Система регулирования геометрических размеров листов из термопласта
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1282090
Автор: Архипов
Текст
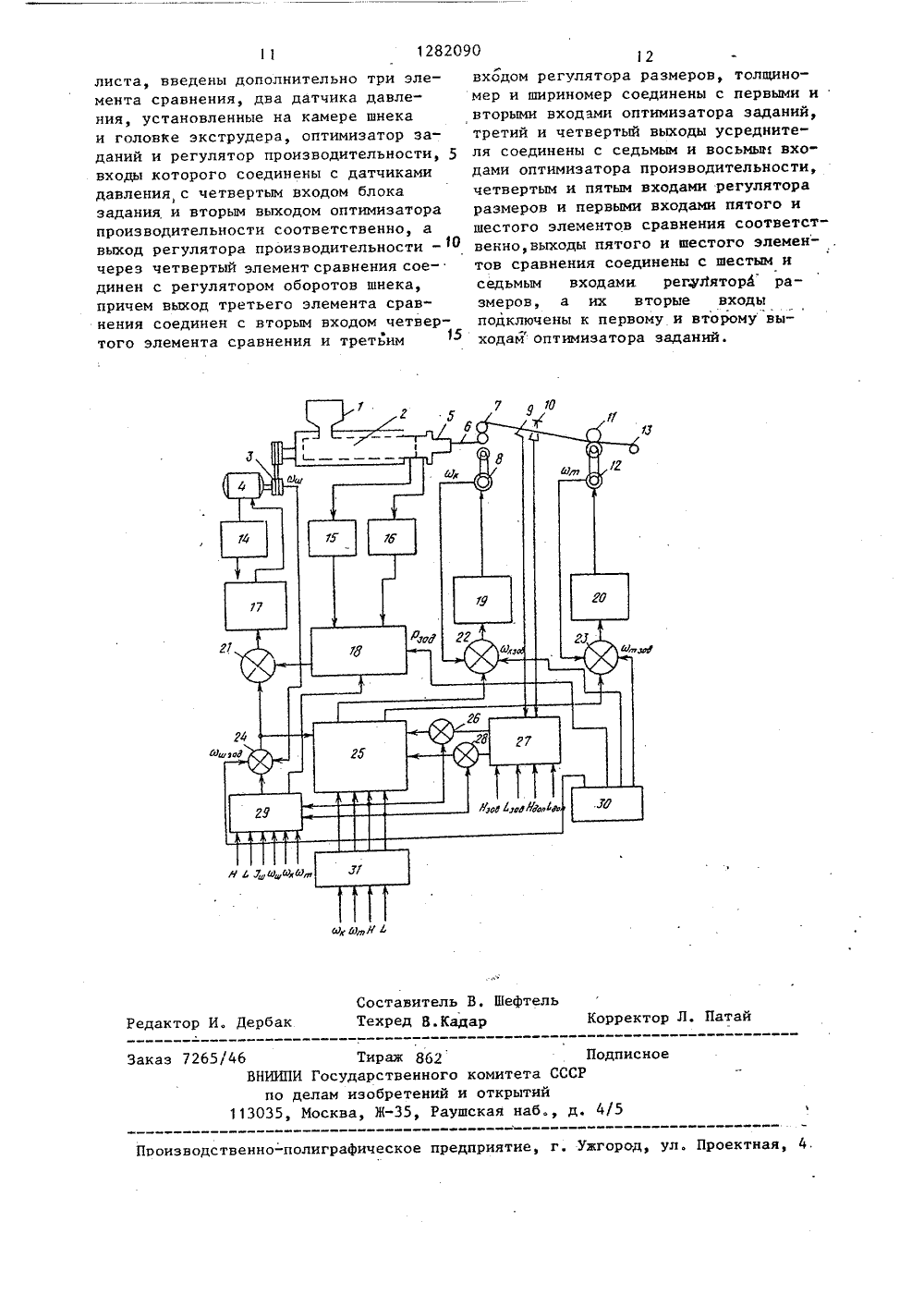
(19) 504 С 05 Р 5/О ОПИСАНИЕ ИЗОБРЕТЕНИ АВТОРСКОМУ СВИДЕТЕЛЬСТВУГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРпо делАМ изОБРетений и ОткРытий(56) Патент Великобритании В 1413676, кл. 6 05 Р 5/06, 1972.Авторское свидетельство СССР 9 830326, кл. С 05 0 5/06, 1981. (54) СИСТЕМА РЕГУЛИРОВАНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ЛИСТОВ ИЗ ТЕРМОПЛАСТА(57) Изобретение относится к технике управления процессами получения полимеров методом экструзии. Целью изобретения является повышение точности геометрических размеров листа. Система регулирования содержит датчики оборотов шнека, каландра, тянущего механизма, регуляторы оборотов шнека, каландра, тянущего механизма, шесть элементов сравнения, датчик тока привода шнека, датчики давления в камере шнека и в головке экструдера, регулятор производительности, который стабилизирует пульсацию массы на заданном уровне посредством изменения оборотов шнека, регулятор размеров для управления толщиной и шириной полотна посредством изменения скорости вращения каландра и тянущего механизма, оптимизатор заданий, предназначенный для изменения заданий по геометрическим размерам, оптимизатор производительности для вывода и поддержания опти- Я мал ной производительности экструдера, с соблюдением технологических ограни- Цф чений 1 илИзобретение относится к химической промышленности,в частности к технике управления технологическими процессами получения высококачественныхполимерных материалов методом экструзии.;.Цель изобретения - повышение точности геометрических размеров листа, т.е. снижение его разнотолщинности, получение максимального дохода за счет эконом.и сырья и повышение сорт- ности при оптимальной производительности с соблюдением технологических ограничений.На чертеже изображена предлагаемая система.Система содержит экструдер,состоящий из загрузочного бункера 1, шнека 2, который врашается в своей камере, датчик 3 скорости вращения шнека с электроприводом 4, головку 5, которая формирует полимерную ленту 6, валки 7 каландра, связанные с электроприводом и датчиком 8 скорости вращения каландра, датчик 9 ширины, толщиномер 10, тянущий механизм 11, связанный с электроприводом и датчиком 12 скорости вращения тянущего механизма, ножницы и укладчик 13 готовых листов, датчик 14 тока якоря электропривода 4 шнека, датчик 15 давления в камере шнека 2, датчик 16 давления до головки 5, регулятор 17 скорости вращения шнека, регулятор 18 производительности, предназначенный для стабилизации пульсаций массы на заданном уровне посредством изменения оборотов шнека, регулятор 19 оборотов каландра, регулятор 20 оборотов тянущего механизма, четвертый 21, первый 22, второй 23, третий 24, пятый 26 и шестой 28 элемент сравнения, регулятор 25 размеров предназначенный для поддержания геометрических размеров толщины и ширины посредством коррекции скоростей каландра и тянущего механизма, оптимизатор 27 заданий, предназначенный для оптимизации заданий по геометрическим размерам по экономическому критерию с целью снижения разнотолщинности листов и получения максимального дохода, оптимизатор 29 производительности, предназначенный для вывода и поддержания оптимальной производительности экструдера с соблюдением технологических ограничений, блок 30 задания и усреднитель 31,Система