Способ изготовления гасителя лавинного разрушения магистральных трубопроводов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1447617
Автор: Бабаев







Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХ 4ЯО 1 4 В 23 К 28/00 ОПИСАН ОБРЕТЕНИЯ ВТОРСНОМУ СВИДЕТЕЛЬСТВУ У 48 аблестроитель(57) Изобретение относится к сварке,в частности к способам изготовлениягасителя для предотвращения распространения быстроразвивающихся продольных трещин в стенках магистральных трубопроводов, Цель изобретения -создание высокотехнологичного гасителя с использованием в качестве основного конструктивного элемента отрезка стандартной трубы (Т) трубопровода, повышение эффективности предотвращения его разрушения, В ске Т выполняют спиралеобразныенейные зоны с прочностью металл тенлиа (М),ОСУДАРСТВЕННЫИ НОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМРИ ГКНТ СССР(56) Авторское свидВ 1074686, кл.-.В 23Авторское свидетН 1016120, кл, В 23 отличающейся от прочности основногоМ стенки Т. Зоны образуют электродуговой наплавкой на поверхность стенки Т валиков М с коэффициентом теплового расширения, отличающимся от основного М стенки, и последующим отпуском М этих зон. После охлажденияТ в указанных зонах образуются дискретные линейные участки М с остаточным напряжением растяжения, Гасительрасполагают в общей плети Т трубопровода, В случае распространения постенке трубопровода быстроразвивающейся продольной трещины при ее проникновении в стенку устройства и вхождении вершины в линейную спиралеобразную зону М, подверженного остаточным напряжениям растяжения, дальнейшее развитие трещины проходит потраектории, определяемой спиральюэтой зоны. Стенка Т разрушается содновременным прекращением развитиятрещины, Предусматривается выполнение на торцовых участках Т гасителякольцевых вставок М, которые находятся под воздействием остаточныхнапряжений сжатия. Это уменьшаетскорость проникновения трещины встенку устройства. 3 з,п. ф-лы, 5 ил.Изобретение относится к области сварки, в частности к способам изготовления гасителя лавинн,.со разрушения магистральных трубопроводов вы 5 сокого давления.Целью изобретения является повышение технологичности Конструкции гасителя, снижение стоимости его изготовления и повышение эффективности 10 предотвращения разрушения трубопровода,На фиг,1 представлен гаситель полученный предлагаемым способом; на фиг.2 - развертка трубы гасителя со 15 схемой геометрического расположения наплавленных валиков металла (Вноминальный диаметр трубы трубопровода); на фиг.З - эпюра распределения остаточных напряжений в металле 20 стенки гасителя в зоне наплавленноговалика по поперечному сечению вали.- ка металла; на фиг.4 - эпюра распределения остаточных напряжений металла в сечение торцовой трехслойной на плавки по радиальной плоскости; на фиг.5 - эпюра ряспределеция остаточ-ных напряжений в металле в сечении ,трехслойного шва по радиальной плоскости, 30П р и м е р. Гаситель изготовляли из двух отрезков трубы 1 диаметром, соответствующим диаметру трубопровода, Э номинальный 1400 мм, с толщиной стенки 20 мм, общей длиной Зг 6200 мм (фиг.1). Б качестве материЯла стенки трубы использовали углеродистую сталь с содержанием углерода 203 (принята для всех труб данного трубопровода). 40Отрезки трубы 1 сваривали трехслойным швом 2 выполненным из трех слоев 3 - 5 металла с наружным ивнутренним диаметрами равными соот 9ветствующим диаметрам отрезке трубы 1, и толщиной каждого слоя 121,5 мм (в осевом направлении Отрезка трубы 1). Слои 3, 5 металла, прилегающие к торцам стенки отрезка трубы 1, .Выполняли электоодуговой няплавкой на эти торцы сварочной проволокой марки свХ 19 Н 11 МЗ. я размещенный между ними слой металла 4 является металлом соединительного сварного шва, выполненного электродом или свя рочной проволокой марки свХ 14. На каждый наружный торец стенок отрезка трубы 1 наплавляли участки 6, 7, кяждый из которых также выполняли из трех слоев металла 8 - 1 О, при этом слой 8 металла, наплавленный непосредственно ня металл стенок отрезка трубы 1 и торцовый слой 10 наплавленного металла, выполнен сварочной проволокой марки свХ 14, а размещенный между ними слой металла 9 выполнен сварочной проволокой марки свХ 19 Н 11 МЗ. Внутренний и наружный диаметр всех слоев металла 8 - ,0 торцовых соответственно равны знутреннему и наружному диаметрам отрезка трубы 1, а каждый из этих слоев 8, 9, 10 имеет толщину (в осевом направлении отрезка трубы 1), равную 11 4. 