Устройство для изготовления решетчатого заполнителя пустотелых щитов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
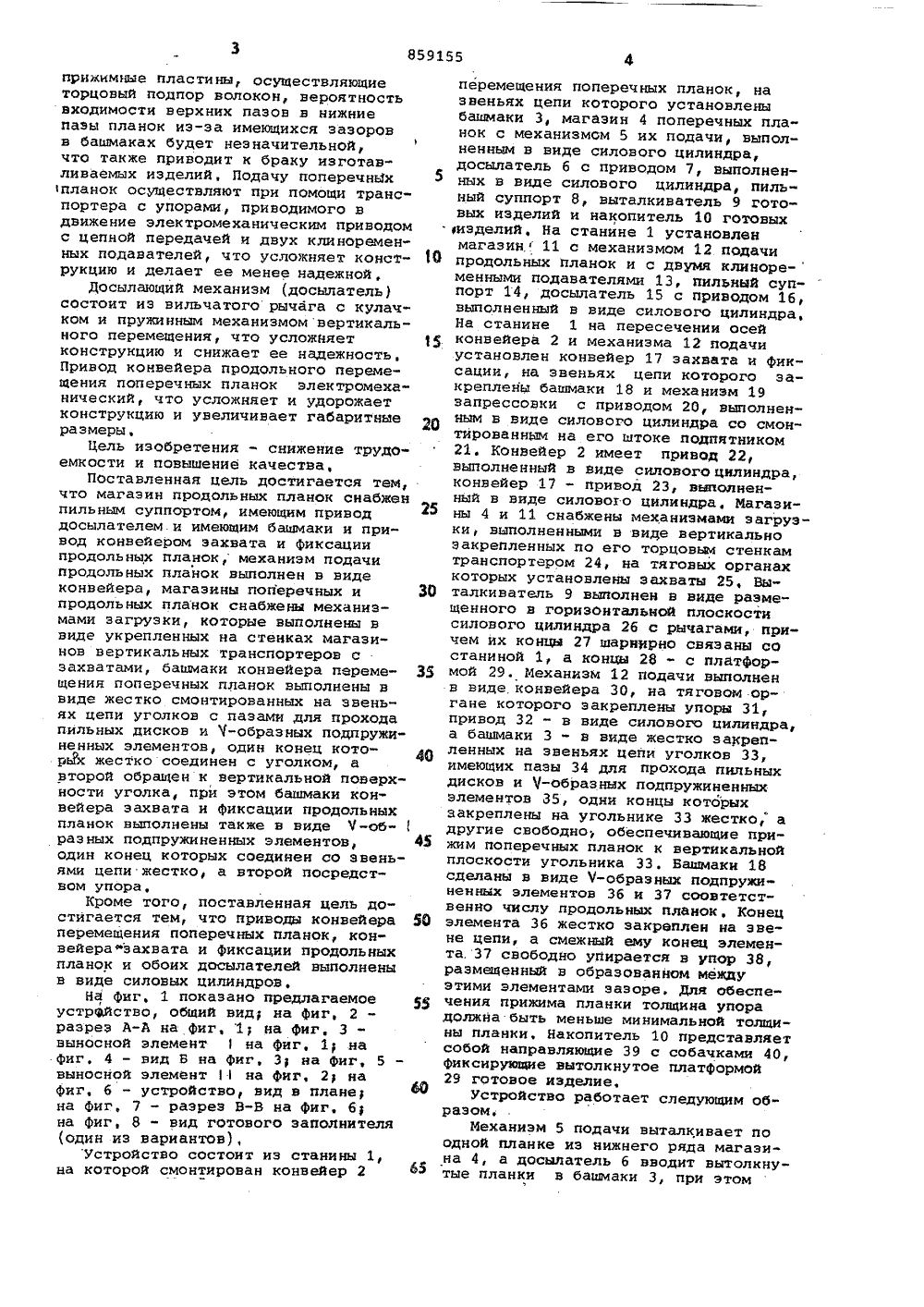
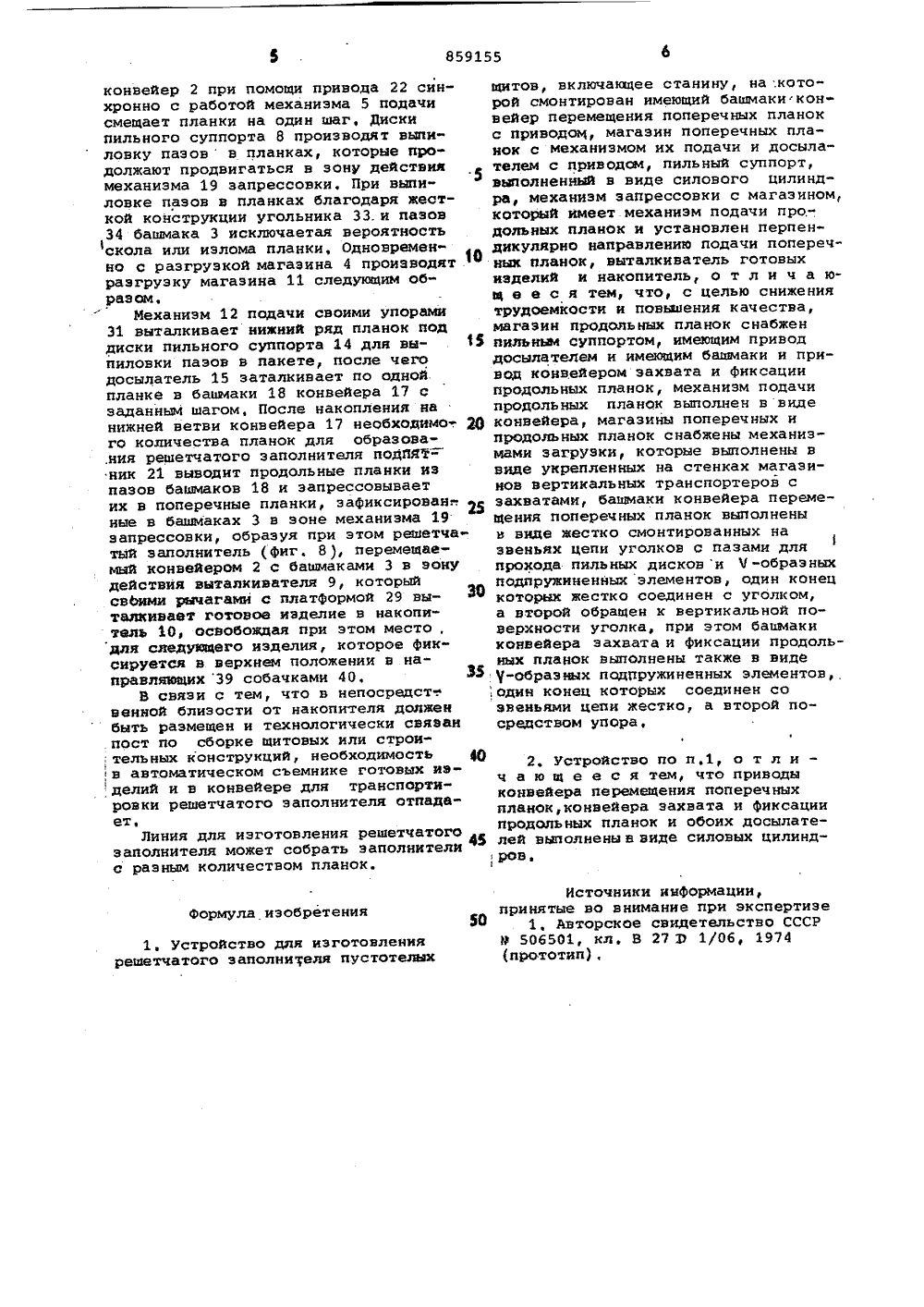
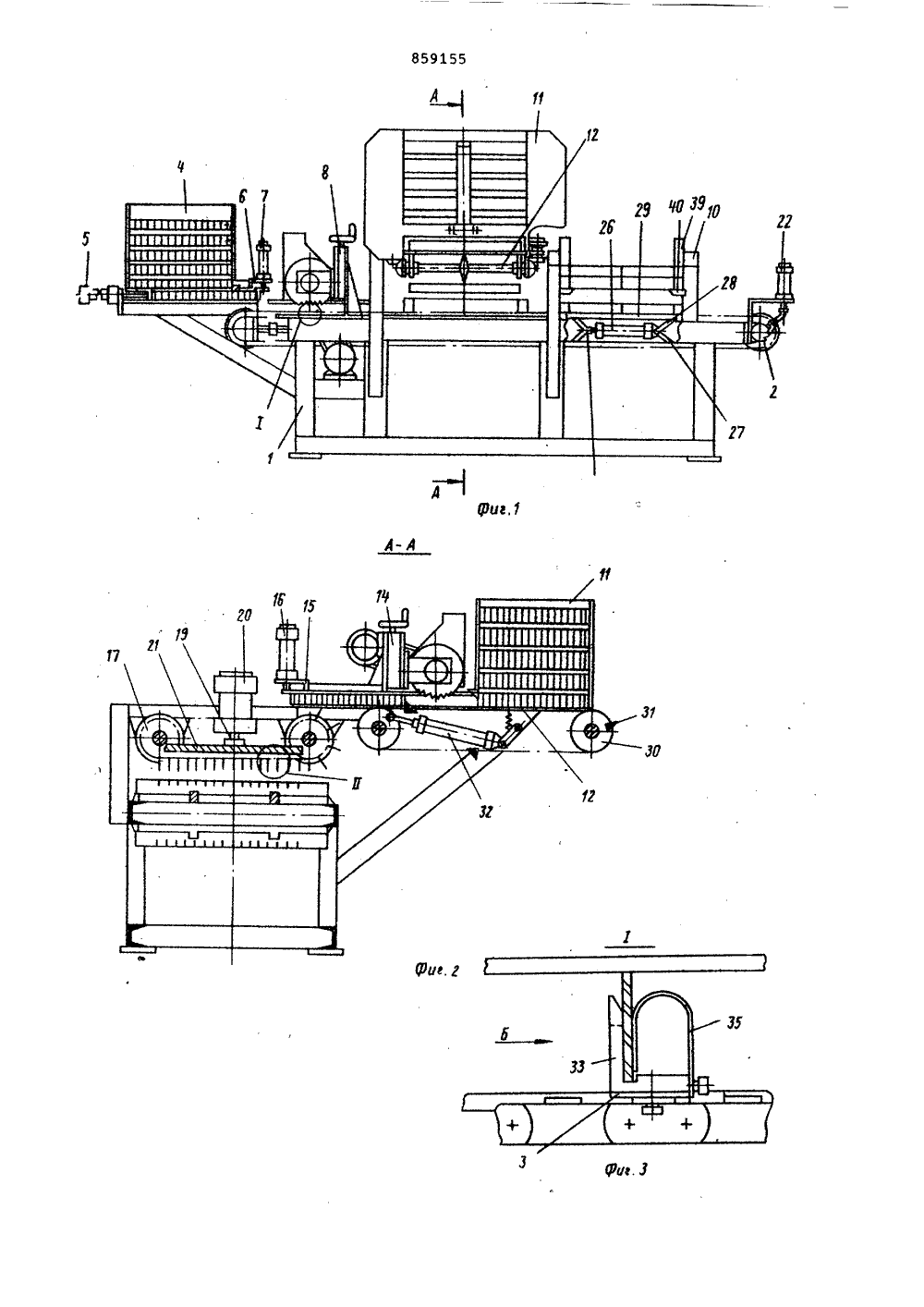
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДИТЙЛЬСТВУ Союз СоветскихСоциалистическихРеспублик щ 859155(22) Заявлено 281279 (21) 2885584/29-15с присоединением заявки Мо(23) ПриоритетОпубликовано 3008,81, Бюллетень Й 932Дата опубликования описания 300881 Р 1 М К 3В 27 0 1/06 В 27 И 1/00 Государственный комитет СССР по делам изобретений и открытий(71 Заявител тройиндустри УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТОГО ЗАПОЛНИТЕЛЯ ПУСТОТЕЛЫХ ЩИТОВ етение относится изготовления реш тля, используемо или в аналогичны х, а также в стр и при изготовлен Изобр к устройствам для етчатогозаполнит го в дверныхполотнах х пустотелых щита оительнойиндустри ии строительных изделий,Известно устройство для изготовления решетчатого заполнителя пустотелых щитов, включающее станину, накоторой смонтирован имеющий башмакиконвейер перемещения поперечных пла-,нок с приводом, магазин поперечныхпланок с механизмом их подачи и досылателем с приводом, пильный суппорт, выполненный в,виде силовогоцилиндра механизм запрессовки с магазином, который имеет механизм подачи продольных планок и установленперпендикулярно направлению подачипоперечных планок, выталкивательготовых изделий и накопитель 11,Однако для изготовления решетчатого заполнителя необходимо заранеена другом оборудовании вне этогоустройства произвести выпиловку пазов в продольных планках и уложитьих в три магазина с последующей подачей тремя силовыми цилиндрами идосылкой и запрессоэкой их тремя силовыми цилиндрами, что влечет засобой увеличение обслуживающего пер.сонала, энергоемкости, производственных площадей и неудобство в обслуживании, а также необходимость в транспортировке продольных планок с выпиленными пазами, Кроме того, укладкапродольных планок производится в одинряд в три магазина (в зоне запрессовки), а это вынуждает во время их загрузки останавливать конвейер, чтоприводит к снижению производительности, Укладку поперечных планок в;магазин осуществляют при помощи про кладок, которые должны быть уложеныстрого против щелей в дне магазина.