Устройство управления загрузкой шихты в стекловаренную печь
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки






Текст
Союз Советскии Соцналнстичесниа Республик(22) Заявлено 110180 (21) 2872441/29-33с присоединением заявки йо(51)М. Кл з С 03 В 3/00 Государственный комитет СССР по делам изобретений н открытий(54) УСТРОЙСТВО УПРАВЛЕНИЯ ЗАГРУЗКОЙ ШИХТЫ В СТЕКЛОВАРЕННУЮ ПЕЧЬ Изобретение относится к стекольйой промышленности и может быть использованб в процессах, связанных с загрузкой шихты в стекловаренные печи.Известно устройство для контроля загрузки шихты в стекловаренную печь, содержащее датчик уровня и схему управления, управление процессом которой осуществляется следующим образом. Сначала определяется глубина стекломассы в печи и генерируется сигнал, пропорциональный глубине стекломассы. Затем генерируется сигнал, пропорциональный времени полной загрузки шихты при однократной 15 засыпке. После этого генерируется сигнал, пропорциональный времени между двумя последовательными загрузками .шихты и отнесенный к сигнаЛу, пропорциональному глубине стекломас сы. Такой сигнал соответствует времени, которое необходимо для того, чтобы глубина стекломассы в бассейне печи осталась постоянной. Затем генерируется контрольный сигнал, пропорциональный как сигналу, соответствующему времени полной загрузки шихты при однократной засыпке, так и сигналу, соответствующему времени между двумя последовательными 30 загрузками шихты на поверхность стекломассы. Засыпка шихты производитсяравными порциями через определенныепромежутки времени, причем в перерывах между засыпками дозагрузка шихтыне производится; Частота засыпкишихты определяется по контрольномусигналу, определяющему глубину слоястекломассы, который должен оставаться постоянным. При этом загружаемаяшихта образует на поверхности стекломассы слой малой толщины. Этотслой образуется за время, равное 1времени между двумя загрузками. Устройство позволяет с высокой степенью равномерности и точности загружать шихту в печь 1 .Однако загрузка при этом производится сплошным слоем, в результате чего образующийся первичный расплав препятствует варке глубинных слоев шихты, так как он обладает низким коэффициентом теплопередачи. Это существенно снижает скорость варки стекла.Наиболее близким к предлагаемому является устройство управления загрузкой шихты в стекловаренную печь, содержащее загрузчик шихты с приводом и выключателем, и задатчик уровня 2.Недостатком известного устройстваявляется то, что оно не обеспечивает равномерности подачи порций шихты по времени.и, соответственно,5обусловливает случайный характерразрывов между грядами (порциями) по:нарушения теплового режима печи иперегрев стекломассы на отдельных01 участках. Кроме тога, устройство.недает реального представления о теплоусвоении стекломассы. Ввиду этого.система распределения гряд шихтыпо площади варочного бассейна явля:ется по меньшей мере неточной, если 15не случайной. Наиболее существеннымнедостатком устройства является то,что оно практически не обеспечиваетавтоматической настройки на требуемый режим загрузки, хотя предусматри Овает работу загрузчика в условияхизменяющихся тепловых режимов печи.Цель изобретения в , повышение точности управления.Эта цель достигается тем, чтоустройство содержащее загрузчик шихты с приводом и выключателем и задатчик уровня, снабжено элементомПАМЯТЬ, счетчиком с задатчиком, релевремени, задатчиком, блоком реверса,четырьмя логическими элементами И,логическим элементом ИЛИ, элементомзадержки, триггером, двумя инверторами, приводом с блоком управления иконечным выключателем, а датчик уровня выполнен в виде поворотного в вер 35тикальной плоскости двуплечего рычага, на одном конце которого закреплен электрод, а на другом - регули"ровочный винт, причем конечный выключатель соединен с входом первого 40инвертора и одним из входов первогоэлемента И, выход которого соединенс одними входами второго элемента Ии первого элемента ИЛИ, выход которого подключен к входам элемента задержки и триггера, выход которогосоединен с другим входом второго эле- .