регулирования размеров при изготовлении листов из термопластов работает следующим образом,Перед пуском системы операторвводит согласно технологическомурегламенту посредством блока 30 задания заданием ,зчерез элементы 24 и 5 21 сравнения регулятору 17, задание.),зчерез элемент 22 сравнения регулятору 19 оборотов каландра, заданием) через элемент 23 сравнениярегулятору 20 оборотов тянущего механизма, заданное значение пульсацийР д Регулятору 18 производительности, а также заданное значение толщиныН а, ширины )- з и предельно допустимые значения толщины Н ширинылиста оптимизатору 27, Кроме того, задаются предельные значения скорости шнека, каландра и тянущегомеханизма по минимуму и максимуму, 20предельные значения давлений Р и Рдо фильтра и после фильтра, предельные значения границ допусков толщиныи ширины, величину приращениякзаданию скорости шнека, оптимизатору 25 29 производительности (не показано).Оператор вводит также коэффициентнатяжения полотна регулятору 25, величину приращения толщины ь стоимость листов первого типа С ., стоимость,листов второго типа С , стоимость сырья Си номенклатурйые значения толщины Н и ширины 1. Оптимизатору 27 (не показано).После ввода всех данных операторпроизводит начальный пуск системы 35 на минимальной производительности.Далее включается оптимизатор 29 производительности. На входы оптимизатора 29 поступают сигналы от датчиков скорости шнека 3, каландра 7 итянущего механизма 12, датчиков тока14 якоря электропривода шнека, толщины 10 и ширины 9, давления 15 и 16(не показано) и средние значениятолщины и ширины с усреднителя 31.Оптимизатор 29 но-шагово с интервалом примерно 1 мин дает приращениезадания регулятору 17, которое поступает на элемент 24 сравнения и рассчитывается по формулец)34 д 1-) З.а .,=сд +ь гдеп - номер очередного шага;- рассчитанное значение задания регулятору оборотовшнека в текущем шаге; С 1 ) предыдущее значение задания РегУлятору оборотовшнека.Проверяются условия технологических ограничений по формуламмин макс мин макс сд сц 5 о).) ш си 3 мин макс максмакс миН моКс( ас ) НмиНсН; Н сН, Н мии макс где Ы предельно заданные значения по минимуму и максимуму скорости шнека; предельно заданные значения по минимуму и максимуму скорости каландра;предельно заданные значения по минимуму и максимуму скорости тянущего механизма;текущее значение скорости шнека;текущее значение скорос ти каландра;текущее значение скорос ти тянущего механизма; прецельно заданное значение тока якоря привод шнека;текущее значение тока якоря привода шнека; предельно заданные значения давления до и пос ле фильтра соответствен но;текущее значение давления после цилиндра; текущее значение давления до головки;предельно заданные значения по минимуму и максимуму толщины листа; текущее значение толщины ник,мокс) 5 К мнн,макси) т сс) ) 8т у 3(м) к 1 ад (к)1гдеа)к- текущее рассчитанное 30 значение задания регулятору оборотов каландра; а шк а,)(.1) предыдущее значение задания Регулятору оборотов каландра;З 5 сс),рд( ) - величина приращения кзаданию регулятору оборотов каландра;ла)к,.) - предыдущее среднее значение оборотов каландра40 за М сканирований;л,д (- предыдущее среднее значение оборотов шнека заБ сканирований;- текущее рассчитанноет ад )45 значение задания регулятору оборотов тянущегомеханизма;- коэффициент натяженияполотна.,р В момент запуска регулятора 25 длявыполнения расчетов на его выходыпоступает информация: Ь - величинаприращения задания с оптимизатора 29лчерез элемент 24 сравнения и оэ ил55 а) - средние значения оборотов каландра и оборотов шнека.