После. освобождения нижней галереимагазина от планок прокладки вываливаются через щели и их необходимо О вернуть в магазин в исходное положение, что вызывает дополнительныеоперации и создает неудобство в загрузке магазина, При выпиловке пазов в заготовках ДВП из-за отсутствия 5 подпора волокон по базирующей плоскости башмаков в месте контактапильного диска с ДВП могут быть поперечные сколы или изломы, что приводит к браку изделия. В связи с тем, О что в зоне эапрессовки отсутствуютприжимные пластины, осуществляющиеторцовый подпор волокон, вероятностьвходимости верхних пазов н нижниепазы планок из-за имеющихся зазоровв башмаках будет незначительной,что также приводит к браку изготавливаемых изделий, Подачу поперечинах 51 планок осуществляют при помощи транспортера с упорами, приводимого вдвижение электромеханическим приводомс цепной передачей и двух клиноременных подавателей, что усложняет конструкцию и делает ее менее надежной,Досылающий механизм (досылатель)состоит из вильчатого рычага с кулачком и пружинным механизмом вертикального перемещения, что усложняет 15конструкцию и снижает ее надежность,Привод конвейера продольного перемещения поперечных планок электромеханический, что усложняет и удорожаетконструкцию и увеличивает габаритные 2 Оразмеры,Цель изобретения - снижение трудоемкости и повышение качества,Поставленная цель достигается тем,что магазин продольных планок снабженпильным суппортом, имеющим приводдосылателем.и имеющим башмаки и привод конвейером захвата и фиксациипродольных планок, механизм подачипродольных планок выполнен в видеконвейера, магазины поперечных и ЗОпродольных планок снабжены механизмами загрузки, которые выполнены ввиде укрепленных на стенках магазинов вертикальных транспортеров сзахватами, башмаки конвейера перемещения поперечных планок выполнены ввиде жестко смонтированных на звеньях цепи уголкон с пазами для проходапильных дисков и Ч-образных подпружиненных элементов, один