Способ изготовления соединительных элементов застежки типа “молния”
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 521139
Авторы: Драх, Масленников






Текст
О П И С А Н И Е (и) 52 И 39ИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Саюа Саавтахих Социалистических Республиксоединением заявк 23) Прпублик Государственный Совета Министра ао делам изобр комитет тет 3) УДК 678.027(08 ано 15.07,76. Бюллетликования описания26 ннй и открытий 0.7 Дата 2) Авторы изобретен 1) ЗаявительЮ. И. Масленников и ф, М.,Драаучно-исследовательский институт по пе искусственных и синтетических воло работкен) СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ЗАСТЕЖКИ ТИПА МОЛНИЯ Изобретение относится к области легкои промышленности, а именно к технологии изготовления соединительных элементов застежки типа молния и может быть осуществлено на текстильных предприятиях, производя щих текстильную застежку.Известен способ изготовления соединительных элементов застеики типа моления, при котором несущие ленты по всей поверхности снабжают соединительными петельными эле ментами из мононити, изготовленной из полимерного термопластичного материала, подвергают их термообработке, делают боковые надрезы для образованиия крючковых соединительных элементов, а затем их фиксируют пу тем охлаждения.С целью повышения производительности и исключения брака,при изготовлении крючковых элементов согласно предлатаемому способу термообработку осуществляют в нагрева тельном у;стройстве в течение 5 - 60 сек и при температуре, соответствующей температуре размягчения полимера мононити, при этом петельные элементы подают в нагревательное устройство с помощью гребенкин, а охлажде ние ведут при температуре, соответствующей температуре кристаллизации полимора мононити.Изобретение поясняется чертежами, на которых на фиг. 1 схематично изображена машина для обработки петельных элементов; на фиг. 2 разрез по А - А на фиг. 1; на фиг.3 - узел захвата,петельных элементов гребенкой и направления их в пазы нагревательного устройства; на фиг. 4 - сечение по Б - Б; В - В, Г - ГиД - Днафиг.3,Для осуществления предлагаемого способа применяют машину, содержащую рабочий ,стол 1, укрепленный на станине 2, кронштейн 3, несущий разматывающую 4 и наматывающую 5,кассеты для ленты 6 с петельными элементами 7, расположенный на столе блок 8,для обработки элементов и блок 9 управления,Блок 8 содержит устройство натяжения 10 ленты 6, нагревательное устройство 11, нажимные ролики 12, направляющие ролики 13 и тянульный валик 14. Последний получает движение от двигателя 15, укрепленного под столом через редуктор 16, ременную передачу 17 и цепную передачу, Наматывающая кассета 5 получает движение от жестко соединенного с тянульным валиком 14,шкива ремонтной передачи 18.