1 мм.На поверхности труб 1 наплавляли приемами электродуговой наплавки под флосвм (фиг.2) с использованием в качестве электродов сварочной проволоки марки свХ 19 Н 1 МЗ, диаметром 20 мм валики 11, 12 металла шириной 12 - 1 мм на режимах наплавки, обеспечивающих глубину зоны проплавления основного металла стенки трубы 1 в пределах 8 4. 1,5 мм. Валики 11 выполнены по правой спирали, валики 12 - по левой спирали.Спиральные линии наплавки валиков 11, 12 обоих направлений выполняли с переменным шагом спирали, плавно изменяющимся от величины, близкой к бесконечности, непосредственно рядом с торцами труб, до величины, близкой к нулю, вблизи трехслойного шва 2, при этом условное среднее значение шага спиральной линии каждого валика 11, 12 обоих направлений обеспечивают на длине трубы 1 угловое перемещение спирали по окружностиотрубы на 180 . Непосредственно вблизи торцов валики 11, 12 наплавленного металла с противоположными направлениями спиралей начинали попарно из одной точки, причем эти точки начала каждой пары разнонаправленных спиралей валиков 11, 12 размещали по окружности трубы 1 равномерно через 90 С цель удобства транспортировки к гасителю могут быть приварены с каждого торца отрезки стандартных труб трубопровода (на чертежах показаны пунктиром), обеспечивающие равенство совместной с ними длины гасителя стандартной длине трубы дан 14 ного диаметра. В этом случае соединительные торцовые швы выполняются электродами марки свХ 14 и заменяют собой наружные слои металла 1 О.После выполнения всех наплавочных и сварочных операций гаситель со всеми сварными (наплавными) элементами обязательно подвергали отпускуопутем нагрева до 620-680 и последующего охлаждения на воздухе. В результате осуществленного отпуска при наличии заданной разницы коэффициентов теплового расширения (металл стенки трубы (сталь с 207 С) - 1410 ед/гр.; металл сварочной проволоки (свХ 19 Н 11 ИЗ) - 1810 ед/гр;1 металл сварочной проволоки (свХ 14)611"10 ед/гр в металле стенки трубы в зоне расположения наплавленных ва-. ликов 11, 12 металла создаются линейные (спиральные) дискретные зоны остаточных напряжений с максимальным значением величины остаточных растяжения порядка 250-300 мПа. (Эпюра характера распределения остаточных напряжений в поперечном сечении валиков 11, 1 представлена на фиг,3). В металле наплавленных участков 6, 7 и 2 также создаются остаточные напряжения, при этом в слоях металла 4, 8, 10, выполненных наплавкой электродом марки свХ 14, создаются остаточные напряжения сжатия, а в слоях металла 3, 5, 9 и в прилегающих к торцовым наплавленным участкам 6, 7 слоях основного металла стенки трубы 1 - остаточные напряжения растяжения, Характер распределения этих напряжений по поперечному сечению упомянутых слоев металла и максимальные значения их величин, приведены на фиг.4,5.Гаситель работает следующим образом. Гаситель вваривают в плеть трубопровода в заданном месте. Если гаситель имел пристыкованные к нему отрезки стандартной трубы, сварка "в плетьосуществляется по технологии, используемой в строительстве трубопровода, Если гаситель поставлялся к месту монтажа в трубопровод без пристыкованных отрезков стандартной трубы (в этом случае в гасителе должны отсутствовать торцовые слои металла 10), сварка с сопрягаемыми с ним трубами в плеть трубопровода производится сварочной проволокой марки 4767свХ 14, а металл зоны соединительного шва и торцовых участков 6, 7 подвергается местному отпуску, путем нагрева (например, индуктором промьппленной частоты) до укаэанной температуры (620-680 С). 10 15 20 25 30 35 40 45 50 555 1острым углом пересечения линий старой и новой траекторий,Дальнейшее развитие трещины можетосуществляться двумя путями выбор любого из них зависит., как указь:валось выше, от внешних случайных факторов и рассчитан быть не Ожет), 8 одном случае развитие тоепгнны будет продолжаться по той спиоальной зспе металла с остаточными напряжениямирастяжения в ко то р пп вошла вертина трещины спирали в"лика 11, Язвиваясь по траектории спирали вагяикя 11, трещина войдет в слойпва. 