мента И и одним из входов третьегоэлемента И, выход элемента задержкисоединен с соответствующими входамивторого и третьего элементов И, выходы которых подключены к соответствующим входам блока реверса, выход которого через задатчик соединенс входом реле времени, выход которого подключен к одним из входов элемента ПАМЯТЬ и .счетчика, другой входсчетчика соединен с конечным выключателем, вход блока управления подключен к реле времени, выходу счетчика и другому входу элемента ПАМЯТЬ 60выход которого соединен с приводомзагрузчика шихты, другой вход первого элемента И, вход второго инвертора и конечный выключатель соединены с датчиком уровня, который хине- у 5 матически связан с приводом, а выходы инверторов соединены с соответствующими входами четвертого элемента И, выхбд которого подключен к другим входам элемента ИЛИ н третьего элемента И.На чертеже приведена функциональная схема устройства.Устройство содержит стекловаренную печь 1 с варочным бассейном 2. Над загрузочным карманом варочного бассейна установлен загрузчик 3 шихты; состоящий из водоохлаждаемого стола-лопаты 4, перемещаемого на роликах 5 посредством привода 6 возвратно-поступательного перемещения. Исходное положение стола-лопаты 4 контролируется выключателем 7. Над столом-лопатой 4 установлен расходный бункер 8 шихты 9, загружаемой на поверхность заземленной стекломассы 10 в виде гряд 11. В стене выработочной части печи 1 имеется ниша 12 с отверстием в дне. На уровне середины высоты ниши 12 на опоре 13 шарнирно установлена изолированная от массы штанга 14, выполненная из жараупорного материала. Конец одного плеча штанги 14 пропущен в нишу и имеет отверстие, в котором с помощью винта 15 закреплен свободно опущенный в отверстие дна ниши жароупорный электрод 16, установленный с воэможностьюконтактирование с заземленной стекломассой, в частности с ее поверхностью. Над концом другого плеча штанги 14 неподвижно установлен с возможностью взаимодействия при повороте штанги с регулировочным винтом 17, ввинченным в штангу, прецизионный конечный выключатель 18 с заземленным входом, который в сочетании с регулировочным вин. том образует задатчик уровня стекло- массы. Поворот штанги 14 осуществляется с помощью эксцентрика 19, вращаемого посредством привода 20. Устройство содержит также инверторы 21 и 22, элементы И 23 и 24, элемент ИЛИ 25, триггер 26, элемент задержки 27, элементы И 28 и 29, блок 30 реверса, задатчик 31, реле 32 времени, счетчик 33 импульсов с задатчиком 34, элемент ПАМЯТЬ 35 и блок 36 управления с приводом 20 эксцентрика 19.Устройство работает следующим образом.После предварительной наварки стекломассы 10 в варочном бассейне 2 печи 1 до уровня, близкого к требуемому, задатчиком 34 импульсов задают размер гряды 11, загружаемой на поверхность стекломассы шихты 9. Количество шихты в гряде определяется числом засыпок шихты столом"лопатой 4 загрузчика 3 за цикл работы устройства. Ориентировочно с помощью задатчика 31 времени задают расстаяние между грядами 11 шихты, которое пропорционально паузе в работе загрузчика 3 за цикл работы устройства. Регулировочным винтом 17 задают уровень стекломассы 10 в варочном бассейне, который необходимо поддержи" вать в процессе выработки стекломассы. После этого в работу включается устройство управления загрузкой шихты, На первый вход элемента ПАМЯТЬ 35 подают стартовый сигнал, который включает этот элемент и одновременно сбрасывает на нуль счетчик 33 импуль" сов. Включившись, элемент ПАМЯТЬ 35 выходным сигналом включает привод б возвратно-поступательного перемещения стола-лопаты 4, перемещаемого на 15 роликах 5 из исходного положения к загрузочному карману бассейна 2 печи 1. При этом шихта 9 из расходного бункера 8 ровным слоем заполняет поверхность стола-лопаты 4 . При 3) обратном перемещении стола-лопаты 4 шихта с его поверхности высыпается на стекломассу 10, образуя гряду 11. Достигнув исходного положения,.