Способ контроля ошибок изготовлениястатора вращающегося трансформатора
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 851662
Автор: Гурьев
Текст
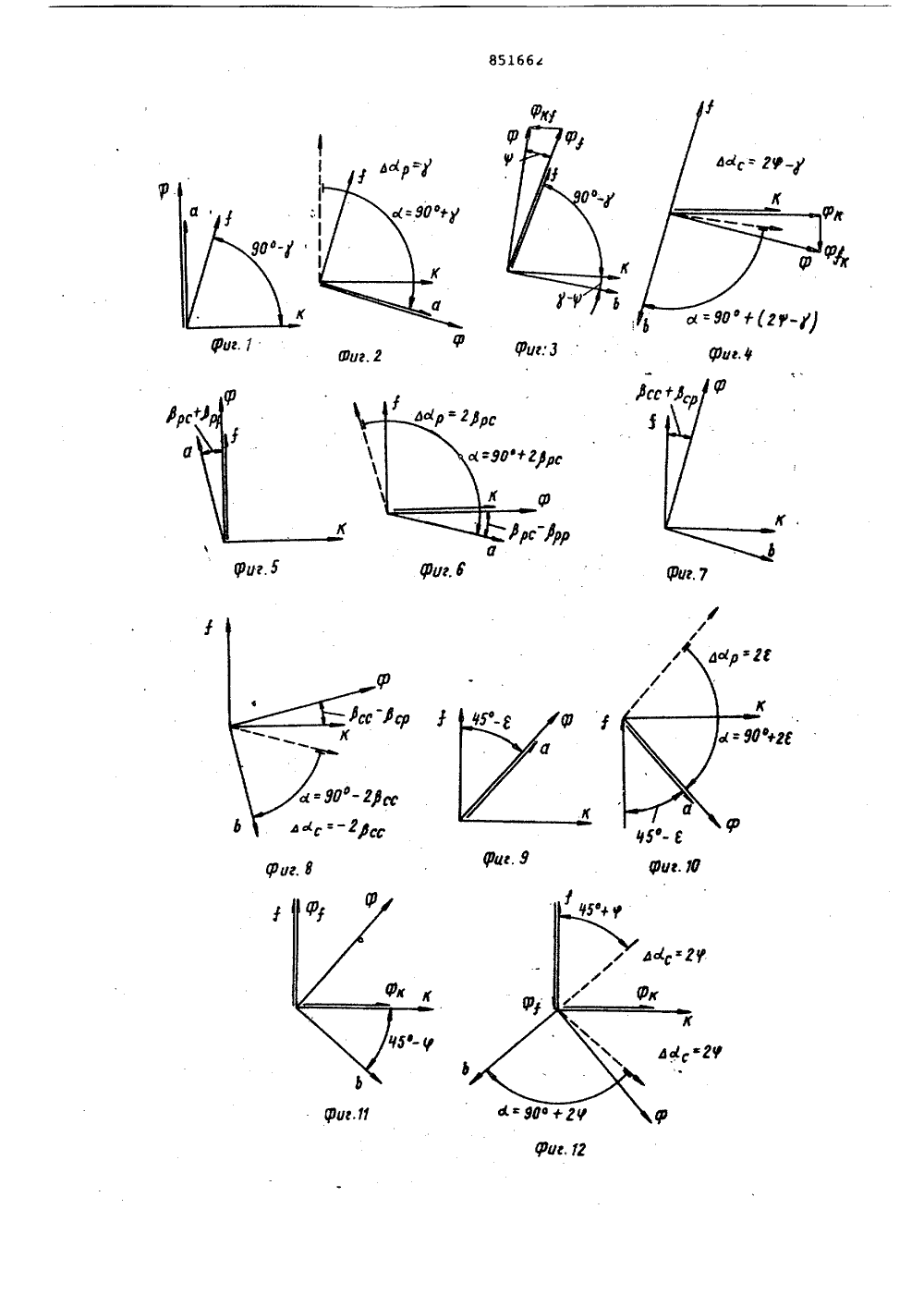
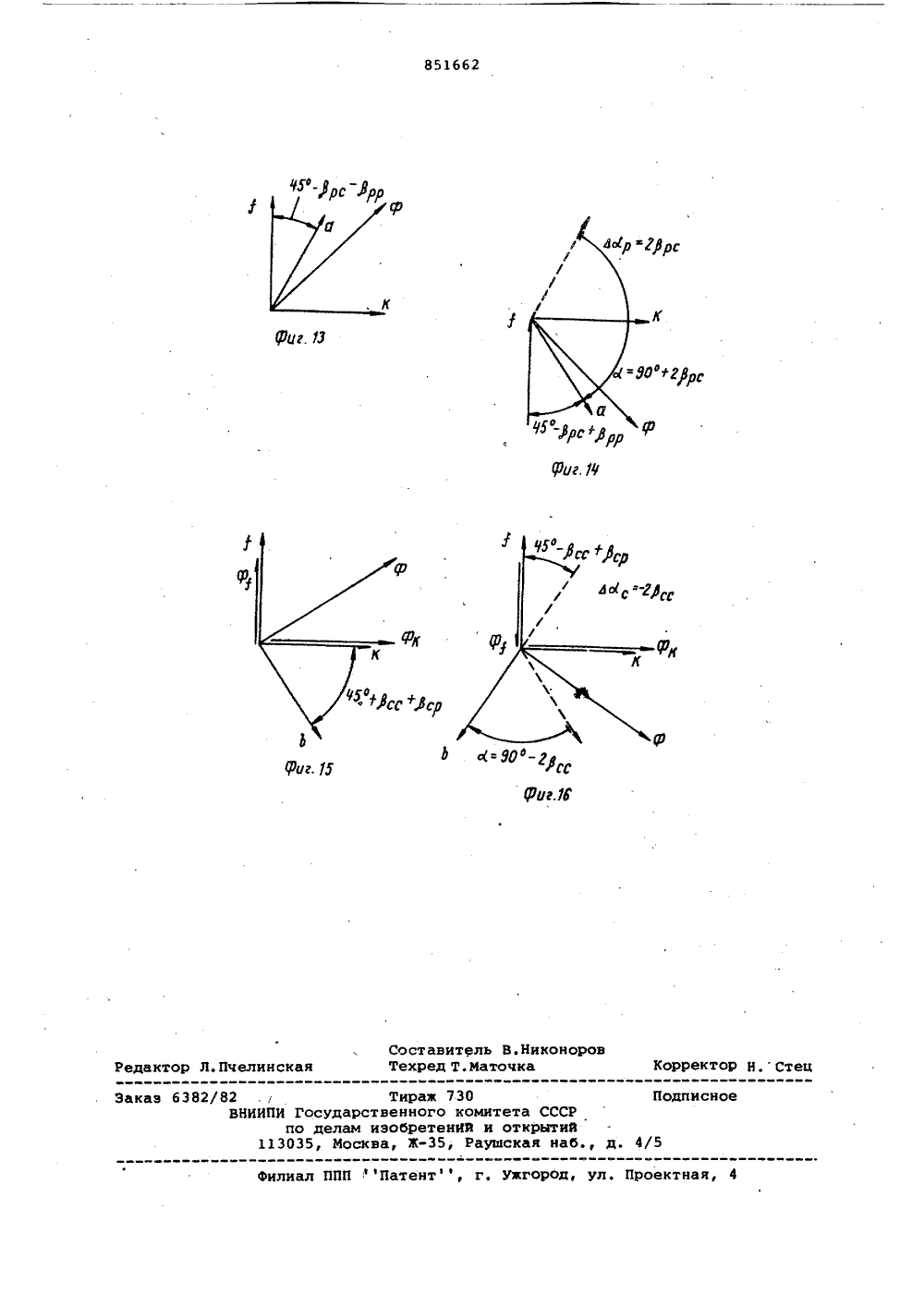
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советскигг Социалистических Респубанк(51)М, Кл, н 02 к 15/00 гвеуааретвеквыгг кеиятет СССР во аелаи изебретеннй я юткрытнгг(54 у СПОСОБ КОВТРОЛЯ ОШИБОК ИЗГОТОВЛЕНИЯ СТАТОРА ВРИЩЯОЩЕОСЯ ТРАНСФОРМАТОРА Изобретение относится к электрическим машинам, а именно к контролю ошибок изготовления узлов электрических майин типа вращающегося трансформатора(ВТ).Известны способы контроля ошибок изготовления узлов машины статора и ротора в процессе ее производства по видам ошибок: неправильность укладки обмотки в пазы, неравномерность. магнитной проводимости сердечников, наличие КЭ-витков. Для контроля неправильности укладки н наличия КЗвит ков используется способ и устройство, с применением вспомогательного П-образного индуктора Ц . Для контроля неравномерности магнитной проводимости узлов машины, например статора, используется способ и устройство с применением техно логического узла, например, ротора, создающего магнитный поток, соответствующий потоку контролируемого узлав собранной машине 121.Однако применение указанных способов контроля отдельных вггдов ошибок изготовления машин типа вращающегося трансформатора малоэффективно из-за низкой точности этих способов,особенно для контроля ошибок изготовления обмотки,Известно, что .из-за технологических ошибок изготовления магнитопровода и обмоток вращающегося трансформатора значения коэффициентов трансФормации и положения осей обмотокпоследнего отличаются от расчетныхзначений. Величина отклонения является показателем качества изготовления ВТг его оценивают пд отклонениюугловых положений ротора, соответствующих манимальным сигналам с вйход-.ных обмоток при заданном напряжениипитания, от расчетных угловых положений. угловое положение ротора ВТ,соответствующее минимальному сигналус выходных обмоток при заданном напряжеиии питания, называют нулевой точкой, а разность Фактических и расчетных значений нулевых точек называютасимметрией нулевых точек. При конт"роле ошибок изготовления статора ВТпутем подключения к источнику питанияобмотки возбуждениявспомогательногоротора и замыкания квадратурной обмотки ротора в статоре создают магнитное поле, по величине и распределению соответствующее, его рабочемуЗЧ магнитному полю, измеряют последовательно угловые положения ротора,соответствующие минимальным сигналам с выходных обмоток статора, и поотклонению угловых положений ротораот расчетных величин делают заключение об ошибках изготовления статора 3 .