Блок 9 управления содержит аапаратуру для измерения и регулирования температуры нагревательного устройства, а также пуска двигателя 15 и регулирования его скорости.Нагревательное устройство 11 (см, фиг. 1) выполнено в виде цилиндрического корпуса19, жестко укрепленного на трубе 20 которая закреплена в корпусе 21 блока 8, Внутри корпуса 19 (см. фиг, 2) закреплены электронапревательные элементы. Корпус 19 имеет слой теплоизолирующего материала для уменьшения тепловых потерь через торцевые поверхности.На наружной,поверхности корпуса 19 выполнена проточка, на которой закреплен набор шайб 22 и 23. Последние образуют пазы 1 О 24. Толшина шайб должна быть такой, чтобы пазы 24 на поверхности нагревательного устройства имели шаг, соответствующий поперечному шагу петелыных элементов 7 на поверхности несущей ленты, и ширину, несколько 15 большую толщины мононити, из которой выполнены петельные элементы. Диаметр шайб 22 и 23 должен быть таким, чтобы,глубинапаза была несколько больше вьпсоты петельных элементов 7.Нагревательное устройство 11 имеет в зоне расположения направляющето ролика 12 продольный паз 25 (фиг. 3), который вместе с шайбами 22 и 23 образует зубья 26 гребенки для захвата петельных элементов 7 у ос новация и направления их в пазы 25 (см. фиг. 3) напревателвного устройства 11.Направляющий ролик 13 и нажимные ролики 12 смонтированы;вокруг устройства 11 с зазором, раненым толщине несущей ленты 6. зоПредлагаемый способ заключается в следующем.Лента 6 огибает 1 направляющий ролик 13 и поступает яа зубья 26 гребенкикоторые захватывают петельные элементы 7 вначале у 35 основания, а затем и по всей высоте. По мере того, как петельные элементы 7,входят в пространство между зубьями 26 гребенки они взаимодействуют с боковыми поверхностями ,зубьев 26 и разворачиваются,дриэтом ихплос о кость становится параллельной плоскости пазов нагревательного устройства. Силосное воз- действие зубьев 26 гребенки направлено от основания петельных элементов к их периферии, что способствует надежноиу разворачиванию 45 петель при небольших усилиях.Затем петельные элементы 7 поступают,в пазы 25 нагревательного устройства. При этом лента, нагревается, и в петельных элементах происходит релаксация нап 1 ряжений, возникших при выравнивании их на зубьях гребенки.В нагревательном устройстве устанавливают температурный режим, соответствующий температуре размягчения мононити. Для капрона это 160 - 170 С, Взаимодействуя с боковыми поверх 1 ностями пазов, петли не только выпрямляются, но и напреваются. Релаксация напряжения заканчивается одновременно с окончааием нагрева ленты и протекает таким образом 5 - 60 сек. (в зависимости от толщины и вида мононити). Обработанная таким образом лента имеет правильно расположенные петли. Для фиксации петельных элементов ленту охлаждают при выходе из нагревательного устройства воздухом, имеющим температуру помещения.