После завершения расчетов с выходов регулятора 25 расчетные значениязаданий поступают на элементы 22 и и) т макс 1 Ялиста;среднее значение толщиныза время сканированиятолщиномера;предельно заданные значеН мин,мака1. ния по минимуму и максимуму ширины полотна;текущее значение ширины полотна;среднее значение ширины полотна за И сканирований. мин макс мии макс сс; (, с с) По завершен;ю расчетов по формуле (1) с первого выхода оптимизатора 29 расчетное заданное значение 1), поступает на элемент 24 сравнения, где расчетное заданное значение " а,),) сравнивается с текущим значением оборотов шнека о) . Величина рассогласования через элемент 2 сравнения поступает в регулятор обо- О ротов шнека,С целью соблюдения соотношения скоростей шнека, каландра и тянущего механизма на каждом шаге оптимизации производительности оптимизатор 29. черезл элемент 24 сравнения запускает регулятор 25 и на каждом шаге приращения задания регулятору 17 рассчитываются значения регулятору 9 оборотов каландра и регулятору 20 оборотов тянущего механизма по следующим формулам: и 3 :11) +л ) к адъем) к яаал(м) к;.а )ы.ю во) 25" сс) (Ъ)а 1 1 М)23 сравнения, где расчетные значения заданий для регуляторов оборотов каландра и тянущего механизма, поступающие с выходов регулятора 25 на входы элементов 22 и 23 сравнения сравниваются с текущими значениями оборотов каландра .д и тянущего меХаНИЗМаа)т И ИХ ВЕЛИЧИНЫ РаССОГЛаСО- ваний поступают на входы регуляторов 19 и 20.Одновременно с запуском регулятора Я 5 на каждом шаге оптимизации с второго выхода оптимизатора 29 поступает запрет на работу регулятору производительности. Работа оптимизатора 29 продолжается до тех пор,пока соблюдаются технологические ограничения.При невыполнении любого условия рассчитанного по формулам (2), задания регуляторам 17, 19 и 20 принимаются равными старым значениям и работа блока 29 заканчивается, а работа регулятора 25 продолжается с циклом в Ы сканирований толщиномера, цикл сканирования толщиномера 10 примерно радек 30 с.Число сканирований М зависит от величины транспортного запаздывания, связанного с временем прохождения листа от головки 5 до толщиномера 10.Регулятор 25 рассчитывает изменения скоростей каландру 7 и тянущему механизму 11 в зависимости от изменения толщины и ширины полотна.Коррекция скоростей каландру и тянущему механизму осуществляется посредством. изменения величины задания на элементах 22 и 23 сравненияпо сле, дующим Формулам:и) С 7.) +о)сэсцЗ(7,) к Зад Са) а О К(, )лн 3+ ьи)к 5 а" сь) к ад(к) к(п)л й с. к ( гЬо.) ( )- к сл- (-Ъо.З (77 7 (7)Т 7,ад Са К.ад (78, где асс) - приращение к заданиюк (г)оборотов каландра относительно изменения тол 20 Для выполнения дсех необходимыхрасчетов с целью коррекции заданий наэлементах .22 и 23 сравнения блок 25опрашивает элементы 28 и 26 сравнения,с выходов которых на входы блока 26поступают значения рассогласованийсредней толщины и ширины относительно 45 заданий. Кроме того, блок 25 опрашивает оптимизатор 27 заданий, с выхода которого на входы элементов 26 и28 сравнения поступают задания потолщине и ширине и одновременно опра шивает усреднитель 31, с выхода которого на входы элементов 26 и 28 сравнения и блок 25 поступают средниезначения толщины и ширины. Кромесредней толщины и ширины с усреднителя 31 на входы регулятора 25 поступают средние значения оборотов каландра и тянущего механизма. Одновременно с завершением работы оптимизатора 29 с циклом примерно 4 с начишины или ширины;5сд- текущее среднее значениеоборотов каландра за Всканирований толщиномера;10Н - текущая средняя толщина(н)полотна за Н сканирований толщиномера;йН( - рассогласование среднейтолщины относительно 15задания;Н а(.7)- предыдущее задание потолщине;КЬ - текущая средняя ширина(77)полотна за И сканирований толщиномера;йЬ - рассогласование среднейширины относительно задания;- предыдущее задание поа О(77- 7125ширине.