Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 732109
Авторы: Кочка, Медалье, Михайлович, Петухова, Распопов



Текст
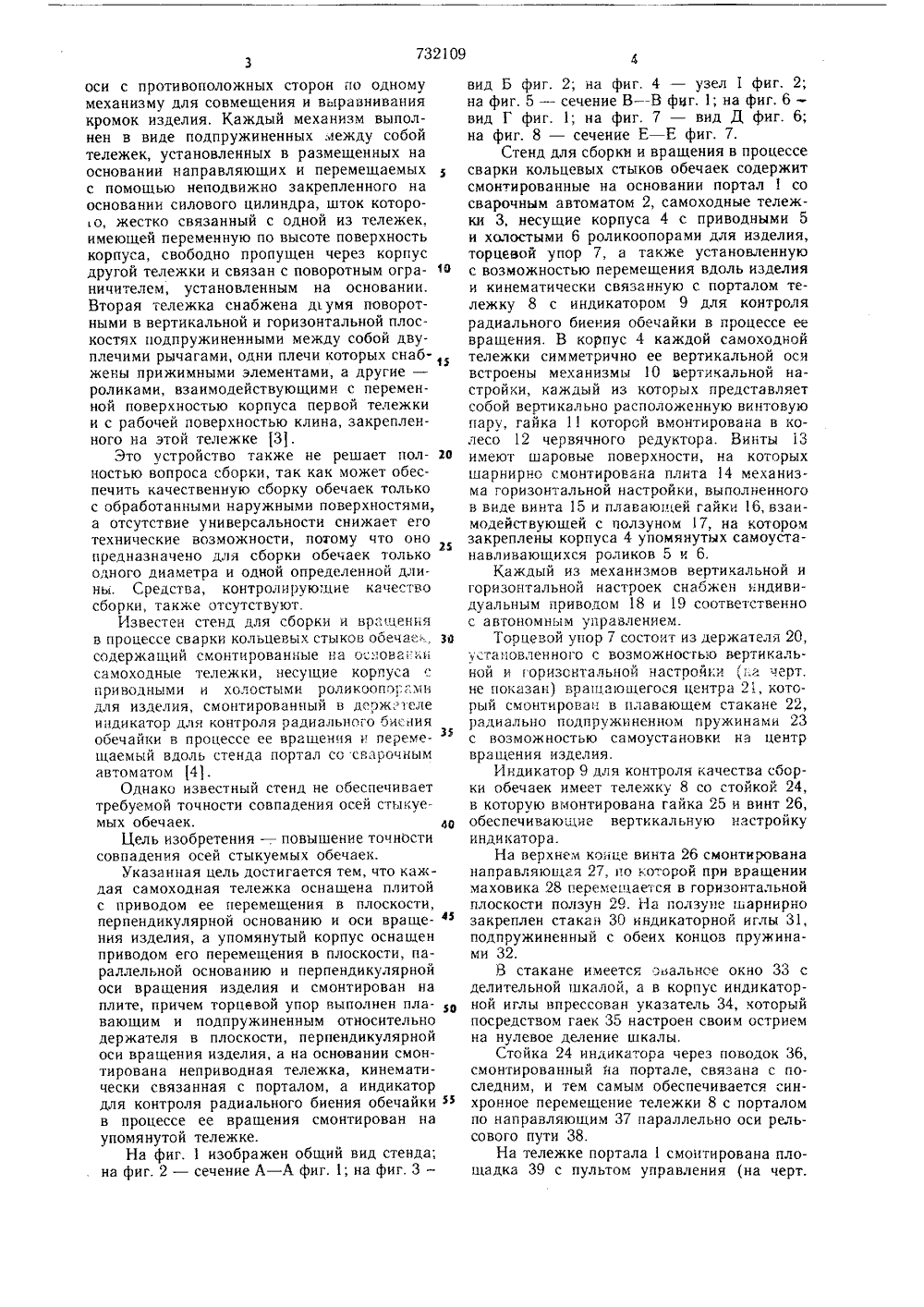
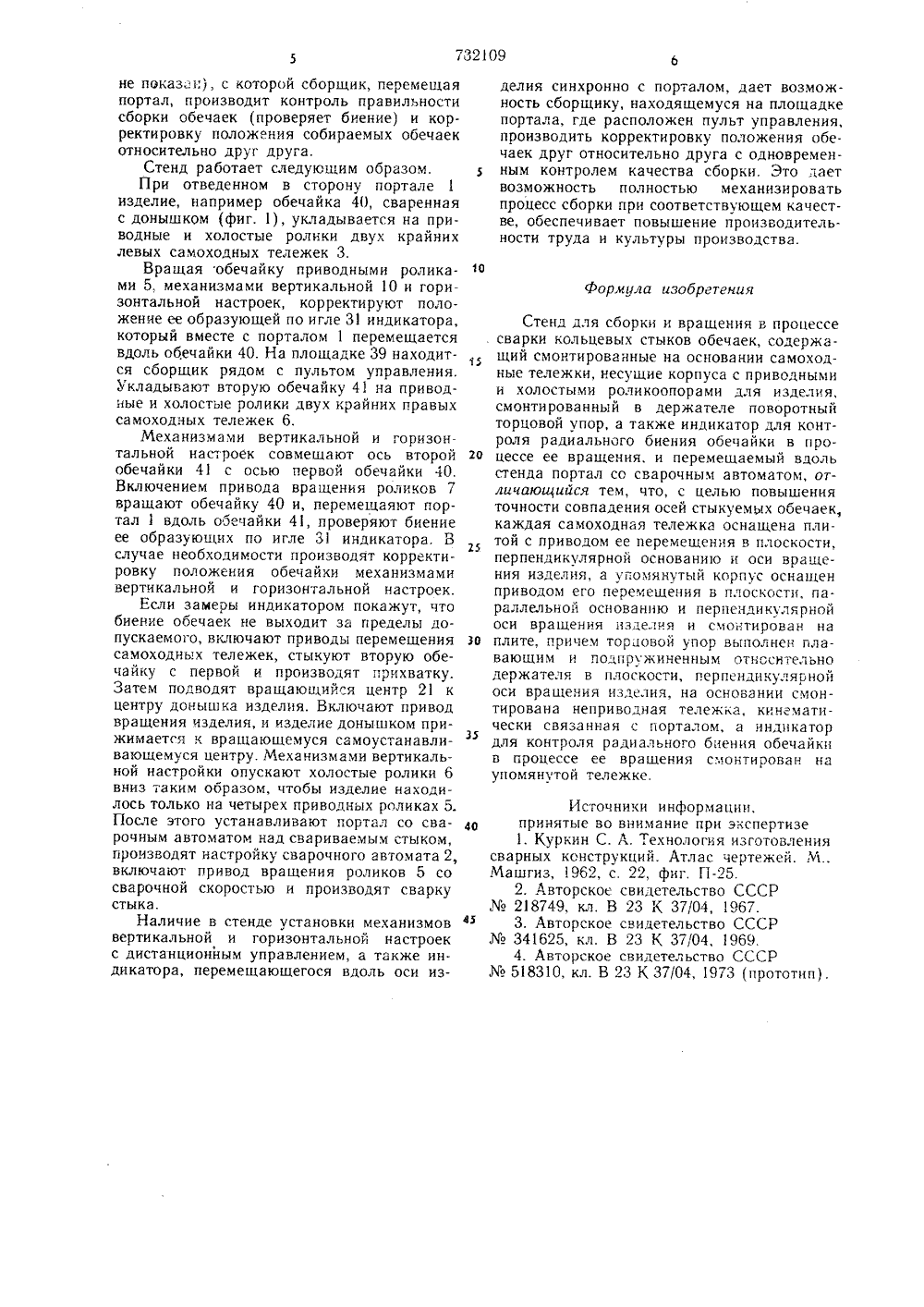
ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик(51) М. Кл,2 В 23 К 37/04 Государстеенный комитет Опубликовано 05.05.80. Бюллетень 17Дата опубликования описания 09.05.80(53) УДК 621 791 .039 (088.8) по делам изобретений н открытийВсесоюзный проектно-конструкторский и технологический институт атомного машиностроения и котлостроения(54) СТЕНД ДЛЯ СБОРКИ И ВРАЩЕНИЯ В ПРОЦЕССЕ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ОБЕЧАЕКИзобретение относится к сварочной технике и может быть использовано в атомном и нефтехимическом машиностроении, а также котлостроенин. В частности, изобретение относится к конструкции стенда для сборки и вращения в процессе сварки кольцевых стыков обечаек.В настоящее время сборка под сварку цилиндрических емкостей из отдельных обечаек производится на роликовых стендах. На роликовые опоры укладываются обечайки, но совмещение кромок отдельных обечаек с необработанной наружной поверхностью и выравнивание оси изделия производится вручную с помощью наварки на наружную поверхность обечгек по периметру стыка специальных кронштейнов с винтовыми парами и последующей их затяжкой. Контроль качества сборки производится с помощью линейки или струны, натянутой параллельно образующей одной из обечаек 11.Процесс такой сборки очень трудоемок, а при больших диаметрах изделий небезопасен, так как сборщикам приходится работать на большой высоте.Поэтому вопрос механизации сборки цилиндрических емкостей под сварку с ио 2следующим контролем качества сборки до прихватки изделий весьма актуален.Известен целый ряд устройств, предназначенных для сборки под сварку кольцевых швов цилиндрических изделий. Например, известен станок для сборки обечаек, выполненный в виде самоходной тележки, на которой установлены йриводное устройство для перемещения одного стыкуемого изделия к другому. В состав устройства входят центраторы, выполненные подвижными в осевом 10 направлении по отношению друг к другу.С целью калибровки изделия в зоне стыка в цепь привода каждого центратора введена муфта предельного момента, обеспечивающая передачу на башмаки центраторов заданного усилия 21. Но такой станок обес 15печивает правильность стыковки только за счет калибровки изделия в месте стыка, а калибровка толстостенных обечаек невозможна, и, кроме того, станок не обеспечивает соосности обечаек, т. е. при необработанных 20 наружных поверхностях обечаек возможенизлом оси изделия.