Для обеспечения необходимого времени нагрева скорость движения ленты может составлять 0,3 - 4 м/мии при днаметре нагревательното устройства 100 мм. Операцию термообработки можно совмещать с боковым надрезом элементов.Формула изобретенияСпособ изготовления соединительных элементов застежки типа, моления, при котором несущие ленты по всей поверхности снабжают соединительными петельными элементами из мононити, изготовленной из полимерного термопластичного материала, подвергают их тер,мообработке, делают боковые надрезы для образования крючковых соединителыных элементов, а затем их фиксируют путем охлаждения, отличающийся тем, что, с целью повышения производительности, термообр аботку осуществляют в нагревательном устройстве в течении 5 - 60,сок и нри температуре, соответствующей температуре размягчения полимера мононити, при этом петелыные элементы подают в нагревательное устройство с помощью гребенки, а охлаждение ведут при температуре, соответствующей температуре юристаллизации полимера мононити.п 8 Составитель А, Блехманактор А. Андреева Техред М, Семенов Корректор М. Лейзерман ПодписноеСР каз 20188ЦНИ пография, пр, Сапунова, 2 Изд.1522Государственного коми по делам изобретен113035, Москва, Ж, Р Тираж 814тета Совета Министровий и открытийаушская наб., д. 4/5
СмотретьЗаявка
1962921, 11.09.1973
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ПО ПЕРЕРАБОТКЕ ИСКУССТВЕННЫХ И СИНТЕТИЧЕСКИХ ВОЛОКОН
МАСЛЕННИКОВ ЮРИЙ ИВАНОВИЧ, ДРАХ ФАИНА МИХАЙЛОВНА
МПК / Метки
МПК: B29D 5/00
Метки: застежки, молния, соединительных, типа, элементов
Опубликовано: 15.07.1976
Код ссылки
<a href="https://patents.su/6-521139-sposob-izgotovleniya-soedinitelnykh-ehlementov-zastezhki-tipa-molniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления соединительных элементов застежки типа “молния”</a>
Устройство кодирования параметров элементов изображения и устройство декодирования параметров элементов изображения
Номер патента: 1581230
Опубликовано: 23.07.1990
Автор: Норман
МПК: G06T 9/00
Метки: декодирования, изображения, кодирования, параметров, элементов
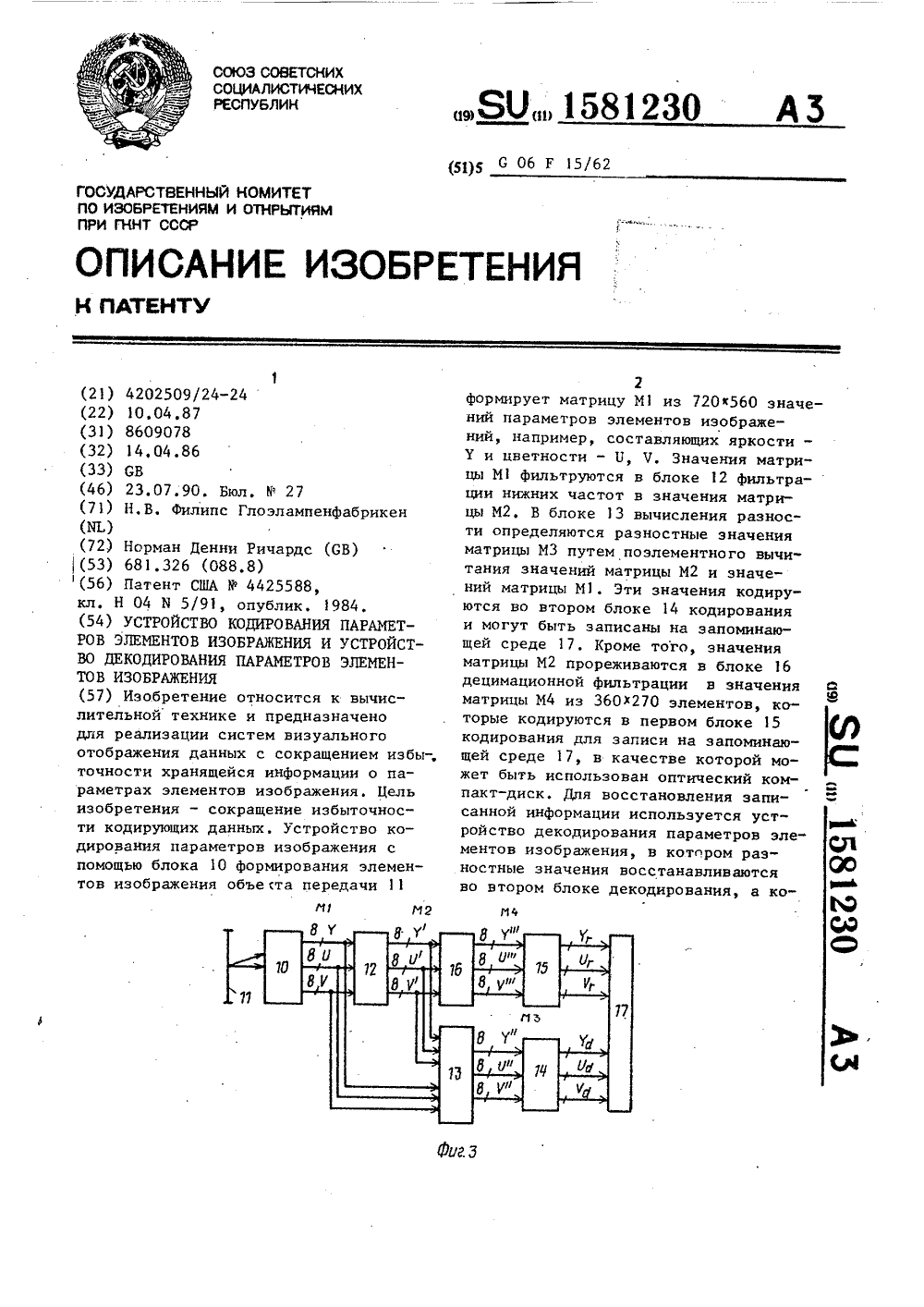
...элементов изображения матрицы М 4, Эта информация может использоваться для введения значений весового коэффициента для крутых переходов разностных значений(пунктирная линия КС/С, фиг.1). Наэтапе 7 первого декодирования весовые коэффициенты могут быть учтеныза счет использования информациио крутизне переходов на этапе 8 интерполяционной фильтрации.Устройство кодирования (фиг,З)работает следующим образом,Блок 10 формирования элементовизображения образует отсчеты изображения в качестве информации в формеэлементов изображения в матрице М 1из 720 х 560 дискретных значений элементов изображения. Каждое из этихзначений элементов иэображения представляется в значениях трех параметров, представленных Зх 8-бит кодамиИКМ, использующими...