конец которых жестко соединен с уголком, авторой обращен к вертикальной поверхности уголка, при этом башмаки конвейера захвата и фиксации продольныхпланок выполнены также в виде Ч-об-разных подпружиненных элементов, 4 Яодин конец которых соединен со звеньями цепи жестко, а второй посредством упора,Кроме того, поставленная цель достигается тем, что приводы конвейера 5 Оперемещения поперечных планок, конвейеразахвата и Фиксации продольныхпланок и обоих досылателей выполненыв виде силовых цилиндров,На фиг. 1 показано предлагаемое дустрщйство, общий вид на фиг, 2 -разрез А-А на Фиг, 1 на Фиг, 3выносной элементна Фиг, 1 нафиг, 4 - нид Б на фиг, 3 на фиг, 5выносной элементна Фиг, 2 нафиг, б - устройство, вид в планена фиг, 7 - разрез В-В на Фиг. бна фиг, 8 - вид готового заполнителя(один из вариантов),Устройство состоит из станины 1,на которой смонтирован конвейер 2 перемещения поперечных планок, на зненьях цепи которого устанонлены башмаки 3, магазин 4 поперечных планок с механизмом 5 их подачи, выполненным в виде силового цилиндра, досылатель б с приводом 7, выполненных н виде силового цилиндра, пильный суппорт 8, выталкиватель 9 готовых изделий и накопитель 10 готовых уиэделий, На станине 1 установлен магазин11 с механизмом 12 подачи продольных планок и с двумя клиноре- менными подавателями 13, пильный суппорт 14, досылатель 15 с приводом 16, выполненный в виде силового цилиндра,На станине 1 на пересечении осей конвейера 2 и механизма 12 подачи установлен конвейер 17 захвата и Фиксации, на звеньях цепи которого за- крепленЫ башмаки 18 и механизм 19 запрессовки с приводом 20, выполненным в виде силового цилиндра со смонтированным на его штоке подпятником 21. Конвейер 2 имеет привод 22, выполненный в виде силового цилиндра, коннейер 17 - привод 23, выполненный в виде силовоо цилиндра, Магазины 4 и 11 снабжены механизмами загруэки, выполненными н виде вертикальнозакрепленных по его торцовым стенкамтранспортером 24, на тяговых органахкоторых установлены захваты 25, Выталкиватель 9 выполнен в виде размещенного в горизонтальной плоскостисилового цилиндра 26 с рычагами, причем