стол- лопата 4 воздействует на конечный выключатель 7 и включает его, при этом на его выходе появляется сигнал, который поступает на счетный вход счетчика 33 импульсов и учитывается им.Этим завершается цикл ра" боты загрузчика 3 по выполнению одной засыпки шихты в гряду 11.Гряда может состоять из одной, двух и более засыпок шихты, количество которых в каждом конкретном случае определяется опытным путем, исходя из наибольшей скорости варки стекломассы. Например, установлено, .что наибольшая скорость варки стекломассы достигается при прочих равных условиях при размере гряды, сос О тоящей из трех засыпок шихты. С учетом этого задатчиком 34 импульсов устанавливают счетчику 33 импульсов задание на накопление трех импульсов. В результате этого загрузчик 3 шихты проводит без остановки три засыпки шихты на поверхность стекло- массы в одну гряду, а конечный вы. - ключатель 7, контролирующии исходное положение стола-лопаты 4, выдает .на счетный вход счетчика 33 импульсов три сигнальных импульса. Как только счетчик 33 импульсов зафиксирует заданное количество засыпок шихты в гряду, на его выходе появится сигнал, поступающий на входы элемента ПАМЯТЬ 35 и реле 32 времени. Этот сигнал выключает элемент ПАМЯТЬ 35 и вклю.чает реле 32 времени. В соответствии с этим элемент ПАМЯТЬ 35 выключаЕт привод 6 возвратно-поступательного Щ перемещения загрузчика 3 и загрузка шихты прекращается на время, равное выдержке времени включенного реле времени 32. Выдержка времени реле 32 времени соответствует паузе в ра- д боте загрузчика 3 шихты. Пропорционально этому времени гряда 11 из заданного количества засыпок шихты ,под влиянием потоков стекломассы 10 перемещается в направлении зоны варки на определенное расстояние, освобождая место для последующей гряды. Это расстояние в процессе непрерыв" ной работы устанавливается автоматически путем контроля уровня стекломассы ввыработанной части печи 1 во время паузы в работе загрузчика шихты и по результатам контроля и соответствующей корректировки выдержки времени реле 32 времени.Производится это следующим образом. Одновременно с выключением элемента ПАМЯТЬ 35 и включением реле 32 времени сигналом с выхода счетчика 33 импульсов включается блок 36 управления приводом 20 эксцентрика 19, а он, в свою очередь, выходным сигналом включает привод 20, посредством которого эксцентрик 19 приводится во вращательное движение и совершает один оборот, После этого блок 36 управления и привод 20 автоматически выилючаются. В результате этого изолированная от массы штанга 14 совершает полный цикл колебательного движения, поворачиваясь из исходного крайнего положения показана пунктиром во второе крайнее положение и обратно. При ходе во второе крайнее положение электрод 16, пропущенный в отверстие дна ниши 12, достигает рабочим (измерительным) кон цом поверхности стекломассы, углубляется в нее, образуя при этом между изолированной от массы штангой 14 и зазеьщенной стекломассой 10 электрический контакт. При обратном ходе этот контакт разрывается.Для управления работой загрузчика 3 шихты используются сигналы, полу-. чаемые только при прямом ходе штанги 14, т.