Выбор Формул для расчета величинызаданий определяет оператор на основе технологического регламента и журнала заданий.30Расчетнь 7 е значения заданий регулятор 25 пересылает на входы элементов22 и 23 сравнения, где они сравнива-.ются с текущими значениями скоростейкаландра О) и тянущего механизма о) и величины рассогласований поступают 35 на регуляторы 19 и 20.7 1282090 нает работу регулятор 18 производительности.Коррекция пульсаций производительности производится за счет изменения скорости вращения шнекаИзменение скорости вращения шнека производится посредством изменения величины 1рассогласования в элементе 21 сравнения, поступающего с выхода элемента 24 сравнения, где величина рассо гласования складывается с приращением скорости шнека, которое рассчитывается в регуляторе 18 по следующим формулам С, - цена продукции первого типа;С, - цена продукции второго типа; .пРодукция первого типа за К1сканирований;- продукция второго типа заДК . сканирований;Н - средняя толщина за К сканирований;- средняя ширина за К сканирований;С - цена сырья;- удельный вес полистирола;Н,а - заданное значение толщины;Е - заданное значение ширины.15 Количество продукциии Я первого и второго типов рассчитываютсяпо следующим Формулам:(6) где 3,д - расчетное значение прирашщения скорости шнека,поступающее на вход элемента 21 сравнения;р, - текущее значение (среднее)2давления;Р 2,р - предыдущее значение (среднее) давления;Р - заданное значение пульсаадций аПо завершению расчетов регулято 30 ром 18 информация поступает на эле- мент 21 сравнения, где складывается значение рассогласования, поступающее с элемента 24 сравнения с приращением скорости шнека с регулятора 18. Суммарное значение коррекций по-, ступает в регулятор 17.Для выполнения регулятором 18производительности всех необходимых расчетов с целью стабилизации пульсаций производительнОсти на его входы поступают сигналы с датчиков давления, а с выхода оптимизатора 29возможный запрет на его работу.После завершения работы оптимиза 45тора 29 и запуска в работу блоков18 и 25 с циклом сканирования М запускается оптимизатор заданий с цельюполучения максимального дохода.Максимальный доход в Оптимизаторе 5027 рассчитывается по формуле(8) К 1;,(9) Величина Ь,задается оператором наоснове экспериментальных данных,эта40величина примерно равна-С, Р )+(Н, 1. , -Н) С Ч (7)55 - максимальный доход за К сканирований;в , средняя скорость тянущегомеханизма за К сканирований; Т(где Э Через Н сканирований вычисляетсяновое значение Э, по формуле (7). цо,Ьй= -ар; о 1 сЕ ь Р =Р -(р - р о д сР 1 сРгде К - число сканирований с толщиной и шириной, допустимойна листы первого типа;К - число сканирований с толщи 2ной и шириной, допустимойна листы второго типа- время сканирования, равноепримерно 30 с.При запуске оптимизатора 27 заданий рассчитывается значение Э по формуле (7). Дается приращение заданию толщины на величину Ь по формулео,.