Способ обработки шлифовальной лентой линейчатых криволинейных поверхностей деталей и контактный элемент для его осуществления

Номер патента: 861020
Опубликовано: 07.09.1981
Автор: Мигунов
МПК: B24B 21/00
Метки: контактный, криволинейных, лентой, линейчатых, поверхностей, шлифовальной, элемент
...от быстрого износа рабочей поверхности пластины 2, происходящего от движения со скоростью шлифования Г абразивной ленты 8, между ними установлена промежу.0 точная гибкая лента 9, которую смещают(или заменяют) по мере ее износа. Концыпредохранительной ленты 9 крепят на корпусе 1 или на станине станка, в которомприменяется контактный элемент,При шлифовании вначале вместо заготовки 7 устанавливают эталонную деталь, стенк 4 отводят от ребер 3, а контактный элемент поджимают к эталонной детали (илинаоборот), при этом абразивная лента 8,предохранительная лента 9 и упругая пластина 2 принимают форму требуемой обработанной поверхности, после чего зажимным устройством стенку 4 поджимают кребрам 3, фиксируя форму профиля упругой пластины, Затем...
Устройство для соединения элементов застежки-молнии с лентой-носителем на швейной машине

Номер патента: 896113
Опубликовано: 07.01.1982
Авторы: Дзюба, Музычишин, Орловский
МПК: D05B 3/12
Метки: застежки-молнии, лентой-носителем, машине, соединения, швейной, элементов
...в горизонтальной плоскости и двух дисков 10 и 11, каждый из которых установлен на соответствующем зубчатом колесе 8 и 9 с возможностью поворота в горизонтальной плоскости относительно зубчатого колеса 8 или 9 посредством Фиксирующих элементов, например винтов 12, и имеет расположенные по его периметру дугообразные выемки 13, Форма каждой из которых соответствует Форме элемента 1 застежки-молнии, при этом одно из зубчатых колес 8 кинематически связано с валом 5 швейной машины 4 и с одним из транспортирующих роликов б посредством мальтийского механизма 14, причем кинематическая связь выполнены в виде промежуточных валов 15-18 и приводной шестерни 19. Для направленного движения элементов 1, последние размещены в желобе 20, имеющем вырезы...
Устройство для защиты элементов

Номер патента: 293922
Опубликовано: 01.01.1971
Авторы: Виноградов, Зиневич, Иванов, Ленинградский, Лупа, Тендлер
МПК: E02D 5/60
...составным из секций, в нижней части которых укреплены балластные грузы.Пространство между коробом и замым элементом заполнено плавучими т На внутренней поверхности плавучсго короба закреплены регулпровочныс винты.На чертеже изображено предлагаемое устройство.Устройство содержит плавучий короб, выполненный составным пз секций 1, в нижней части которых укреплены балластшле грузы 2. Каждая пз секций короба облицована тсплоизоляционным материалом т. Пространство между коробом и защищаемым элементом заполнено плавучпмп телами 4, например грануламп пенополпстирола. Толщина слоя з- полнптеля определяется температурой воздуха и теплоизолирующимп свойствами плвучпх тел 4. Короб удерживается на равном расстоянии от защищаемого элемента прп...
Устройство для защиты элемента электрооборудования от перегрева

Номер патента: 690586
Опубликовано: 05.10.1979
Авторы: Барабаш, Мелехов, Скогорев, Чернохлебов
МПК: H02H 5/04
Метки: защиты, перегрева, электрооборудования, элемента
...нульоргана 5.Устройство работает следующим образом,При подаче питания в точке Б устанав" "ливается напряжение, соответствующеенапряжению на опорном стабилитроне 6.При отсутствии тока в силовой цепи через датчик тока 1 или при малой его величине (например, на холостом ходу)подзаряд конденсатора 4 возможен толькоот падения напряжения на термисторе 9,Если вентиляторы 14 не запущены, тотемпература нагревателя 10 достигает 6905864величины, при которой падение напряженияна термисторе 9, а следовательно, и наконденсаторе 4 превышает напряжение настабилитроне 6, Нуль-орган 5 опрокидывается и подает сигнал, воздействие которого делает невозможным пуск эле.лента 13 электрооборудования без запускавентилятора 14. Если же вентилятор запущен и...
Предыдущий патент: Способ изготовления армированного металлом полимерного изделия
Следующий патент: Машина для литья термопластов под давлением
Случайный патент: Способ настройки кислородомеров