2, тякже няходящейся под Бозде ствпем остаточных напряжений растяжения, и "разрежет" стенку трубы 1 по слою 3 В ПОПЕРЕЧНОМ НЯПРЯВ-:ЕЬт.;т;, 3 :.РУГОМслучае трещина после входа в дискретную зону Спирали валика 11 будет развиваться по тректории этой си:рали тОлькО до встое-.и точи иРресе" чения дискретной спирали появого направления с дискретной спиралью ва:" лика 12 левого направления, Г, точке пересечения этих спиралей иоецина может ряздВОиться и продолжать развив ВЯТЬ Ся ДЯЛЕ Е З Ь 1:Д. ух , Е 1 ттт, Она - по траектории, Определяемой спиралью валика 11, а вторая - по траектории, определяемой спиралью валика 12. В обоих сл-"чаях конан-ьт,л роз; -в татом будет разоушение сте:-.к;:. Тр;тбь:В поперечном направпенпгт о и о;и 3 металла шва 2,В 06 ОИХ СЛуЧ 1 ЯХ ПЕрЕХ:ца т ОЕПи. НЬт в слой 3 среднего пьва 2будет осуществлять только о слою 3 если только трещи.а .-е о-.тановится, не доходя до этого св .Оя. РяспОлОженный рятом со сгО еьт 3 м-" .тял - Ла С СущЕСТВуПППтттПИ НЕМт ОСТЯ":ОЧПГПМИ напряжениями сж=тня будет и.: - ; Ть поль барьера препятствупппего с 1 ут; ,.но:у выходу трептгп -тз с:Оя: ш;т ,: в та ПРЯВЛЕНИИ УТОг Опгсг т,.,ти.1 Таким образом тостигае Гся; "Нкпио- нальная задача. решаемая гас;,.-зпем - изменение траектории быстпОрЯсг,остраняющейся продольной трепгинь :я траекторию, разрушающую то;б . пт,бопровода в поперечньм няправлЯнин, -то обеспечено благо, царя тому, то гаситель имеет линейные зоны с прочностью меньше пРОчности стенок ттоУбгп внеЭТИХ ЗОН РЯСПОЛОЖЕНтЫХ ОТНОС-.;Т,иЛЬт,Ооси трубы в виде вин.овтпх спноагейО2;т25 617 6противоположного направления, и кольцевые наплавки на торцах указанного участка, вьпьолненные из металла, прочностные свойства которого отли" чаются от прочностных свойств металла стенок трубы. Указанные линейные зоны образованы валиками металла с коэффициентом теплового расширения большим, чем коэффициент теплового расширения металла стенки трубы, по крайней мере на 15%, которые наплавляют ня поверхность трубы приемами:Лектродуговой няплавки, а на торцах ука.занного участка наплавляют последовательно три слоя металла, кажцый толщиной, в направлении оси трубы в пределах 0,5-1,0 толщины стенки трубы. При этом слои 8, 10 металла имеют коэффициент теплового расширения меньше, чем металл стенки трубы, по крайней мере на 15%, аслой 9, расположенный между ними, выполнен из металла, коэффициент теплового расширения которого равен коэффициенту теплового расширения Основного металла стенки трубы или больше его, При этом внешний и внутренний диаметры каждого слоя равнь соответственным диаметрам трубы. Предусматривается также, что каждый валик металла, образующий линейную зону меньшей прочности стенки, имеет ширину (по поверхности стенки трубы), находящуюся в пределах 0,5-1,0 толщины стенки трубы, и наплавлен на стенку трубы с проплавлением основного металла трубы в месте рас, положения наплавленного валика глубиною 0,4-0,8 толщины стенки трубы.Гаситель изготавливают из отрезковтрубы длиною в пределах 4-5 диаметров трубы и соединяют трехслойнымшВОм 2 р диаметр их ряВен соотВетствующим диаметрам трубы Толщина каждогс слоя в направлении оси трубынахоцится в пределах 0,5-1, 0 толщины стенки грубы. При этом два слоя3 и 5 металла выполняют из металла,коэффициента теплового расширениякоторого по крайней мере на 15% больше коэффициента теплового расширения основного металла стенки трубы,я расположенный между ними слой 4из металла, коэффициент тепловогорасширения которого равен коэффициенту теплового расширения основногометалла стенки трубы или меньше его,7 1 чч 76 Серийное производство гасителя - для его использования в магистральных трубопроводах может быть осуществлено беэ дополнительных капиталовложений на базе существующего оборудования для сварки труб с незначительной его переналадкой, В необходимых случаях возможно изготовление небольших количеств таких устройств непосредственно в полевых условиях в процессе строительства трубопроводов с использованием ручной электросварки.