Контроль статора ВТ рассмотреннымспособом позволяет оценить его ошибки изготовления, однако результатносит обобщенный характер, так какопределяет сумму ошибок изготовленияобмоток и магнитопровода статораи,следовательно, укаэанный контроль может быть использован для проверки,например, правильности изготовленияобмотки статора только в случае, если составляющая ошибок за счет неравномерности проводимости магнитопровода проверена каким-то другим способом, и она относительно невелика. Таким образом, по результатам контроля 20этим способом сложно установить видошибки изготовления статора ВТ, в тоже время значение составляющих ошибок от неточности изготовления магнитопровода и неточности изготовленияобмотки статора позволяет оперативно решать вопросы по устранению этихошибок в процессе изготовления, Оченьважно обнаружить, а затем и устранить ошибки изготовления обмотки Осразу после ее укладки в пазы сердечника, так как в противном случае(при наличии ошибок изготовления об"мотки) приходится браковать готовыйстатор ВТ, поскольку статор с пропитанной обмоткой ремонту не подлежит,Наиболее близок к предлагаемомупо технической сущности способ контроля ошибох изготовления статора1вращающегося трансформатора путем .создания в статоре магнитного поля, 40по величине и распределению соответствующего его рабочему магнитному полю,при подключении к источнику питанияобмотки возбуждения вспомогательногоротора и замыкании квадратурной обмотки ротора, последовательного измерения угловых положений ротора,соответствующих минимальным сигналам с первой обмотки статора, второйобмотки статора и последовательносоединенных сначала согласно, затемвстречно обмоток статора, Для выделения ошибок изготовления обмоток иэобщей ошибки повторяют измерения уг"ловых положений ротора при повышенной частоте питания, а ошибки иэготов-Ылений обмоток определяют. по разностирезультатов замеров углссвых положенийпри повышенной и номинальной частотах питания 4,Однако высокая точность контроля )Оэтим способом достигается только нрнопределенном и стабильном отношенияактивной и индуктивной составляющихвходного сопротивления обмоток вспомогательного ротора, определенном щ и стабильном отношении частот питающих напряжений, обеспечить которые в заводских условиях трудно. В частности, например, нестабильность отношения активной и индуктивной сос-. тавляющих входного сопротивления обмоток вспомогательного ротора определяется технологическим допуском )на обработку внутреннего диаметра сердечника статора, который достигает 20 и более от величины рабочего воздушного зазора. Указанное обстоятельство усугубляется тем, что по известному способу ошибка укладки обмотки статора оценивается по, разности двух больших велнчин. Это связано с тем, что обмотка укладывается, как правило, в пазы предварительно обработанного