Известно также устройство для сборкипод сварку обечаек, которое содержит основание, несущее ложементы, и по продольнойоси с противоположных сторон по одномумеханизму для совмещения и выравниваниякромок изделия. Каждый механизм выполнен в виде подпружиненных между собойтележек, установленных в размещенных наосновании направляющих и перемещаемыхс помощью неподвижно закрепленного наосновании силового цилиндра, шток которо о, жестко связанный с одной из тележек,имеющей переменную по высоте поверхностькорпуса, свободно пропущен через корпусдругой тележки и связан с поворотным огра оничителем, установленным на основании.Вторая тележка снабжена д 1 умя поворотными в вертикальной и горизонтальной плоскостях подпружиненными между собой двуплечими рычагами, одни плечи которых снабжены прижимными элементами, а другие -роликами, взаимодействующими с переменной поверхностью корпуса первой тележкии с рабочей поверхностью клина, закрепленного на этой тележке 13,Это устройство также не решает пол- иностью вопроса сборки, так как может обеспечить качественную сборку обечаек толькос обработанными наружными поверхностями,а отсутствие универсальности снижает еготехнические возможности, потому что онопредназначено для сборки обечаек толькоодного диаметра и одной определенной длины. Средства, контролирую цие качествосборки, также отсутствуют.Известен стенд для сборки и вращенияв процессе сварки кольцевых стыксв обечае, исодержащий смонтированные на основагкпсамоходные тележки, несущие корпуса сприводными и холостыми роликоопорамидля изделия, смонтированный в дсрж;телеиндикатор для контроля радиального биснияобечайки в процессе ее вращения и переме- Зщаемый вдоль стенда портал со сварочнымавтоматом 141.Однако известный стенд не обеспечиваеттребуемой точности совпадения осеч стыкуемых обечаек.ЬОЦель изобретения - . повышение точностисовпадения осей стыкуемых обечаек.Указанная цель достигается тем, что каждая самоходная тележка оснащена плитойс приводом ее перемещения в плоскости,перпендикулярной основанию и оси вращения изделия, а упомянутый корпус оснащенприводом его перемещения в плоскости, параллельной основанию и перпендикулярнойоси вращения изделия и смонтирован наплите, причем торцевой упор выполнен пла- овающим и подпружиненным относительнодержателя в плоскости, перпендикулярнойоси вращения изделия, а на основании смонтирована неприводная тележка, кинематически связанная с порталом, а индикатордля контроля радиального биения обечайкив процессе ее вращения смонтирован наупомянутой тележке,На фиг. 1 изображен общий вид стенда;на фиг. 2 - сечение А - А фиг. 1; на фиг. 3 -вид Б фиг. 2; на фиг, 4 - узел 1 фиг. 2; на фиг. 5 - сечение В - В фиг. 1; на фиг. 6 - вид Г фиг. 1; на фиг, 7 - вид Д фиг. 6; на фиг. 8 - сечение Е - Е фиг. 7.Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек содержит смонтированные на основании порталсо сварочным автоматом 2, самоходные тележки 3, несущие корпуса 4 с приводными 5 и холостыми 6 роликоопорами для изделия, торцевой упор 7, а также установленную с возможностью перемещения вдоль изделия и кинематически связанную с порталом тележку 8 с индикатором 9 для контроля радиального биения обечайки в процессе ее вращения. В корпус 4 каждой самоходной тележки симметрично ее вертикальной оси встроены механизмы 10 вертикальной настройки, каждый из которых представляет собой вертикально расположенную винтовую пару, гайка 11 которой вмонтирована в колесо 12 червячного редуктора. Винты 13 имеют шаровые поверхности, на которых шарнирнс смонтирована плита 14 механизма горизонтальной настройки, выполненного в виде винта 15 и плавающей гайки 16, взаимодействующей с ползуном 17, на котором закреплены корпуса 4 упомянутых самоустанавливающихся роликов 5 и 6.Каждый из механизмов вертикальной и горизонтальной настроек снабжен индивидуальным приводом 18 и 19 соответственно с автономным управлением.Торцевой упор 7 состоит из держателя 20, установленного с возможностью вертикальной и горизснтальной настройки ,.а черт. не показан) вращающегося центра 21, который смонтирован в плавающем стакане 22, радиально подпружиненном пружинами 23 с возможностью самоустановки на центр вращения изделия.Индикатор 9 для контроля качества сборки обечаек имеет тележку 8 со стойкои 24, в которую вмонтирована гайка 25 и винт 26, обеспечивающие вертикальную настройку индикатора.На верхнем конце винта 26 смонтирована направляющая 27, по которой при вращении маховика 28 перемещается в горизонтальной плоскости ползун 29. На ползуне шарнирно закреплен стакан 30 индикаторной иглы 31, подпружиненный с обеих концов пружинами 32.В стакане имеется знальное окно 33 с делительной шкалой, а в корпус индикаторной иглы впрессован указатель 34, который посредством гаек 35 настроен своим острием на нулевое деление шкалы.Стойка 24 индикатора через поводок 36, смонтированный йа портале, связана с последним, и тем самым обеспечивается синхронное перемещение тележки 8 с порталом по направляющим 37 параллельно оси рельсового пути 38.На тележке портала 1 смонтирована площадка 39 с пультом управления (на черт.не показан), с которой сборщик, перемещая портал, производит контроль правильности сборки обечаек (проверяет биение) и корректировку положения собираемых обечаек относительно друг друга.Стенд работает следующим образом.При отведенном в сторону портале 1 изделие, например обечайка 40, сваренная с донышком (фиг. 1), укладывается на приводные и холостые ролики двух крайних левых самоходных тележек 3.