е. момент замыкания контакта, создаваемого электродом и заземленной стекломассой, а также моментразмыкания контакта прецизионногоконечного выключателя 18 под действием регулировочного винта 17, ввинченного в противоположный конец штанги 14. При прямом ходе штанги происходит сравнение во временимомента касания электродом 16 поверхности стекломассы 10 с неизменным моментом размыкания контакта прецизионного конечного выключателя 18, заданного .ранее регулировочным винтом 17, т.е. исходным здесь является уровень стекломассы 10.Допустим, что уровень стекломассыменьше заданного. В этом случае регулировочный винт 17 раньше достигает прецизионного конечного выключателя 18 и размыкает его контакт, чем электрод 16 достигает поверхности заземленной стекломассы. Как только размыкается контакт прецизионного конечного выключателя 18, на соединенных с его выходом первом входе первого элемента И 23 и входе инвертора 21 формируются единичные сигналы (до момента размыкания контакта они были соединены с заземленным входом этого выключателя ). В это время на соединенных со штангой.втором входе элемента И 23 и входе инвертора 22 тоже есть единичные сигналы, так как штанга 14 изолирована от массы, а электрод 16 еще не коснулся стекломассы. Таким образом, на выходе элемента И 23 появляется сигнал, равный по длительности времени поворота штанги 14 от прецизион ного конечного выключателя на одном конце до поверхности стекломассы на другом. В это время на выходе элемента И 24 формирования сигнала не происходит, так как на его входы подают О ся нулевые сигналы с выходов 21 и 22 инверторов, на входы которых подаются единичные сигналы. Сигнал с выхода элемента И 23 подается на вход элемента И 28, а через элемент р ИЛИ 25 на вход триггера 26 и вход элемента 27 с регулируемым временем задержки. Триггер 26 переключается в другое устойчивое состояние, при котором на его выходе соединенном с входами элементов 28 и 29, имеет место единичный сигнал. После заданной задержки, определяющей нечувствительность устройства, на выходе элемента 27, соединенного со входами элементов И 28 и 29 также появляется единичный сигнал.Таким образом, при полном наборе входных единичных сигналов на выходе элемента И 28 появляется сигнал, который, поступая на вход, блока 30 40 реверса, включает его, а он, в свою очередь, включает реверсивный привод задатчика 31 времени в сторону уменьшения задания выдержки времени реле 32 времени. Величина времени, д на которую изменяется задание выдержки времени, зависит.от разницы уровня стекломассы междузаданным и действительным значением. Чем больше эта разница, тем больше время при постоянной скорости вращения эксцентрика 19 поворачивается штанга 14 от момента размыкания контакта прецизионного конечного выключателя 18 до момента замыкания электрода 16 на Фтекломассу 10, тем на большее вре 1 я включен реверсивный привод за-, датчика 31 времени и тем на большее время изменяется выдержка времени реле 32 времени. В момент замыкания электрода 16 на стекломассу 10 сиг- боналы на входе инверторов 21 и 22, соединенных со штангой 14, понижаются до нуля. По этой причине сигналы на выходах элементов И 23 и 28 пропадают, блок 30 реверса выключа- д ется и реверсивный привод задатчикавремени 31 останавливается. Этимзаканчивается коррекция времени паузы в работе загрузчика 3 шихты зацикл работы устройства.При повороте эксцентрика 19 на1800 штанга 14 достигает второгокрайнего положения, а электрод 16заглубляется на предельную глубинуЭтим заканчивается прямой ход штанги 14.При повороте эксцентрика 19 от 180до 360 штанга 14 возвращается висходное положение. При этом сначала размыкается контакт между электродом 16 и поверхностью заземленной стекломассы 10, а затем замыкается контакт прецизионного конечноговыключателя 18. В этот промежутоквремени, как и при прямом ходе штанги14, на выходе первого элемента И 23имеется единичный сигнал, который через элемент ИЛИ 25 переключает триггер 26 в первоначальное устойчивоесостояние, при котором сигнал на еговыходе равен нулю. Поэтому на выходе элемента И 28 сигнала нет и пов- .