Использование подобных гасителей при их размещении в плети трубопровода даже на расстояниях в несколько сотен метров его сооружения, В то же время локализация, уменьшение протяженности возможного аварийного разрушения плети трубопровода в условиях его эксплуатации существенно уменьшит стоимость восстановительного ремонта и ликвидации последствий аварии. 102025 17 8ла трубы, на один из торцов трубынаплавляют последовательно три слояметалла каждый толщиной 0,5-1,0 толщины стенки трубы, средних из которых с коэффициентом теплового расширения, равным или большим коэффи"циентам теплового расширения металлатрубы, а два других - с коэффициентом теплового расширения по крайнеймере на 157 меньшим, выполняют поэтой же технологии второй отрезоктрубы, затем соединяют эти два отрезка свободными от наплавки концами трехслойным швом, средний из которых - из металла с коэффициентомтеплового расширения, равным илименьшим коэффициента теплового расширения металла трубы, а два другихиз металла с коэффициентом тепловогорасширения на 152 большим, чем у металла трубы, причем каждый слой выполняют шириной равной О, 5- 1,0 толщины стенки трубы.30 35 Формула изоб рет ения Способ изготовления гасителя лавинного разрушения магистральных трубопроводов, при котором на отрезок трубы наваривают накладные элементы переменной кривизны, о т л и- чающий с я тем, что, с целью повышения технологичности конструкции гасителя, снижения стоимости его изготовления и повышения эффективности предотвращения разрушения трубопровода, накладные элементы выполняют наплавкой валиков из металла с ,коэффициентом теплового расширения, большим по крайней мере на 152 коэффициента теплового расширения метал 2 Способ по п.1, о т л и ч а ющ и й с я тем, что накладные элементы в виде наплавленных валиков выполняют шириной 0,5-1,0 толщины стенки трубы.3, Способ по пп.1 и 2, о т л и - ч а ю щ и й с я тем, что каждый накладной элемент наплавляют по спирали с переменным током, изменяя его от значения, близкого к бесконечности в крайних торцовых зонах отрезков трубы, до значения, близкого к нулю в зоне расположения связывающего оба отрезка трубы трехслойного шва,Способ по пп,1 - 3, о т л и - ч а ю щ и й с я тем, что каждый отрезок трубы выполняют длиной, равной 2-2,5 диаметра трубы.144761 7 Составитель Л.НазароваРедактор М.Циткина Техред Л. Олийнык Корректор М.Насилье одписное Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная Заказ 6790/17 Н 1 П 1 ПИ Государ енного коми13035, Мос аж 922етаа, Ж по изобретениям и открытиям при ГКНТ СССРв .35, Раушская наб., д. 4/5
СмотретьЗаявка
4239377, 18.05.1987
ЛЕНИНГРАДСКИЙ КОРАБЛЕСТРОИТЕЛЬНЫЙ ИНСТИТУТ
БАБАЕВ АЛЕКСАНДР НИКОЛАЕВИЧ, БАБАЕВ АНДРЕЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B23K 28/00
Метки: гасителя, лавинного, магистральных, разрушения, трубопроводов
Опубликовано: 30.12.1988
Код ссылки
<a href="https://patents.su/7-1447617-sposob-izgotovleniya-gasitelya-lavinnogo-razrusheniya-magistralnykh-truboprovodov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления гасителя лавинного разрушения магистральных трубопроводов</a>
Устройство для закрепления дренажной трубы в стенке канала

Номер патента: 191253
Опубликовано: 01.01.1967
МПК: E02B 11/02
Метки: дренажной, закрепления, канала, стенке, трубы
...конце маховик и скооу, а на другом, который выполнен с винтовой нарезкой, - опорную плиту с шарниром и пропущенным через него клином и гайку, Однако такие устройства не позволяют производить работы с поверхности земли.Предлагаемое устройство отличается от известных тем, что клин выполнен с фигурным пазом, в котором установлен сферический элемент, укрепленный на конце штанги.При такоЙ конструкции устроЙства раооты по прокладке дренажных труб производятся с поверхности земли.На чертеже изображено описываемое устройство, общий вид и разрез по Л - Л.Устройство содержит штангу 1, имеющую на одном конце маховик 2 и скобу 8, шарнирно соединенную со штангой, а на другом конце, выполненном с винтовой нарезкой, - опорную плиту 4 с шарниром 5 и...