сердечника статора, который имеет величину ошибок изготовления сердечника в несколько раз больше, чем величина технологически допустимых ошибок этого типа для окончательно обработанного сердечника. Результат контроля ошибок изготовления статора известным способом зависит не только от ошибок изготовления собственно обмотки (ошибки укладки обмотки и наличие КЗ-витков), но и наличие КЗ-витков в сердечнике статора, что снижает точность и чувствительность контроля, поскольку ошибки обмотки статорауверенно можно контролировать только с определенного уровня, соответствующего ошибкам за счет наличия КЗвитков в сердечнике,Цель. изобретения - повышение точности выделения ошибки обмотки приизготовлении статора ВТ дпя ее оперативного устранения,Поставленная цель достигаетсятем, что дополнительно путем последовательного подключения к источнику питания второй обмотки статора при закороченной первой обмотке статора, подключения первой обмотки статора при эакороченной второй обмотке статора и одновременного подключения обмоток статора сначала одноименными, затем разноименными входами создают в статоре магнитное поле, по величине и распределению ссответствующее его рабочему магнитному полю, измеряют угловые положения ротора, соответствующие минимальному напряжению на квадратурной обмоткеротора, а по сумме отклонений угловых положений рстора от расчетных, соответсгвующих питанию со стороны статорных обмоток и со стороны обмотки возбуждения ротора, делают заключение об ошибках изготовления обмоток статора.Так как при изменении режима включения обмоток составляющая результата контроля от ошибок изготовления иагннтопровода статора ВТ остается постоянной по величине, но изменяется по знаку, а составляющая результата контроля от ошибок укладки обмотки не изменяется, сумма результатов контроля, соответствующих различным режимам включения пропорциональна составл-,ющей ошибок укладки обмотки.Ф3На Фиг,1 - 4 изображено положениеосей магнитного потока и осей обмотокдля случая ошибок укладки обмоток на Фиг.5 - 8 - то же, для случая неравномерности магнитной проводимости сердечников и наличия КЗ-витков; на фиг.9 - 12 - то же, при контроле ошибок изготовления статора, вызывающих неравенство коэффициентов трансформации и связанных с ошибкой укладки обмоток; на фиг.13 - 16 - то же, при контроле ошибок изготовлениястатора, вызывающих неравенство коэффициентов трансформации и связанныхс неравномерной магнитной проводимостью сердечников и наличием КЗ-витков.