торной коррекции выдержки времениреле 32 времени не происходит. Привозвращении штанги 14 в исходное положение привод 20 выключается и эксцентрик 19 останавливается.В случае,.если уровень стекломассы 10 в варочном бассейне 2 большезаданного, то при прямом ходе штанги 14 электрод 16 достигает поверхности заземленной стекломассы раньшечем размыкается контакт прецизионного конечного выключателя 18. Кактолько электрод замыкается на стекломассу, сигналы на втором входе элемента И 23 и входе инвертора 22, соединенных со штангой 14, понижаютсядо нуля. В это время сигналы на входе элемента И 23 и входе инвертора 21также равны нулю, так как эти входысоединены через замкнутый контактпрецизионного конечного выключателя18 с землей. В данном случае единичный сигнал имеет место уже на выходеэлемента И 24, так как на входы этого элемента поступают единичные сигналы с инверторов 21 и 22, входы которых заземлены. Сигнал с выхода второго элемента И 24 подается на входэлемента И 29, а через элемент ИЛИ25 на счетный вход триггера 26 ивход элемента 27 с регулируемым временем задержки. Триггер 26 переключается во,второе устойчивое состояние,при котором на его выходе, соединенном с входами элементов И 28 и 29имеется единичный сигнал,После заданной задержки на выходе элемента 27, соединенного свходами элементов И 28 и 29 такжепоявляется единичный сигнал. Таким образом, на всех входах элементаИ 29 имеются единичные сигналы, ко874 б 70 Формула изобретения торые обусловливает появление сигнала на его выходе. Этот сигнал, поступая на вход блока 30 реверса, включает его, а он, в свою очередь, своим выходным сигналом включает ревер-. сивный привод эадатчика 31 времени, но уже в сторону увеличения задания выдержки времени реле 32 времени. Здесь, как и в первом случае, величина коррекции выдержки времени реле 32 времени зависит от величины превышения уровня стекломассы в варочном бассейне 2 по отношению к заданномузначению.Далее процессы по выработке корректирующего сигнала аналогичны первому случаю. 15Если уровень стекломассы 10 равен заданному, момент размыкания контакта прецизионного конечного выключателя 18 совпадает с моментом замыкания электрода 1 б на стекломассу. В Щ этом случае в любой момент времени на одном йз входов элементов И 23 и 24 имеются нулевые сигналы и, соответственно, на выходах этих элементов не происходит формирование единичных корректирующих сигналов. При малых отклонениях уровня стекло- массы от заданного формирование корректирующих импульсов на изменение выдержки времени реле 32 времени происходят только тогда, когда длительность сигналов на выходах элементов И 23 и 24 больше времени задержки элемента 27 с регулируемым временем задержки. Изменением времени задержки этого элемента регулируется зона нечувствительности устройства при формировании корректирующего импульса на изменение выдержки времени реле 32 времени. Как только реле 32 времени отсчитает заданную 40 выдержку времени (с учетом корректирования времени задания по результатам измерения уровня стекломассы), на его выходе появляется сигнал, ко- торый включает элемент ПАМЯТЬ 35 и сбрасывает на нуль счетчик 33 импульсов. В результате сигнал на выходе счетчика 33 импульсов пропадает и реле 32 времени выключается. Элемент ПАМЯТЬ 35 выходным сигналом включает привод б возвратно-поступательного 50 перемещения загрузчика 3 шихты и начинается загрузка шихты на поверхность стекломассы 10 с образованием новой гряды с заданным количеством засыпок. 