Вращая обечайку приводными роликами 5. механизмами вертикальной 10 и горизонтальной настроек, корректируют положение ее образующей по игле 31 индикатора, который вместе с порталом 1 перемещается вдоль обечайки 40. На площадке 39 находится сборщик рядом с пультом управления. Укладывают вторую обечайку 41 на приводные и холостые ролики двух крайних правых самоходных тележек 6.Механизмами вертикальной и горизонтальной настроек совмещают ось второй обечайки 41 с осью первой обечайки 40. Включением привода вращения роликов 7 вращают обечайку 40 и, перемещаяют портал 1 вдоль обечайки 41, проверяют биение ее образующих по игле 31 индикатора, В случае необходимости производят корректировку положения обечайки механизмами вертикальной и горизонтальной настроек.Если замеры индикатором покажут, что биение обечаек не выходит за пределы допускаемого, включают приводы перемещения самоходных тележек, стыкуют вторую обечайку с первой и производят прихватку. Затем подводят вращающийся центр 21 к центру донышка изделия. Включают привод вращения изделия, и изделие донышком прижимается к вращающемуся самоустанавливающемуся центру. Механизмами вертикальной настройки опускают холостые ролики б вниз таким образом, чтобы изделие находилось только на четырех приводных роликах 5. После этого устанавливают портал со сварочным автоматом над свариваемым стыком, производят настройку сварочного автомата 2, включают привод вращения роликов 5 со сварочной скоростью и производят сварку стыка.Наличие в стенде установки механизмов вертикальной и горизонтальной настроек с дистанционным управлением, а также индикатора, перемещающегося вдоль оси изделия синхронно с порталом, дает возможность сборщику, находящемуся на плогцадке портала, где расположен пульт управления, производить корректировку положения обечаек друг относительно друга с одновременным контролем качества сборки. Это дает возможность полностью механизировать процесс сборки при соответствующем качестве, обеспечивает повышение производительности труда и культуры производства.Формула изобретекияСтенд для сборки и вращения в процессесварки кольцевых стыков обечаек, содержащий смонтированные на основании самоходные тележки, несущие корпуса с приводными и холостыми роликоопорами для изделия, смонтированный в держателе поворотный торцовой упор, а также индикатор для контроля радиального биения обечайки в про цессе ее вращения, и перемещаемый вдольстенда портал со сварочным автоматом, отличающийся тем, что, с целью повышения точности совпадения осей стыкуемых обечаек, каждая самоходная тележка оснащена плитой с приводом ее перемещения в плоскости, перпендикулярной основанию и оси вращения изделия, а упомянутый корпус оснащен приводом его