и прямолинейнымучасткам 12 - 14 кулачка 8, воздействует на рычаги 16 и 17, посредствомкоторых шток 15 совершает возвратнопоступательное движение относительнокаретки 3, что обеспечивает качательное движение лепестков 5, Это даетвозможность в...
Устройство для заделки торцов бумажной упаковки конических изделий с отверстием

Номер патента: 1685797
Опубликовано: 23.10.1991
Автор: Сущинский
МПК: B65B 11/16
Метки: бумажной, заделки, конических, отверстием, торцов, упаковки
...на фиг, 4 - разрез А - А на фиг. 2,Устройство для заделки торцов бумажной упаковки конических изделий с отверстием содержит каретку с закрепленным на ней заталкивателем, состоящим из двух пар лепестков 1 с формирователями 2. Лепестки 1 шарнирно установлены на кронштейне 3 с возможностью взаимодействия со штоком 4 посредством упора 5, пластинчатых пружин 6 и ограничителей 7. Формирователи 2 расположены ниже лепестков 1 и вдоль оси их симметрии, при этом длина формирователей 2 больше длины торца упаковочной бумаги 8,Устройство работает следующим образом.Коническое изделие с глухим отверстием, верхний край которого предварительно обернут упаковочной бумагой 8, подается в зону действия формирователей 2. Шток 4, перемещаясь от лепестков 1...
Регулятор подачи бумажной ленты к упаковочным машинам

Номер патента: 397431
Опубликовано: 01.01.1973
Авторы: Ольшанский, Тский, Ярский
МПК: B65B 41/10, B65B 59/00
Метки: бумажной, ленты, машинам, подачи, регулятор, упаковочным
...рейке 21, Рабочий ход рейки осуществляется от шестерни 22, сидящей на валу сельсина 23, а для ее фиксации в конце рабочего хода служит тормоз 24.Копиры 25 служат для раскрытия и смыкания зажимов 9; концевой выключатель 26 предназначен для остановки привода транспортера.Привод транспортера 8 и обжимных валиков 5 осуществляется от постоянно вращающегося вала 27,при замыкании электромуфгы 28 через передачи 29 и 30. В привод обжимных валиков 5 встроена управляемая муфта 31, Синхронное вращение валиков 5 осуществ. ляется:при помощи зубчатой пары 32.Концевой выключатель 33 служит для отключения муфты 31.Работает регулятор следующим образом.Стопа, подходя к месту установки датчика, замыкает концевой выключатель 14, включающий двигатель сельсина...
Устройство для подачи рулонов стальной ленты к упаковочным машинам

Номер патента: 973420
Опубликовано: 15.11.1982
Авторы: Бекренев, Давыдов, Свердлов
МПК: B65B 25/24
Метки: ленты, машинам, подачи, рулонов, стальной, упаковочным
...диаметр рулона лапами, которые разжимаются зубчатыми секторами 10 з 5 от пне вмоцил и ндра 18.Поднятый рулон подводится к упаковочному столу 11 и плавно опускается на первые конические ролики 12, где производят вторую и третью увязки рулона. Увязанный рулон при помощи подъемного механизма с электромагнитными захватами укладываетс приводными коническими роликами 12 и 13, которые имеют отдельный привод, включаемый напольными толчковыми кнопками (не показаны), рельсы 14 для подвода откатных тележек 15 и 16. Рельсы 14 проложены перпендикулярно продольной оси рамы устройства.Устройство работает следующим образом.Скобой электромостового крана стопа рулонов (где наружный конец рулонов снятый с барабана моталки продольных дисковых ножниц и...
Устройство для изготовления гофрированной упаковочной ленты

Номер патента: 317552
Опубликовано: 01.01.1971
Автор: Адрианов
МПК: B31F 1/30
Метки: гофрированной, ленты, упаковочной
...содержит бесконечный цепнойтранспортер 1 с формующими элементами 2, смонтированный на роликах 3, один из которых является приводным, и огибающий нагре вательный элемент 4, который выполнен в видебарабана с ободом 5, свободно вращающимся в подшипниках на валу б. Корпус барабана неподвижно закреплен на валу б и снабжен нагревателями 7, расположенными под ободом. О Формующпе элементы транспортера взаимодействуют с формующей звездочкой 8, вращающейся от вала 9, кинематически связанного с приводными роликами 3 транспортера. С обоих торцов звездочки на ее ступице установ лены свободно вращающиеся ролики 10, изготовленные из эластичного материала. Вершины зубьев формующей звездочки косо срезаны в плоскости, параллельной оси звездочки, что...
Предыдущий патент: Шаблон для навивки бортовых колец
Следующий патент: Способ получения картографической аппликации
Случайный патент: Демпфирующее устройство для лентопротяжных механизмов