55Таким образом, предлагаемое устройство автоматически настраивается на требуемый режим загрузки шихты. Это позволяет ускорить процесс варки стекла, так как устройство обеспечивает д 10точную и равномерную подачу,шихты встекловареннуюпечь. Устройство управления загрузкойшихты в стекловаренную печь, содержащее загрузчик шихты с приводом и выключателем, и задатчик уровня, о т,л и ч а ю щ е е с я тем, что, сцелью повышения точности управления,но снабжено элементом ПАМЯТЬ, счет, .иком с задатчиком, реле времени, задатчиком, блоком реверса, четырьмялогическими элементами И, логическимэлементом ИЛИ, элементом задержки,триггером, двумя инверторами, приво-..дом с блоком управления и конечнымвыключателем, а датчик уровня выпол-нен в виде поворотного в вертикальной плоскости двуплечего рычага, .наодном конце которого закреплен электрод, а на другом - регулировочныйвинт, причем конечный выключательсоединен с входом первого инвертораи одним из входов первого элемента И,выход которого соединен с одними входами второго элемента И и первогоэлемента ИЛИ, выход которого подключен к входам элемента задержки итриггера, выход которого соединен сдругим входом второго элемента И иодним из входов третьего .элемента И,выход элемента задержки соединен ссоответствующими входами второго итретьего элементов И, выходы которыхподключены к соответствующим входамблока реверса, выход которого череззадатчик соединен с входом реле времени, выход которого подключен кодним из входов элемента ПАФИТЬ исчетчика, другой вход счетчика соединен с конечным выключателем, входблока управления подключен к релевремени, выходу счетчика и другомувходу элемента ПАМЯТЬ, выход которогосоединен с приводом загрузчика шихты,другой вход первого элемента И, входвторого инвертора и конечный выключатель соединены с датчиком уровня,который кинематически связан с приводом, а выходы инверторов соединены ссоответствующими входами четвертогоэлемента И, выход которого подключен к другим входам элемента ИЛИ итретьего элемента И.Источники информации,принятые во внимание при экспертизе1. Патент США Р 3897232,кл. б 5-29, 1975.2. Авторское свидетельство СССРР 430073, кл. С 03 В 3/00, 1972илиал ППП Патентф ВНИИ заказ 39 Тираж 523 Подписно г.Ужгород, ул.Проектна
СмотретьЗаявка
2872441, 11.01.1980
БОРСКИЙ ОРДЕНА ЛЕНИНА СТЕКОЛЬНЫЙ ЗАВОД ИМ. М. ГОРЬКОГО, БОРСКАЯ ПРОЕКТНО-КОНСТРУКТОРСКАЯ ОРГАНИЗАЦИЯ "ОРГСТЕКЛО"
КНЯЗЕВ ЮРИЙ АЛЕКСЕЕВИЧ, АМПЛЕЕВ ВИКТОР АЛЕКСАНДРОВИЧ, БУТНЯКОВ АЛЕКСАНДР ИВАНОВИЧ, АБРАМОВ АЛЕКСАНДР МИХАЙЛОВИЧ, РЫБИН ВИКТОР ИВАНОВИЧ
МПК / Метки
МПК: C03B 3/00
Метки: загрузкой, печь, стекловаренную, шихты
Опубликовано: 23.10.1981
Код ссылки
<a href="https://patents.su/6-874670-ustrojjstvo-upravleniya-zagruzkojj-shikhty-v-steklovarennuyu-pech.html" target="_blank" rel="follow" title="База патентов СССР">Устройство управления загрузкой шихты в стекловаренную печь</a>
Реле уровня
Номер патента: 662813
Опубликовано: 15.05.1979
МПК: G01F 23/18
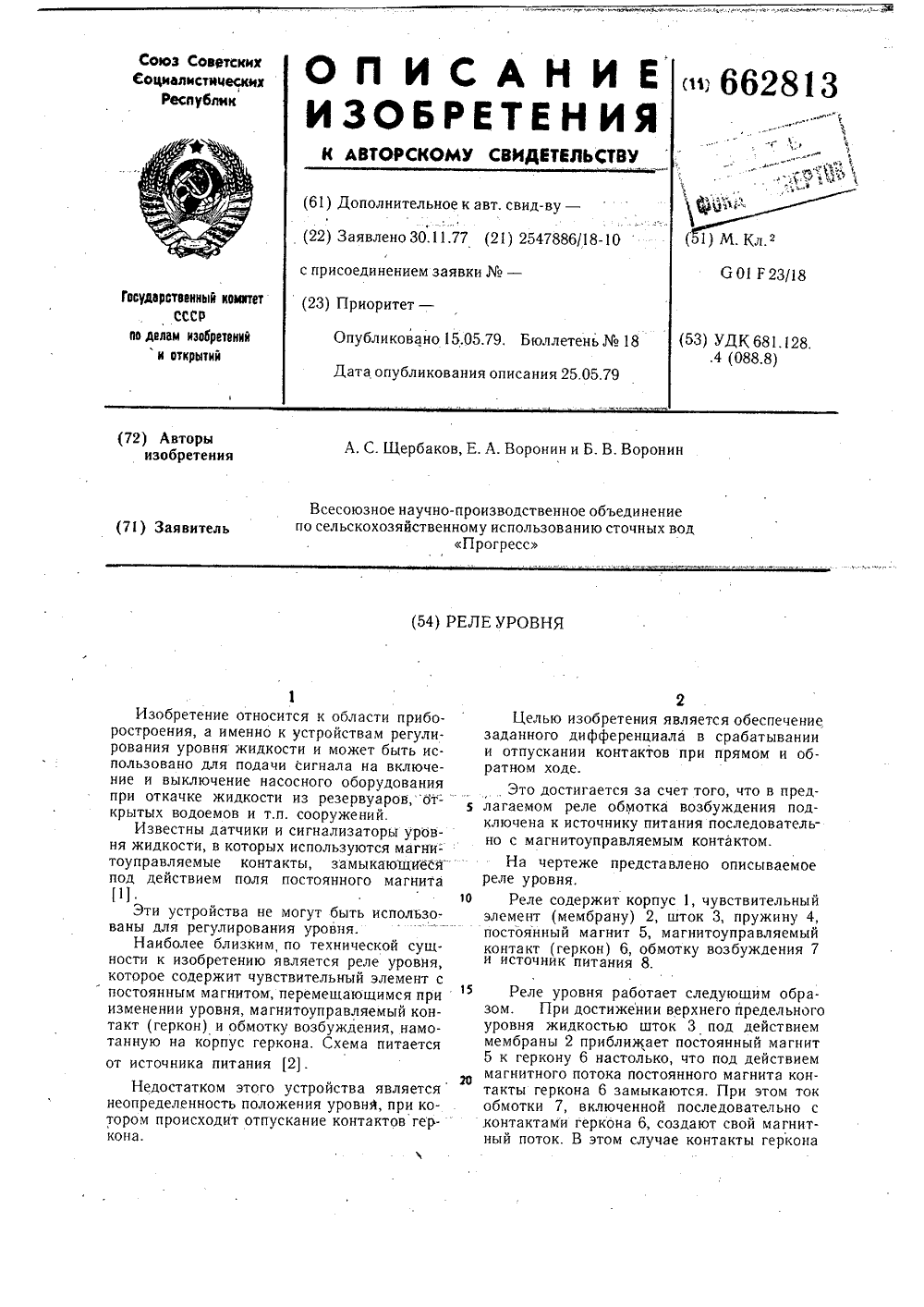
...на корпус геркона. Схема питаетсяот источника питания 2.20Недостатком этого устройства являетсянеопределенность положения уровнй, при котором происходит отпускание контактов геркона. Целью изобретения является обеспечение заданного дифференциала в срабатывании и отпускании контактов при прямом и обратном ходе. Это достигается за счет того, что в пред лагаемом реле обмотка возбуждения под ключена к источнику питания последователь но с магнитоуправляемым контактом. Реле уровня работает следующим образом. При достижении верхнего предельного уровня жидкостью шток 3 под действием мембраны 2 приближает постоянный магнит 5 к геркону 6 настолько, что под действием магнитного потока постоянного магнита контакты геркона 6 замыкаются. При этом...