перемещения в плоскости, параллельной основанию и перпендикулярной оси вращения изделия и смонтирован на 30 плите, причем торцовой упор выполнен плавающим и подпружиненным относительно держателя в плоскости, перпендикулярной оси вращения изделия, на основании смонтирована неприводная тележка, кинематически связанная с порталом, а индикатор для контроля радиального биения обечайки в процессе ее вращения смонтирован на упомянутой тележке.Источники информации,4 О принятые во внимание при экспертизе1. Куркин С. А, Технология изготовлениясварных конструкций. Атлас чертежей. ММашгиз, 962, с. 22, фиг. П.2. Авторское свидетельство СССР218749, кл. В 23 К 37/04, 1967.3. Авторское свидетельство СССР341625, кл. В 23 К 37/04, 1969,4. Авторское свидетельство СССР518310, кл. В 23 К 37/04, 1973 (прототип).саренк т ва Редактор С. ГоловенкоЗаказ 622/10НИИ Ц ПИ Государно делам из13035, Москва, Ж филиал П Н П Патенть фиг авнтель В. П ред К. Шари аи 1169ч Корректор Г, НазПодписноеитета С С С Рткрытийя наб д. 4/5ул. Проектная, 4 твенного ком ретений и о 35, Раушскаг. Ужгород,
СмотретьЗаявка
2527646, 03.10.1977
ВСЕСОЮЗНЫЙ ПРОЕКТНО-КОНСТРУКТОРСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ АТОМНОГО МАШИНОСТРОЕНИЯ И КОТЛОСТРОЕНИЯ
КОЧКА ОКСАНА ФЕДОРОВНА, МЕДАЛЬЕ ВИКТОР ГЕНРИХОВИЧ, МИХАЙЛОВИЧ СТАНИСЛАВ МИХАЙЛОВИЧ, РАСПОПОВ ВИТАЛИЙ ГАВРИЛОВИЧ, ПЕТУХОВА АНТОНИНА АЛЕКСАНДРОВНА
МПК / Метки
МПК: B23K 37/04
Метки: вращения, кольцевых, обечаек, процессе, сборки, сварки, стенд, стыков
Опубликовано: 05.05.1980
Код ссылки
<a href="https://patents.su/6-732109-stend-dlya-sborki-i-vrashheniya-v-processe-svarki-kolcevykh-stykov-obechaek.html" target="_blank" rel="follow" title="База патентов СССР">Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек</a>
Способ пайки изделий с вертикальными зазорами

Номер патента: 1660876
Опубликовано: 07.07.1991
Авторы: Журавлева, Куфайкин, Портнов
МПК: B23K 1/20
Метки: вертикальными, зазорами, пайки
...давление удерживает в зазоре лишь малую массу припоя, что не предотвращает вытекание его из зазора. Кроме того, при малых поперечных сечениях канавок они легко заплавляются расплавом припоя, 15 что ведет к исчезновениюрасчлененности высоты зазора на самостоятельные ячейки и неудержанию в зазоре расплава припоя. Верхние значения глубины и ширины канавок ограничиваются конструктивными осо бенностями изделия, Оптимальная глубина канавки равна девятнадцатикратной ширине зазора. Расстояние Ь характеризует высоту ячейки, образующейся в зазоре после сборки паяемых деталей. При указанной вы соте ячейки расплав припоя удерживается в зазоре капиллярным давлением, что следует из особенностей проявления закона капиллярности. После нарезки канавок...