а в элементе 28 сравнения сравнивается с средним значением толщины за И сканирований. Величина рассогласования поступает в регулятор 25,где по формуле (4) рассчитываются задания элементам 22 и 23 сравнения,с выхода которых величины рассогласований между рассчитываемыми заданиями и измеренными оборотами каландра 7 и тянущего механизма 11 поступают в регуляторы 19 и 20.Сравниваются значения Э и Э, . ЕслиЭЭ, то дается новое приращениезадания, Если Эс Э, то приращениезадания вычисляется по формуле(10)Н =Н -Ьд.ад 1 задагде д = в , и т,д,НВ каждом цикле работы оптимизатора 27 проверяются условия выпускаполотна первого и второго типа. Длячего измеренные значения толщины Ни ширины Ь сравниваются с допустимымизначениями Ни Ь, на листы . второго типа.При выходе толщины Н и ширины Ьза допустимые пределы И , и Ь, блокируется приращение задания Н , авеличина Н принимает предыдущееЗфзначение,Для выполнения всех необходимыхвычислений на входы блока 27 поступают сигналы с датчиков толщины и шири ны, заданные значения толщины и ширины Н , и Ь , допустимые значения- 9. а.д фтолщины и ширины Н .,и Ь а, а такжесредняя скорость вращения тянущеголмеханизма, средняя толщина Н и шириназ 0лЬ за Б сканирований толщиномера.ценапродукции первого и второго типа,цена сырья и удельный вес сырья (непоказано).Для выполнения всех необходимыхрасчетов блоками 18, 25, 27 и 29 сциклом примерно 1 с работает усреднитель 31, где на интервале 4 с и Бсканирований происходит усреднениепоступающей информации. 40Блоки 18, 25, 27 и 29 реализуютсяна микроЭВМ с модулями устройств со"пряжения с объектом,Общий диспетчер системы реализуется исполнительной мультипрограм-мной операционной системой, посредством чего организуется также циклическая работа блоков и работа по передаче управления с блока на блок,Ввод информации с датчиков и вывод на исполнительные механизмы осуществляется посредством драйверов.Введение дополнительных элементовсравнения, датчиков давления, регуля.тора производительности,и оптимизатора заданий позволяют повысить качество продукции - уменьшить разнотолщинность и получить максимальныйдоход,Формула изобретения Система регулирования геометрических размеров листов из термопласта, содержащая экструдер со шнеком, загрузочным бункером и головкой,оснащенный электроприводом шнека с датчиком тока якоря, электропривод валков каландра, тянущий механизм с электроприводом, укладчик готовых листов, толщиномер и шириномер,датчик числа оборотов каландра, датчик скорости вращения тянущего механизма и датчик скорости вращения шнека, три элемента сравнения, усреднитель и регулятор размеров, регулятор оборотов каландра, регулятор оборотов тянущего механизма и регулятор оборотов шнека, блок задания и оптимизатор производительности, при этом дат- . чик скорости вращения кассандра и тянущего механизма соединены с первыми входами первого и второго элементов сравнения и через первый и второй входы усреднителя - С первым и вторым входами регулятора размеров соответственно, причем первый и второй выходы регулятора размеров через первый и второй элементы сравнения соединены с регуляторами оборотов каландра и тянущего механизма, третьи входы первого и второго элементов сравнения соединены с соответствующими первым и вторым выходами блока задания, первый вход третьего элемента сравнения соединен с датчиком числа оборотов шнека второй вход третьего элемента сравнения - с третьим выходом блока задания, а третий вход третьего элемента сравнения соединен с первым выходом оптимизатора производительности, причем