Устройство для допускового контроля электрической величины

Номер патента: 1511711
Опубликовано: 30.09.1989
МПК: G01R 27/26
Метки: величины, допускового, электрической
...записывает в них значения кодов, подаваемых по шинам 4 и 5 соответственно. Число, подаваемое по шине 4, должно составлять от объема счетчика 2,та 5 10 15 20 25 30 35 40 45 50 55 кую же часть, как величина допустимого отклонения емкости в верхнююсторону от ее номинала, Число, записываемое по шине 5 в счетчик 3, должно быть меньше объема счетчика 3 навеличину, составляющую от объемасчетчика 3 такую же часть, как величина допустимого двухстороннего отклонения емкости конденсатора от ееноминала. Кроме того, управляющийимпульс переключает триггер 15, приэтом его выходной сигнал разрешаетреверсивному счетчику 6 работу в режиме вычитания, Этот же импульс поступает на установочный вход триггера 12 непосредственно, а на установочный вход триггера...
Двухпозиционное реле уровня

Номер патента: 1111032
Опубликовано: 30.08.1984
Авторы: Березин, Бершаков, Радзиховский
МПК: G01F 23/24
Метки: двухпозиционное, реле, уровня
...20 и 21, эмиттеры которых соединены с общим электродом 1 и с выходом транзисторного ключа 12, а базы - со счетным входом третьего триггера 22, и третий элемент И 23, инверсный вход которого подключен к Э-входу, а прямой - к К-входу третьего триггера 22.Двухпозиционное реле уровня работает следующим образом. Импульсы с выхода генератора импульсов 11 поступают на вход одновибратора 10, формирующего короткие импульсы. Каждый импульс с выхода одновибратора 10 опрокидывает триггер 15 в состояние, противоположное предыдущему. Так как исходное состояние .этого триггера нулевое, то на выходе первого элемента И 16 присутствуют лишь етные импульсы одновибратора 10, а на выходе второго элемента И 17 - только нечетные. С выхода элемента ИЛИ 19 к...
Реле уровня
Номер патента: 315048