На фиг.1 - 16 обозначеног аобмотка возбуждения ротора, Ь - квадратурная обмотка ротора, Е - перваяобмотка статора, Е - вторая обмоткастатора, ас- угол поворота ротора относительно статора, ф - результирую щий магнитный поток, Фц, Ф - соответственно магнитные потоки обмотокЫ к й,да(,да(р - отклонение угловогоположения ротора от расчетного припитании соответственно со стороныстатора и ротора, Е, 9 - углы,характеризующие смещение магнитногопотока от расчетного положения засчет неравенства чисел витков статорных обмоток соответственно припитании со стороны ротора и статора,-угол, определяющий неперпендикулярность статорных обмоток за:счет ошибок укладки последних,Фкф - дополнительные магнитныепотоки обмоток Е и й, направленныепо их осям и возникающие соответственно при наличии потока Ф обмоткий и потокафк обмо ки )с, М - угол,характеризующий смещение магнитногопотока .обмотки статора Г или я засчет дополнительного потока фу или ф 1 к ф сс Р ср - углы, характеризующиепри возбуждении со стороны статорасмещение магнитного потока за счетнеравномерности магнитной проводимости сердечников и наличие КЗ-витков соответственно статора и ротора,- углы, характеризующие прквозбуждении со стороны ротора смещение магнитного потока за счет неравномерности магнитной проводимостисердечников и наличия КЗ-витков соответственно статора и ротора.Рассмотрим раздельно контрольныеоперации для случая неперпендикулярности статорных обмоток и неравенст,ва коэффициентов трансформации. При контроле ошибок изготовления статора, вызывающих неперпендикулярность его обмоток, напряжение. питаниявключают сначала на обмотку а, обмотку Ь закорачнвают и находят угловыеположения ротора, при которых напряжение минимально на обмотке 1 (начальное положение), а на оомоткеЮ - положение 90 (фиг.1, 2, 5 и 6).Затем находят минимальное напряжение 1 О на обмотке Ь при подаче напряженияпитания на обмотку Й н замыкании обмотки М (Фиг.З и 7) - нулевое положение, при подаче напряжения питания на обмотку Е и замыкании обмотки Е (фиг.4 и 8) - положение 90 д,Суммарный результат контроля ошибок изготовления статоравызывающих неперпендикулярность его обмоток, равенЕда(, +Еда( =йр+2 -2.(ьО)С учетом пропорциональности между током и создаваемым им магнитнымпотоком в обмотках статора на осноЯ вании решения уравнений токов можнозаписать) + Юес1 с эсЗр где с2 щс - соответственно сопро;тивления потерь к намагничивания обмотокстатора.Поскольку площадь пазов ротора иЗстатора ВТ обычно равны, допускаем,что углыэа счет неравномерностимагнитной проводимости сердечников(сс(н) ф (рай) и за счет наличияКЗ-витков ( 5 сскь) к Ррс(къ) ) Рав- .ны,40 Таким образом, с учетом соотношения (1) и (2) результат контроляошибок изготовления статора, вызывающих неперпендикулярность его обмоток, равен4Еда(. +ЕдА =2 Ч=Хуйе(3)1 с ьсСледователь но , результат контроляя здесь 3 авкскт только от ошибок укладки обмотки статора к не э ависит отналичия КЗ -вктков и неравномерностимагнитной проводимости его сердечника .