их концы 27 шарнирно связаны состаниной 1, а концы 28 - с платформой 29. Механизм 12 подачи выполненв виде конвейера 30, иа тяговом органе которого закреплены упоры 31,привод 32 " в виде силового цилиндра,а башмаки 3 - в виде жестко заКрепленных на звеньях цепи уголков 33,имеющих пазы 34 для прохода пильныхдисков и Ч-образных подпружиненныхэлементов 35, одни концы которыхзакреплены на угольнике 33 жестко, адругие свободно; обеспечивающие прижим поперечных планок к вертикальнойплоскости угольника 33, Башмаки 18сделаны в виде Ч-образных подпружиненных элементов 36 и 37 соовтетстненно числу продольных планок, Конецэлемента 36 жестко закреплен на звене цепи, а смежный ему конец элемента, 37 свободно упирается н упор 38,размещенный в образованном меЖдуэтими элементами зазоре, Для обеспечения прижима планки толщина упорадолжна быть меньше минимальной толщины планки, Накопитель 10 представляетсобой направляющие 39 с собачками 40,фиксирующие вытолкнутое платформой29 готовое изделие.Устройство работает следующим образом,Механизм 5 подачи выталкивает поодной планке иэ нижнего ряда магазина 4, а досылатель б вводит вытолкнутые планки в башмаки 3, при этомконвейер 2 при помощи привода 22 синхронно с работой механизма 5 подачисмещает планки на один шаг, Дискипильного суппорта 8 производят выпиловку пазовв планках, которые продолжают продвигаться в зону действиямеханизма 19 эапрессовки, При выпиловке пазов в планках благодаря жесткой конструкции угольника 33.и пазов34 башмака 3 исключаетая вероятность1 скола или излома планки, Одновременно с разгрузкой магазина 4 производятразгрузку магазина 11 следующим образэ,Механизм 12 подачи своими упорами31 выталкивает нижний ряд планок поддиски пильного суппорта 14 для выниловки пазов в пакете, после чегодосылатель 15 заталкивает по однойпланке в башмаки 18 конвейера 17 сзаданным шагом, После накопления нанижней ветви конвейера 17 необходимо-.го количества планок для образова.ния решетчатого заполнителя подет=ник 21 выводит продольные планки изпазов башмаков 18 и запрессовываетих в поперечные планки, зафиксирован.-.