первые шесть входов оптимизатора производительности соединены соответственно с датчиками скорости вращения каландра, тянущего механизма, толщины, ширины, тока якоря электропривода шнека и скорости вращения шнека, датчик тока якоря электропривода шнека соединен с вторым входом регулятора оборотов шнека, выход которого подключен к управляющему входу электропривода шнека, выходы регуляторов оборотов каландра и тянущего механизма соединены с управляющими входами электро- приводов каландра и тянущего механизма соответственно, о т л и ч а ю щ а я с я тем, что, с целью повышения, точности геометрических размеров11 1282090листа, введены дополнительно три эле- входом регулятора размеров, толшиномента сравнения, два датчика давле- мер и шириномер соединены с первыми и ния, установленные на камере шнека вторыми входами оптимизатора заданий, и головке экструдера, оптимизатор за- третий и четвертый выходы усреднитеданий и регулятор производительности, 5 ля соединены с седьмым и восьмым вховходы которого соединены с датчиками дами оптимизатора производительности, давления, с четвертым входом блока четвертым и пятым входами регулятора задания и вторым выходом оптимизатора размеров и первыми входами пятого и производительности соответственно, а шестого элементов сравнения соответствыход регулятора производительности - 1 О венно,выходы пятого и шестого элемен- через четвертый элемент сравнения сое- тов сравнения соединены с шестым и динен с регулятором оборотов шнека, седьмым входами регуЛятора рапричем выход третьего элемента срав- змеров, а их вторые входы кения соединен с вторым входом четвер- подключены к первому и второму вытого элемента сравнения и третьим 15 ходам оптимизатора заданий. Мк АЛЬФ Составитель В. Шефтеледактор И. Дербак Техред В.Кадар Патай оррект Тираж 862Государственного комитета СС лам изобретений и открытий осква, Ж, Раушская наб.,7265/46 ВНИИПИ по д 113035, дписн ак 4 роизводственно-полиграфическое предприятие од, ул. Проектная,
СмотретьЗаявка
3791515, 12.09.1984
ПРЕДПРИЯТИЕ ПЯ Г-4849
АРХИПОВ АНАТОЛИЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: G05D 5/00
Метки: геометрических, листов, размеров, термопласта
Опубликовано: 07.01.1987
Код ссылки
<a href="https://patents.su/7-1282090-sistema-regulirovaniya-geometricheskikh-razmerov-listov-iz-termoplasta.html" target="_blank" rel="follow" title="База патентов СССР">Система регулирования геометрических размеров листов из термопласта</a>
Устройство для управления летучими ножницами с механизмом выравнивания скоростей

Номер патента: 1574383
Опубликовано: 30.06.1990
Авторы: Бонгард, Розов, Холодный
МПК: B23D 25/06
Метки: выравнивания, летучими, механизмом, ножницами, скоростей
...при регулировании энергетической скорости1 Осистемы. Лля эффективного регулирования энергетической скорости требуется блокировать обмен энергией между сетью и двигателем при колебаниях в цикле порезки его ЭЛС, вызванных соответ15 ствующими колебаниями его скорости (двигатель постоянного тока с независимым возбуждением). С этой целью в предлагаемом устройстве введено звено 17 компенсации ЭЛС, формирующее . 2 О сигнал Еположительной обратной связи по ЭЛС в соответствии с передаточной функцией(9) к.оэффициент п сти между ЭЛС ростью двигат де ро по рц и угл лякомпемени оральн вой сй Так как характер зависимости мгно О венного значения передаточного числамеханизма выравнивания ско ростей о тугла поворота вала барабанов летучихножниц согласно...