ФПри контроле ошибок изготовлениястатора, вызывающих неравенство коэфФициентов трансформации, напряжениепитания включают сначала иа обмот.ку а, обмотку в эакорачивают к нахо 46 дят угловые положения ротора, прикоторых напряжение минимально насоединенных встречно обмотках Ю и1(положение 459 к на соединенных согласно обмотках Ю и К(положениеИ 135 О), затем находятмнимальное нап-.ряжение на обмотках Ь при подаче напряжения питания на одноименные зажимы обмоток й и )с (положение 45 ) и прй подаче напряжения питания на разноименные зажимы обмоток Е и )с (пот(ожение 135).Положение осей магнитного потока и осей обмоток для указанных контрольных операций соответственно изображены на фиг.9 - 12 для случая ошибок укладки обмоток, на Фиг.13 - 16 для случая неравномерности магнитной проводимости сердечников и наличия КЗ-витков.Суммарный результат контроля ошибок изготовления статора, вызывающих неравенство коэффициентов трансфор мацки его обмоток, равенЕВд с+ БЬАТ =2 Е+2+2 Ррс асс И)Углы Ррс и ос здесь также, как Щ в случае контроля неперпендикулярности обмоток, равны.На основе геометрических соотношений (фиг.9 - 12), с учетом угла 6,; характеризующего неравенство чисел витков обмоток статора, имеемЧ=Ейе1 с+2 тсТаким образом, результат контроля ошибок изготовления статора, вызывающих неравенство коэффициентов трансформации его обмоток, равен 35Ъс(р,.ф(.с =)ЕР.е1 С мсСледовательно, результат контроля 40 здесь зависит только от ошибок укладки обмоток статора и не зависит от наличия КЗ-витков и неравномерности магнитной проводимости его сердечника. 4Предлагаемый способ по сравнению с известным обеспечивает более высокую точность контроля, не увеличивая при этом его трудоемкости. В отличие от известного способа здесь контроль может осуществляться при широком диапазоне изменения частоты питающего напряжения, здесь нет ог-раничений по величине и стабильности отношения активной и индуктивной составляющих входного сопротивления обмоток вспомогательного ротора, а результат контроля не зависит от наличия КЗ-витков 8 сердечнике статора.формула изобретенияСпособ контроля ошибок изготовления статора вращающегося трансформатора путем создания в статоре магнитного поля, по величине и распределению соответствующего его рабочему магнитному полю, при подключении к источнику питания обмотки возбуждения вспомогательного ротора и замыкания квадратурной обмотки ротора, последовательного измерения угловых положений ротора, соответствующих ми. нимальным сигналам с первой обмотки статора, второй обмотки статора и последовательно соединенйых сначала согласно, а затем встеречно обмоток, статора, о т л и ч а ю щ и й с я тем, что, с целью повышения точности выделения ошибки обмотки при изготовлении статора для ее оперативного устранения, дополнительно путем последовательного подключения к источнику питания