ные в башмаках 3 в зоне механизма 19запрессовки, образуя при этом решетчатцй заполнитель (фиг. 8), перемещаемый конвейером 2 с башмаками 3 в эоиудействия выталкивателя 9, которыйсвЬими рычагами с платформой 29 выталкивает готовое иэделие в накопитель 10, освобождая при этом место,для следующего иэделия, которое Фиксируется в верхнем положении в направляющих 39 собачками 40.В связи с тем, что в непосредст.венной близости от накопителя долженбыть размещен и технологически связанпост по сборке щитовых или строи; тельных конструкций, необходимостьв автоматическом съемнике готовых иэ делий и в конвейере для транспортировки решетчатого заполнителя отпадает,Линия для изготовления решетчатогозаполнителя может собрать заполнителис разным количеством планок,Формула изобретения1. Устройство для изготовлениярешетчатого заполнителя пустотелых щитов, включакщее станину, на .которой смонтирован имеющий башмаки:конвейер перемещения поперечных планокс приводом, магазин поперечных планок с механизмом их подачи и досылателем с приводом, пильный суппорт,выполненный в виде силового цилиндра, механизм эапрессовки с магазином,который имеет механизм подачи про,- дольных планок и установлен перпендикулярно направлению подачи поперечных планок, выталкиватель готовыхизделий и накопитель, о т л н ч а ющ е е с я тем, что, с целью снижениятрудоемкости и повьзаения качества,магазин продольных планок снабжен 1 пильньаа суппортом, имеющим приводдосылателем и имеющим башмаки и привод конвейером захвата и Фиксациипродольных планок, механизм подачипродольных планок выполнен в виде 20 конвейера, магазины поперечных ипродольных планок снабжены механизмами загрузки, которые выполнены ввиде укрепленных на стенках магазинов вертикальных транспортеров с 2 захватами, башмаки конвейера перемещения поперечных планок выполненыи виде жестко смонтированных назвеньях цепи уголков с пазами дляпрохода пильных дисков и Ч -образныхподпружиненных элементов, один конец Зф которых жестко соединен с уголком,а второй обращен к вертикальной поверхности уголка, прн этом башмакиконвейера захвата и Фиксации продольных планок выполнены также в виде-образных