Установка для автоматической наплавки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 368001






Текст
ОЛ ИСАН ИЗОБРЕТЕН И Союь,еа вциалистиМнх Рвспубл .иависимое от авт, свидетельст До Кл. В 23 р 3/10 В 231 904 В 231 3700 Заявлено 05,Х,1970 ( с присоединением за ПриоритетОпубликовано 26.1.19 Дата опубликования 1482093/25-27 вки М Номитет оо делам изобретений и открытий ори Совете Министров СССРаявител СТАНОВК АВТОМАТИЧЕСКОЙ НАПЛАВК Изобретение относится кспользуемому для автомати и различных изделий.Известка установка для автоматической наплавки профильных поверхностей зубьев изделий типа звездочка, содержащая опорную металлоконструкцию с механизмом вращения изделия, выполненным в виде двух вращающихся центров, установленных на боковых балках металлоконструкций, каретку с наплавочной головкой, кинематически связанную с ориентиром, установленным а одной оси с наплавляемым изделием.Цель изобретения - ооеспечение поочередного придания каждому элементарному участку наплавляемой поверхности зуба горизонтального положения, повышение производительности и улучшение качества наплавки.Это достигается тем, что каретка выполнена в виде двух опорных плит, связанных между собой по типу силового параллелограмма двуплечими рычагами с цапфами, жестко закрепленными на одной из соковых балок металлоконструкции, при этом одна из плит снабжена кронштейном с установленным на нем ползуном, а ориентир выполнен в виде втулки, надетой на вращающийся центр с приваренной к пей под разными углами вилкой, взаимодействующей с ползуном опорной плиты и рычагом с закрепленным на нем фиксатором, взаимодействующим с впадиной наплавляемой поверхности изделия.На фиг. 1 изображена описываемая установка, общий вид; на фиг. 2 - то же, про дольный разрез; на фиг. 3 - разрез по А - Ана фиг. 1; на фиг. 4 - каретка; на фиг. 5 и 6 - разрезы по Б - Б и В - В на фиг, 4; на фиг. 7 показан фиксатор; на фиг. 8 - разрез по Г - Г на фиг. 7; на фиг. 9 - механизм ко лебания электрода.Установка для автоматической наплавкизубьев изделий представляет собой конструкцию портального типа, состоящую из колонны 1, архитрава 2 и основания 3, опирающихся на ходовые балки 4 и б. Каждая из балок снабжена двумя выкатными буксами 6 кранового типа, в которых монтируются катки 7.Один из катков балки имеет удлиненный вал, через который он соединяется с механизмом 20 перемещения 8 установки, состоящим из электродвигателя редуктора и тормоза.В горизонтальную расточку колонны (фиг.3) вставлен стакан 9 с двумя вмонтированными в него подшипниками 10. В подшипниках 25 размещается втулка 11 с большим маховиком12. Во втулку вставляется вал 13, имеющий коническую расточку, в которую вводится центр 14. В расточке другого торпа вала устанавливается винт 15, ввернутый в неподвиж но закреплешую па втулке гайку 16. На вто 368001ром конце винта закрепляется малый маховик 17.На основании установки крепится каретка,состоящая из опорных плит 18, смонтированных па двух двуплечих рычагах 19. Оси 20 заделки плит в рычагах расположены в вертикальных плоскостях, и расстояние между ними равно расстоянию между осями 21 заделки рычагов 19 на основании, На одной из опорных плит имеется кронштейн 22 с осью 23, накоторой устанавливается ползун 24, Ось 23располагается на той же вертикали что и оси20 заделки плит. Таким образом, каждая параплеч рычагов 19 образует с опорой параллелограмм.На основании установки монтируется механизм поворота 25 изделия, состоящий изэлектродвигателя постоянного тока, червячного редуктора 26 и цилиндрического редуктора27. На входном валу последнего устанавливается другой вращающийся центр 28 и ориентир, выполненный в виде втулки 29, надетойна этот центр с приваренной к ней под разными углами вилкой 30. Эта вилка соединяется с ползупом 24, располокенным на каретке,и рычагом 31, несущим другой рычаг 32 сподпружипенным фиксатором 33 и рукояткой 34.