второй обмотки статора при закороченной первой обмотке статора,подключения первой обмот" ки статора при замороченной второй обмотке статора и одновременного подключения обмоток статора сначала одноименными, затем разноименными входами создают в статоре магнитное поле, по величине и распределению соответствующее его рабочему магнитному полю, измеряют угловые положения ротора, соответствующие мини" мальному напряжению на квадратурнойобмотке ротора, а по сумке отклонений угловых положений ротора от расчетных, соответствующих питанию со стороны статорных обмоток и со сто-, роны обмотки возбуждения ротора, суцят об ошибках изготовления обмоток статора.Источники инФормации,принятые во внимание при экспертизе1. Авторское свидетельство СССР ;В 140892 кл, 6 01 Я 31/06, 1962.2. Авторское свидетельство СССРФ 183892, кл. 6 01 В 33/02, 1964.3. Гост 14000-68,4. Авторское свидетельство ГССРпо заявке В 2425538, кл. Н 02 К 15/06,1978.(Риг. 73 фи Составитель В.НиконТехред Т. Маточка Корректор Н Редактор Л.Пчелинска Подписное каз 638 илиал ППП фПатент, г. Уигород, ул, Проектная,2 Тираз 730ВНИИПИ Государственного комипо делам изобретений113035, Москва, Ж, Ра
СмотретьЗаявка
2860793, 29.12.1979
ПРЕДПРИЯТИЕ ПЯ М-5904
ГУРЬЕВ АНАТОЛИЙ ПЕТРОВИЧ
МПК / Метки
МПК: H02K 15/00
Метки: вращающегося, изготовлениястатора, ошибок, трансформатора
Опубликовано: 30.07.1981
Код ссылки
<a href="https://patents.su/6-851662-sposob-kontrolya-oshibok-izgotovleniyastatora-vrashhayushhegosya-transformatora.html" target="_blank" rel="follow" title="База патентов СССР">Способ контроля ошибок изготовлениястатора вращающегося трансформатора</a>
Способ испытания витковой и корпусной изоляции обмоток неявнополюсных роторов с демпферной обмоткой электрических машин переменного тока

Номер патента: 531103
Опубликовано: 05.10.1976
Авторы: Бессуднов, Дроздов, Орехов, Топалов
МПК: G01R 31/02
Метки: витковой, демпферной, изоляции, испытания, корпусной, машин, неявнополюсных, обмоткой, обмоток, переменного, роторов, электрических
...той же, но второй конец испытуемой обмотки не заземляют, а роль заземления выполняет место дефекта изоляции 4,Измерение уровней импульсного поля испытуемой обмотки осуществляют с помощью индукционного датчика 5 ориентируемого относительно обмотки ротора как показано на фиг. 1 и 3 и полупроводниковой преобразовательно-измерительной схемы (фиг. 3),Основная волна импульсного тока существует вдоль всей обмотки и определяется полной индук. гивностью испытуемой обмотки и параметрами раз. рядной цепи генератора импульсных напряжений и остается неизменной по форме вдоль всей длины обмотки. Высокочастотные колебания, имеющие место на фронте основной волны тока (кривая 6 на фиг. 2), по мере приближения к заземленному концу затухают и в...