подПружиненных элементов,один конец которых соединен со звеньями цепи жестко, а второй посредством упора,2, Устройство по п,1, о т л ич ающе е с я тем, чтоприводы конвейера перемещения поперечных планок, конвейера захвата и Фиксации продольных планок и обоих досылателей вьиолнены в виде силовых цилиндров,1Источники инФормации,принятые во внимание прн экспертизе1, Авторское свидетельство СССРР 506501, кл, В 27 Э 1/06, 1974Заказ лиал ППП "Патент", г, Ужгород, ул, Проектная, 4ф О/29 ВНИИПИ Го по дел 113035, Москраж 52 дарств иэобрЖПодписноеного комитета СССРений и открытнй .Раушская наб д,
СмотретьЗаявка
2885584, 28.12.1979
КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО "СТРОЙИНДУСТРИЯ"
КИЧУЛКИН ВИКТОР АЛЕКСЕЕВИЧ, ХАДЖАЕВ ОЛЕГ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B27D 1/06
Метки: заполнителя, пустотелых, решетчатого, щитов
Опубликовано: 30.08.1981
Код ссылки
<a href="https://patents.su/6-859155-ustrojjstvo-dlya-izgotovleniya-reshetchatogo-zapolnitelya-pustotelykh-shhitov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для изготовления решетчатого заполнителя пустотелых щитов</a>
Динамометрический башмак для подъемников с жесткими направляющими

Номер патента: 312816
Опубликовано: 01.01.1971
Авторы: Алифанов, Иоффе, Мирский, Тюрин
МПК: B66B 13/14
Метки: башмак, динамометрический, жесткими, направляющими, подъемников
...например, с двумя симметрично расположенными относительно центра 20 ее поперечными пазами, образующими утоньшения, выполняющие функции плоских упругих шарниров.Утоньшения обеспечивают податливостьконцов пластины, контактирующих с силоиз мерительньпи элементами. В этом случаецентральная часть пластины между утоньшениями жестко крепится к вкладышу.Силоизмерительный элемент выполнен в виде стержня со сферическими торцави, на ко тором наклеены вдоль оси тензодатчики 8, Силоизмер:тельный элемент установлен перпен 312816дикулярно к гибкой пластине и шарнирно закреплен одним концом к ней, а другим концом - к вкладышу башмака.Тензодатчики каждых двух силоизмерительных элементов, контактирующих с одной гибкой пластиной б, включаются в...