Устройство для вращения изделий с концентрическими бандажами вокруг их продольной оси

Номер патента: 688804
Опубликовано: 30.09.1979
Авторы: Бульба, Войцицкий, Гейман
МПК: F27B 7/22
Метки: бандажами, вокруг, вращения, концентрическими, оси, продольной
...монтированы на платформе 1, талрепы 7, тяги 8. Изделие 9 выполнено с 15 бандажами 10. При помощи бандажей иложементов с кинематическими связями изделие 9 установлено на платформе 1. Ложе- мент 2 смонтирован на платформе посредством шарнира 11 с осью вращения, нап равленной вдоль изделия, в результате чего он остается неподвижным относительно продольной оси вращения изделия, установленного на ложементах 2 и 3.Устройство работает следующим обраНа катки 4 и 5 ложемент ставленных с помощью талр ное положение, устанавли З 0 опорными бандажами 10 изд3 При вращении изделия вокруг его продольной оси вследствие того, что плоскости вращения катков 4,и 5 и изделия 9 непараллельны друг другу (из-за перекоса катков) возникает осевая сила,...
Рольганг для продольного перем1ещения и вращения изделий цилиндрической формы

Номер патента: 432055
Опубликовано: 15.06.1974
Авторы: Егоров, Пешехонов, Фридман
МПК: B65G 13/02
Метки: вращения, перем1ещения, продольного, рольганг, формы, цилиндрической
...с зубчатыми кои лесами 26 обоих пар роликов б. Ведущие валы 36 соседних роликоопор 1 или 2 соединены между собой с помощью муфт 41 и промежуточных валов 42. Поперечцыс ролики получают вращение через промежуточные валы 42 от центрального привода 43, который может быть единым на всю длину рольганга, либо обслуживать группу из нескольких поперечных роликов, в последнем случае указанных приводов будет несколько.В зависимости от условий эксплуатации левые 1 и правые 2 комбинированные роликоопоры могут иметь разные компоновки, в связи с чем и рольганг может иметь различные варианты исполнения. При тяжелых условиях работы, большом весе и больших габаритах изделий транспортирующие ролики 5 как левых 1, так и правых 2 комбинированных роликоопор...
Устройство для вращения изделия

Номер патента: 1696237
Опубликовано: 07.12.1991
Авторы: Дрожженников, Опекунский
МПК: B23K 37/04
...свободнцх концах осей установлены сферические подшипники 1 О, на которых закреплены опорные шайбы 11, Между опорной шайбой 11 и упорнцм подшипником 12, закрепленным на головке 7, установлена пружина 13. На резьбовом конце оси 9 начинается гайка 14, а в шпоночном пазу установлена шпонка 15, предохраняющая Ось От проворачивания. Вес пОдвижнОЙ части упоров компенсируется пружинами 16 с регулировочнцми винтами 17.Устройство работает следующим образом.Цилиндрическая заготовка, собранная из частей на прихватках, устанавливае. ся на роликоопорц 2 с зазором между неподвижным упором 3, предварительно гайкой 14, перемещается ось 9, которая через опорную шайбу 11 сжимает пружину 13, После установки заготовки Гайка сдвигаеся с оси9, которая под...
Способ формования ячеистобетонных изделий в вертикальных формах

Номер патента: 617261
Опубликовано: 30.07.1978
Авторы: Новаков, Повель, Сажнев
Метки: вертикальных, формах, формования, ячеистобетонных
...объемной массе и пределу прочности при сжатии бетона, особенно по высоте массива.Цель изобретения - увеличение одродности ячеистых бетонов, улучшение 0 физико-механических свойств.Достигается это тем, что частоту горизонтально-направленных колебаний увеличивают от днища формы к верхней ее части от 14 - 16 до 48 - 50 Гц, увеличивая тем 5 самым и амплитуду колебаний от днищаформы к верхней части в 1,4 - 2,7 раза.П р и м е р. Приготавливают бетоннуюсмесь, состоящую, %: из известково-песчаной смеси (содержание активной СаО 14 - 0 15% ) 84 - 86; цемента М14 - 16; алюминиевой пудры ПАП- 0,080; сульфонола 5 %от веса ПАП, водотвердого отношения (В-Т) 0,36 - 0,38.Форму высотой 120 см устанавливают на 5 виброплощадке с...
Предыдущий патент: Устройство для сборки и сварки труб в плети
Следующий патент: Цепной кантователь
Случайный патент: 412480