Способ укладки обмотки на т-образные полюса ротора электрической машины

Номер патента: 610251
Опубликовано: 05.06.1978
Авторы: Егоров, Иванов, Румянцев, Черевацкий, Чжен
МПК: H02K 15/06
Метки: обмотки, полюса, ротора, т-образные, укладки, электрической
...пространство полюса для укладки обмотки, что приводит к увеличениювеса и габаритов машины, укладка обмотки по виткам и необходимость ееперемещения по полюсу для закрепленияЬ -образных элементов не позволяют.создать надежную витковую и корпуснуюизоляцию,Целью изобретения является повышение производительности и повышениекачества.Указанная цель достигается тем,что катушки целиком надевают на поса ротора и деформируют до плотногоприлегания к боковым поверхностям полюсов в пазовой части.На фиг, 1 показан ротор с катушкойв рабочем положении,. продольный разрез; на фиг. 2 - вид А фиг. 1; нафиг. 3 - вид .Б фиг. 1,Укладка катушки на полюса осуществляется следующим образом.Катушки 1, изготовленные заранеена шаблоне с нанесенной витковой...
Устройство для испытаний обмоток короткозамкнутых роторов

Номер патента: 1525627
Опубликовано: 30.11.1989
Авторы: Акопян, Ахмедов, Цветиков, Шелконогов
МПК: G01R 31/06, H02K 15/00
Метки: испытаний, короткозамкнутых, обмоток, роторов
...На датчике 7 тока появляется напряжение, пропорциональное току в цепи. Напряжение с выхода датчика 7 тока через усилители 8 и 9 поступает на выпрямители 10 и 11, один из которых детектирует поло 55 жительнук полуволну напряжения, а другой - отрицательную. Выпрямленные напряжения поступают на Фильтры 12 и 13, на выходах которых появляются постоянные напряжения, пропорциональные амплитудам полуволн напряжения датчика 7 тока. Выходные сигналы сравниваются в блоке 14 сравнения, их разность Фиксируется индикатором 15, При отсутствии подмагничивания датчи" ка 5 постоянным током индикатор 25 Фиксирует отсутствие выходного сигнала. От источника 1 подводят постоянный ток к узлам 3. 8 блоке 14 сравнения выделяется разность напряжений,...
Способ укладки витков при смотке катанки в большегрузные бунты

Номер патента: 533419
Опубликовано: 30.10.1976
Авторы: Алексеев, Березуев, Иводитов, Калоша, Каракин, Проскуряков, Смирнов, Старченко, Фетисов, Черненко
МПК: B21C 47/02
Метки: большегрузные, бунты, витков, катанки, смотке, укладки
...В, Яковлева и В. ДодРедактор Н. Суханова ж 1077а Министроытийаб., д. 415 Изд.1692 Ти Государственного комитета Совпо делам изобретений и отк 13035, Москва, )К, Раушская аказ 2263/6ЦНИИ ПодписноР Типография, пр. Сапунова, 2 Формул а изобретения Способ укладки витков при смотке катанки в большегрузные бунты путем упорядоченной укладки по спирали сматываемых витков в бунты от периферии к центру и от центра к периферии, отличающийся тем, что, с целью повышения качества намотки бунта, укладку витков от центра бунта к периферии и от периферии к центру производят с различным шагом спирали, при этом отношение шага при намотке от центра к периферии к шагу намотки от периферии к центру состав ляет 4 - 12,5,Источники информации, принятые во...
Способ укладки витков при смотке катанкив большегрузные бунты

Номер патента: 793678
Опубликовано: 07.01.1981
Авторы: Алексеев, Березуев, Иводитов, Калоша, Павлов, Старченко, Стахно, Фетисов, Цыбанев, Черненко
МПК: B21C 47/02
Метки: большегрузные, бунты, витков, катанкив, смотке, укладки
...катанки с размоточных устройств. 15 изобретения - улучшить разматыза счет устранения западения витков ального диаметра последующего слоя ки минимального диаметра предыдулоя,достигается тем, что укладку витков увеличивая диаметр внутренних витждого последующего слоя не менее два диаметра катанки.фиг. 1 показан график распределения по диаметру в слоях бунта; на фиг. же, в предлагаемом способе.редлагаемому способу формирование осуществляется несимметричной укитков по спирали при намотке от периферии и от периферии к центладкои вцентра кРУОтношение абсолютных величин приращения радиусов кривизны спирали при на. мотке от центра к периферии и от периферии к центру находится в пределах от 0,08 - 0,25. При этом формирование каждого...
Предыдущий патент: Устройство для теплового контроляэлектроаппарата
Следующий патент: Способ изготовления ротора магнито-электрической машины
Случайный патент: Герметичный кабельный ввод