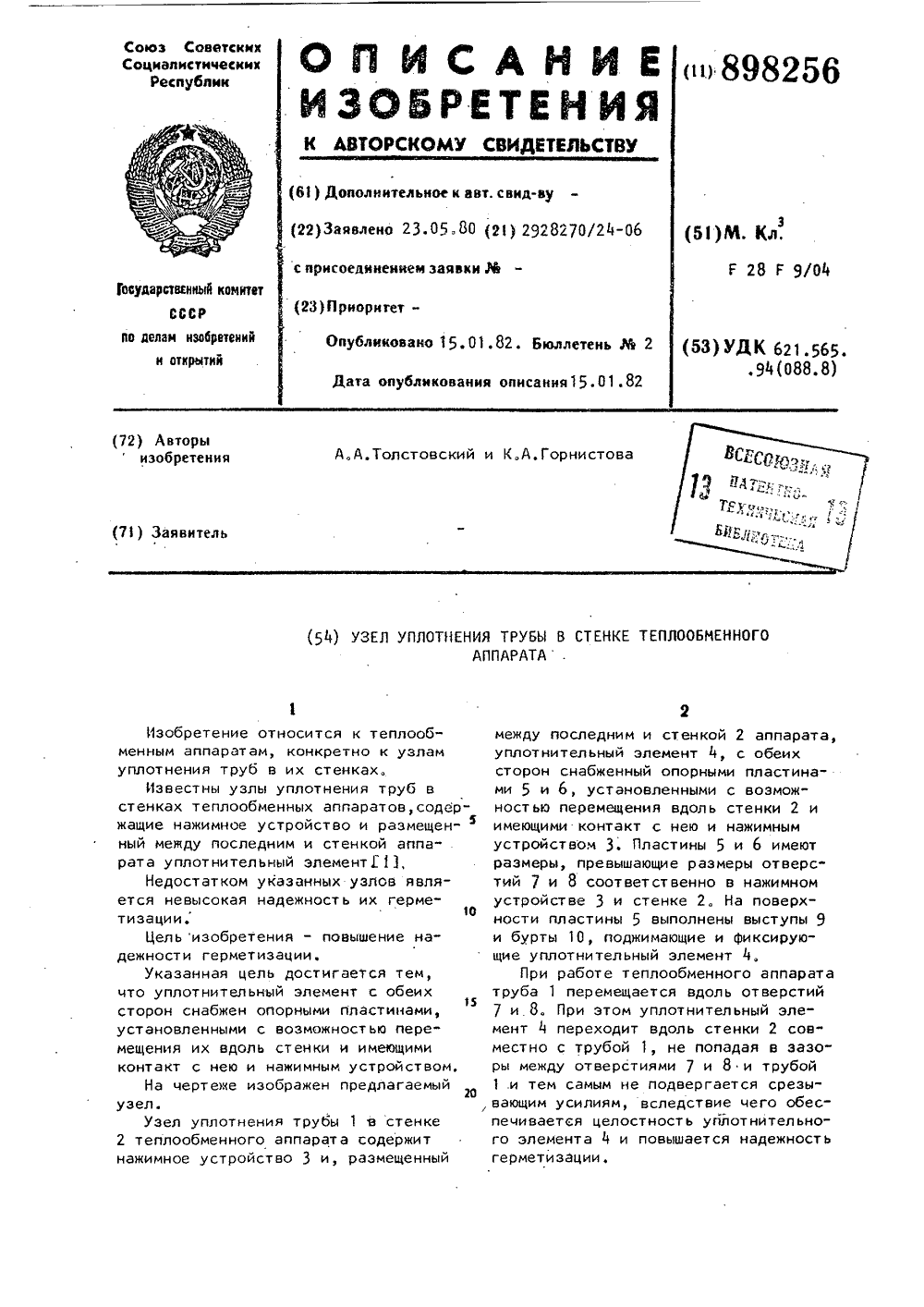
Узел уплотнения трубы в стенке теплообменного аппарата
Номер патента: 898256
Опубликовано: 15.01.1982
Авторы: Горнистова, Толстовский
МПК: F28F 9/04
Метки: аппарата, стенке, теплообменного, трубы, узел, уплотнения
...труЬы 1 теплообменного аппарата с ажимное устройство 3 и, рамежду последним и стенкой 2 аппарата,уплотнительный элемент 4, с обеихсторон снабженный опорными пластинами 5 и 6, установленными с возможностью перемещения вдоль стенки 2 иимеющими контакт с нею и нажимнымустройством 3; Пластины 5 и 6 имеютразмеры, превышающие размеры отверс"тий 7 и 8 соответственно в нажимномустройстве 3 и стенке 2, На поверхности пластины 5 выполнены выступы 9и бурты 10, поджимающие и фиксирующие уплотнительный элемент 4.При работе теплообменного аппарататруба 1 перемещается вдоль отверстий7 и 8. При этом уплотнительный элемент 4 переходит вдоль стенки 2 сов"местно с трубой 1, не попадая в зазоры между отверстиями 7 и 8 и трубой 1 и тем самым не...