Устройство управления летучими ножницами с механизмом выравнивания скоростей

Номер патента: 1712079
Опубликовано: 15.02.1992
Авторы: Розов, Руденко, Холодный
МПК: B23D 25/00, B23D 36/00
Метки: выравнивания, летучими, механизмом, ножницами, скоростей
...угла поворота вала ножниц и величиной эксцентриситета, уста навливаемого в соответствии с заданной, длиной отрезаемых заготовок (листов).В момент реза справедливо соотноше- ние 25 а=ай=у=О.(4) При этом выражение (1) для передаточногочисла принимает вид(5) Средняя угловая скорость привода (за время одного оборота) не зависит от вели чины эксцентриситета, установленного в механизме выравнивания скоростей, и оп- ределяется выражением 2 и 2 тс Ч (6)АР - з.с - Т 1 ф где Т - время одного оборота ЛН;Ч - скорость проката;- заданная длина порезки заготовок, 45 Соотношение (6) реализуется в блоке 9 задания средней скорости.Наличие МВС с переменным в цикле, порезки передаточным числом при непрерывном вращении привода ножниц приводит к...
Счетчик суммарного количества превышений заданного значения изменяющегося параметра
Номер патента: 384111
Опубликовано: 01.01.1973
Авторы: Бикташев, Вител, Грилевский, Научно
МПК: G06M 3/14
Метки: заданного, значения, изменяющегося, количества, параметра, превышений, суммарного, счетчик
...к ией штифта 5 предусмотрены небольшие постоянные магниты 9, обеспечивающие работу счетчика в любом положении.Счетчик устанавливают так, чтобы плоскость циферблата была параллельна плоскости, в которой перемещается стрелка 2 показывающего прибора. При этом должен сушествовать минимальный зазор между магнитом 3 и штифтом 5. В плоскости, перпендикулярной плоскости, в которой перемещается стрелка 2, находится центр ее вращения, центр вращения анкерной вилки 4, средина расстояния между упорами 7 и показатель 10 заданнон величины измеряемого параметра, причем магнит на стрелке 2 и штифт 5 на анкерной вилке должны находиться на одинаковом расстоянии от центра вращения стрелки 2,Часовые механизмы выполнены так, что при убранном...
Механизм управления скоростью движения и поворотом двухмоторного гусеничного транспортного средства

Номер патента: 931563
Опубликовано: 30.05.1982
Автор: Глебов
МПК: B62D 11/00
Метки: гусеничного, движения, двухмоторного, механизм, поворотом, скоростью, средства, транспортного
...вокруг оси 4 во втулке 33, которая имеет возможность поворачиваться вокруг оси 5. Рукоятка управления снабжена двуплечим рычагом 34 с продольными пазами 35, с помощью которых он взаимодействует со сферами 36 одного из плеч ведомых двуплечих рычагов 37 установленных также поворот- но на оси 5. Каждое другое плечо 38 ведомых рычагов с помощью тяги 10 кинематически связано с регулятором, изменяющим частоту вращения двигателей. Каждый ведомый рычаг 37 имеет упор 11. Устройство стопора 12 и его регулировочные элементы выполнены так же, как и в механизме на фиг. 1 и 2.Механизм работает следующим образом.Управление поворотом транспортного средства осуществляется поворотом рукоятки вокруг оси 4. При этом ведущие рычаги рукоятки (ведущая...
Механизм переключения скоростей, например, шпинделя токарного станка

Номер патента: 480499
Опубликовано: 15.08.1975
МПК: B23B 19/02
Метки: механизм, например, переключения, скоростей, станка, токарного, шпинделя
...муфты 22 крепится к фланцу 25, вставленному в расточку корпуса, муфты 21 - к фланцу 26 и вставляется через отверстие в корпусе,Зубчатое колесо 10 имеет осевое перемещение и может входить в зацепление со свободно вращающимся блоком 6 или блоком 27, который расположен на оси 28 и находится в постоянном зацеплении с блоком 6, В зависимости от положения зубчатого колеса 10 получается два режима работы: без реверса (при токарных работах) пр равом положении колеса 10 и с реверсо(при винторезных работах) при левом положении колеса 10.Переключение производится с помощью специальной рукоятки (на чертеже не показано), 5При настройке шестеренного механизма только на прямое вращение движение ведущего вала 1 передается на ведомый вал 18 по восьми...
Предыдущий патент: Устройство для контроля дискретного объекта
Следующий патент: Регулятор расхода газа
Случайный патент: Способ оценки износа трущихся сопряжений в присутствии смазочных или иных материалов