Скребковый конвейер для цилиндри-ческих деталей

Номер патента: 818980
Опубликовано: 07.04.1981
Авторы: Архипов, Афанасьев, Рокачевский
МПК: B65G 19/22
Метки: конвейер, скребковый, цилиндри-ческих
...переменную высоту, увеличивающуюся от одного конца скребка к другому, причем смонтированы скребки на тяговых це пях 1 таким образом, что направление среза каждого направлено в противоположную сторону в отношении к соседнему скребку.Трасса конвейера имеет наклонный участок 6, в верхней части которого на металло конструкции 3 установлен гибкий сбрасыватель 7.На нижней горизонтальной трассе конвейера и металлоконструкции 3 закреплены загрузочные гравитационные лотки 8, на 20 верхней трассе в местах проемов настила 5 - отводные гравитационные лотки 9. Конвейер содержит также приводную 10 и натяжную 11 станции.Работает конвейер следующим образом. 25 Преимущественно цилиндрические детали типа валиков, втулок, стаканов длиной до и более трех...
Продольный конвейер

Номер патента: 1167126
Опубликовано: 15.07.1985
Автор: Богачев
МПК: B65G 17/32, B65G 47/38
Метки: конвейер, продольный
...при помощи втулок 3 на каретке 4 подвижно с возможностью поперечного смещения по обе стороны от тягового органа 5. Каретка 4 смонтирована на катках 6 и жестко прикреплена к тяговому органу 5 стремянками 7. Поворотный рычаг 1 установлен на упоре 2 на оси 8 и зафиксирован от опрокидывания защелкой 9. Седло соединено с кареткой 4 упругими элементами, например пружинами 10.Лесоматериалы (сортименты, бревна) подаются поштучно на седла траверс, которые перемещаются вдоль фронта складирования на катках 6. После подачи команды на сброс бревна в лесонакопитель 67126 срабатывает ударный механизм, который открывает защелки 9, и бревно скатывается по откинутым поворотным рычагам 1 в лесонакопитель.При загрузке и транспортировке бревно занимает...
Устройство управления передачей лесоматериалов с поперечного транспортера на продольный

Номер патента: 939363
Опубликовано: 30.06.1982
Автор: Киляков
МПК: B65G 47/00
Метки: лесоматериалов, передачей, поперечного, продольный, транспортера
...полюсом источника питания и обмоткой реле-повторителя Р.В исходном состоянии устройства замыкающие контакты всех датчиков замкнуты, реле-повторитель включен, транспортеры работают. При этом реле Р и Рт обесточены, а реле Р 3 находится в сработанном состоянии.Пусть данный лесоматериал имеет минимальную длину и предельно смещен в сторону, обратную направлению продольного перемещения. При его движении в поперечном направлении датчик 4 Д перекрывается, в результате чего срабатывает реле Р первого блока реле и своим контактом подготавливает цепь включения реле Р. После прохождения лесоматериала мимо датчика 4 Д его замыкающий контакт замыкается, реле Р срабатывает, замыкающим контактом встает в режим памяти (самоблокировки), а...
Устройство для поперечной передвижки участков конвейера

Номер патента: 1330053
Опубликовано: 15.08.1987
Автор: Ходак
МПК: B65G 47/32
Метки: конвейера, передвижки, поперечной, участков
...перпендикулярном движению К 16. Пневмоцилиндром 24 Т 1 перемещается в крайнее положение, а Т 5 выводится за габарит К 16 для ремонта при одновременном вводе в него Т 25, Выключением пневмопривода 14 Р б возвращается в верхнее положение. 3 ил,2ной со штифтами 19 тяговой цепи 20, а подвижные пальцы 21, взаимодействуя с направляющими 22, и Г-образные упоры 23 грузонесущей тележки 15 фиксируют механизм сцепления в определенном заданном положении. На направляющих 4 дополнительного участка выкатной тележки 1 находится отремонтированная грузовая тележка 25.Устройство работает следующим образом.При нормальной работе вертикально-замкнутого конвейера6 его грузонесущие тележки 15, сцепленные с тяговой цепью 20, перемещаются по...
Предыдущий патент: Ленточная пила для продольной распиловки древесины вдоль волокон
Следующий патент: Гвоздезабивное устройство
Случайный патент: Пьэзоэлектрическое устройство