Способ крепления трубы в стенке аппарата

Номер патента: 954786
Опубликовано: 30.08.1982
Авторы: Гольцов, Кошель, Латышев, Мальцева
МПК: F28F 9/08
Метки: аппарата, крепления, стенке, трубы
...которого увели5 МПа со скоростью 0,2 ачества менении 1100 - в виде щении стенок трубы 1 водоние увеличивают свой объем ом объеме распорных элеменвие чего труба 1 плотно приваенке 2, Дальнейший отжиг соеороде, давление которого уве до 5 МПа со скоростью озволяет устранить пластичесии, что в целом повышает каизации соединения. о расля или соедиие коо скоЦель изобретения - повышение кгерметизации соединения при придиффузионной сварки в вакууме при1150 С и при выполнении трубыкапилляра из сплавов палладия,Указанная цель достигается тем, чпорные элементы выполняют из никенержавеющей стали, а после сваркинение отжигают в водороде, добавлеторого увеличивают от 0 до 5 МПаростью 0,2 МПа/ч. При нась родом послед при неизменн тов 3, вследст...
Способ пайки труб из металла с различными коэффициентами термического расширения

Номер патента: 579110
Опубликовано: 05.11.1977
Авторы: Заболотский, Игнатов, Шиян
МПК: B23K 1/20
Метки: коэффициентами, металла, пайки, различными, расширения, термического, труб
...впадин и выступов перцендилулярнодействию срезающего усилия 3 .Прочность паяных соединений от нанесения накатки возрастает.Цель изобретения - повышение прочности и работоспособности паяных соединенийконической формы при наружном расположении трубы из металла с большим КТР чему внутренйей трубы.Это достигается тем, что по предлагаемому способу на конической поверхностиодной из соединяемых труб выполняюткольцевые канавки. 20Способ поясняется чертежом, на которомизображено соединение до пайки.Труба 1 изготавливается из металла сменьшим КТР, а труба 2 - с большим КТР,Процесс образования паяного соединенияпроисходит следующим образом,При достижении температуры пайки узелначинает охлаждаться. Вследствие разницыКТР и, следовательно,...
Устройство для прижатия капиллярнопористого материала к стенке корпуса тепловой трубы

Номер патента: 565193
Опубликовано: 15.07.1977
Авторы: Асакавичюс, Гайгалис, Эва
МПК: F28D 15/04
Метки: капиллярнопористого, корпуса, прижатия, стенке, тепловой, трубы
...ооразуется из ссткодержа тел полученных в держателя, вь ка и располо трубы. Известны устроиства для прцжатня капнллярно-пористого материала к стенке корпуса тепловой трубы, выполненные в виде перфорированной трубки.Для повышения надежности трубы в предлагаемом устройстве трубка по образующей имеет разъем, в котором установлена клиновидная полоса.На фиг. 1 схематично изображена тепловая труба с описываемым устройством; ца фиг.2 - узел 1 на фиг. 1.Тепловая труба содержит герметичный корпус 1 с капиллярно-пористым материалом 2 внутри и перфорированной трубкой 3 для прижатия материала. Трубка разрезана по образующей и в разъеме установлена клиновидная полоса 4. В данном случае проход для полосы ь с вынутой клиновидной полот слон сетки,...
Предыдущий патент: Устройство для сжатия деталей при диффузионной сварке
Следующий патент: Способ изготовления сварного сильфона
Случайный патент: Пломбир