Опубликовано: 01.01.1971
МПК: G01F 23/24
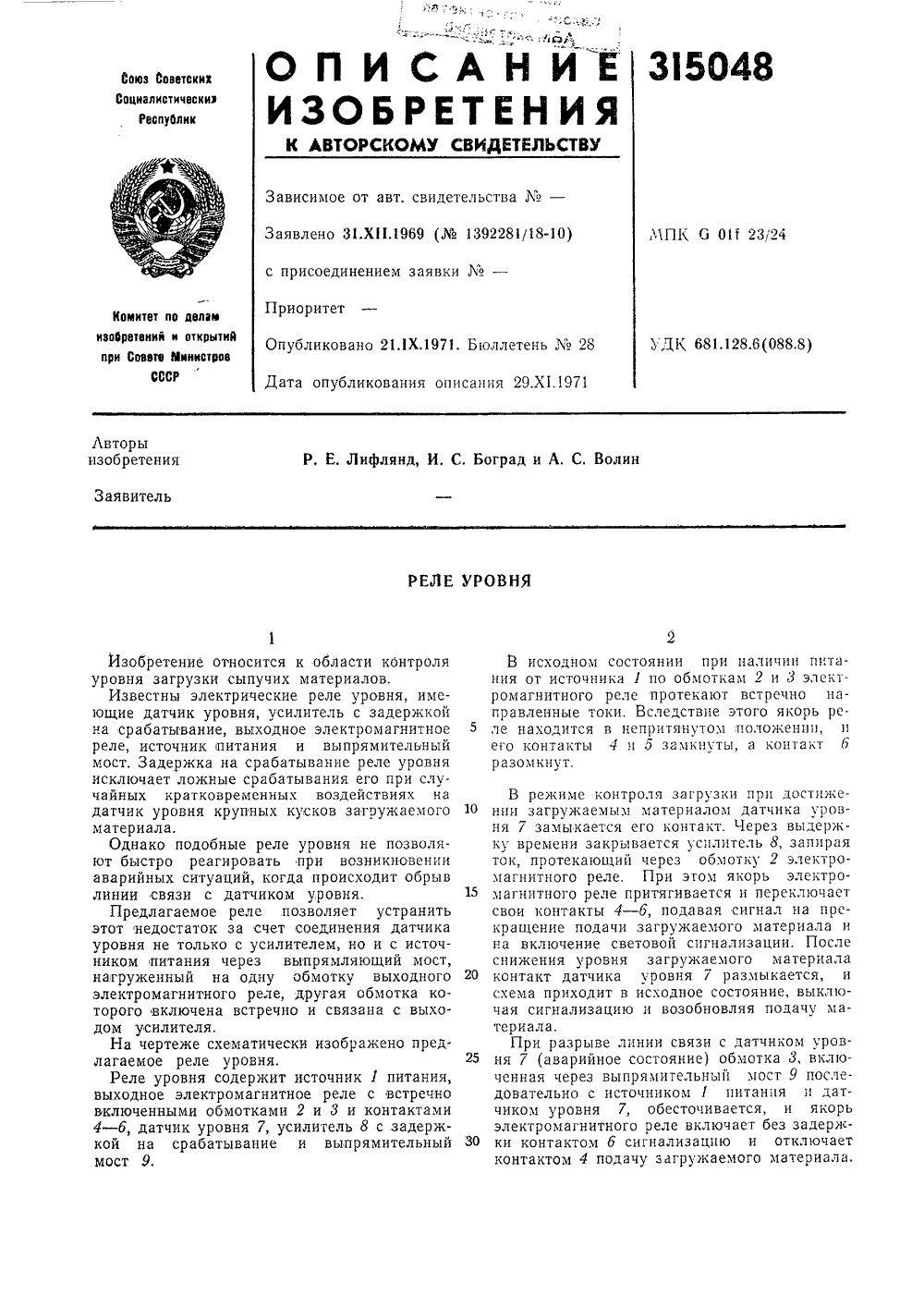
...6 сигнализацию и отключает контактом 4 подачу загружаемого материала,коимост Заявлено 31.Х 1.1969 ( Изобретение относится к области контроля уровня загрузки сыпучих материалов.Известны электрические реле уровня, имеющие датчик уровня, усилитель с задержкой на срабатывание, выходное электромагнитное реле, источник питания и выпрямительный мост. Задержка на срабатывание реле уровня исключает ложные срабатывания его при случайных кратковременных воздействиях на датчик уровня крупных кусков загружаемого материала.Однако подобные реле уровня не позволяют быстро реагировать при возникновении аварийных ситуаций, когда происходит обрыв линии связи с датчиком уровня.Предлагаемое реле позволяет устранить этот недостаток за счет соединения...
Двухпозиционное реле уровня

Номер патента: 614333
Опубликовано: 05.07.1978
МПК: G01F 23/24
Метки: двухпозиционное, реле, уровня
...резисторы 15,16 соединены с минусом источника постоянного тока, образованного трансформатором 17, выпрямительным мостом.18 и конденсатором фильтра 19. Исполнительный аппарат 20 (магнитный пускатель, реле, электромагнитный клапан и т.п.) подключен к сети переменного тока (клеммы 21 и 22) через симистор 23 комму татора, к управляющему, электроду которого подключена вторйчная обмотка трансформатора 24. Первичная обмоткатрансформатора 24 через одну диагональ выпрямительного моста 25 и резистор 26 подключена ко вторичной обмотке трансформатора 17. Вторая диагональ моста 25 подключена к анод-катоду тиристора 13, анод которого через конденсатор 27 подключен к эмиттеру однопереходного транзистора 28, подключенного одновременно через резистор 29...
Предыдущий патент: Устройство для улучшения водоотдающей способности осадков
Следующий патент: Установка для получения стекломассы
Случайный патент: 158451