На опорных плитах каретки устанавливаются механизмы подачи проволоки. Один изних - механизм подачи 35 роликового типа, авторой - механизм колебания 36 электрода 37,Механизм колебания электрода состоит изэлектродвигателя постоянного тока с редуктором и эксцентриков, позволяющих регулировать амплитуду колебания электрода.Механизмы подачи проволоки имеют установочные угловые перемещения относительноопорной плиты с угловой шкалой для ооеспеченпя нужного угла между осью электрода икасательной к профилю наплавляемого зуба,установочные перемещения по вертикали и впоперечном направлении по ширине наплавляемого зуба,Механизмы подачи проволоки монтируютсяпа Г-образных кронштейнах 38, имеющих вертикальные направляющие типа ласточкинхвост. Для передвижения механизма подачипроволоки служит устройство, состоящее иззодового винта, ввернутого в гайку, расположенную на кронштейне 38.Работа установки для автоматической наплавки зубьев изделий начинается с подводаее к печи, в которой находится оправка с изделием (например, со звездочкой 39) такимобразом, чтобы ось центров 14 и 28 совпадалас осью оправки. Вращая малый маховик 17 иудерживая большой 12, выдвигают центр 14 и,упирая его в оправку, надвигают последнююна поворотный центр 28. Когда оправка окажется зажатой в центрах, поворотом большого маховика, подводят впадину между двумязубьями изделия под фиксатор 33 и заводятего во впадину. Зубья изделия оказываются 5 10 15 20 25 30 35 40 45 50 55 60 65 4скоординированными относительно электрода 37. Затем вводят электроды 37 в зону наплавки.Установка пускается в работу при нажатии на кнопку Пуск. При этом включается сварочное напряжение, подается электрод 37 на изделие и включается механизм колебания электрода. Через 3 - 4 сек после возбуждения дуги включается механизм поворота, поворачивается изделие, а каретка перемещается по часовой стрелке. Это происходит за счет того, что сидящая на оси редуктора механизма поворота втулка 29 ориентира увлекает за собой ползун 24, который, в свою очередь, перемещает плиту 18. Последняя, связанная через рычаги 19 со второй плитой 18, перемещает ее с той же угловой скоростью. Одновременно фиксатор 33, жестко связанный с ориентиром через рычаг 32 поворачивает с той же скоростью и изделие, установленное па оправке.Далее происходит обкатка электрода 37 по профилю зуба изделия, причем в каждый данный момент участок профиля, находящийся под электродом расположен горизонтально, а касательная к нему перпендикулярна электроду или находится под постоянно заданным углом, Это постоянство достигается за счет того, что поворот плит производится за кронштейп 22, горизонтальная ось 23 которого проходит через центр окружности, описывающей профиль паплавляемой поверхности зуба. Места крепления плит 18 к рычагам 19 и крепление этих рычагов к основанию расположены на двух вертикальных линиях, причем расстояния между осью 23 и осями 20 на плитах соответственно равны расстояниям между осью изделия и осями 21 крепления рычагов к основанию 3 установки.Наплавка производится одной головкой от вершины зуба к корню. Вторая наплавочная головка в это время перемещается в исходное положение для наплавки противоположной стороны другого зуба.В крайнем правом положении каретка нажимает па конечный выключатель и выключает механизм поворота 25 изделия, после чего ток дуги уменьшается. Через 6 - 8 сек останавливается механизм колебания 3 б электрода 37, затем прекращается подача проволоки, и дуга гаснет. За счет манипуляций, осуществляемых после остановки механизма поворота происходит заварка кратера звездочки.После снятия напряжения с левой головки, оно подается на правую, и работа повторяется в обратном направлении при вращении механизма поворота изделия против часовой стрелки. Поворот происходит до момента нажатия второго конечного выключателя. После снятия напряжения электроды автоматически выводятся из зоны венца изделия. Фиксатор 33 тоже выводится из зацепления с венцом изделия, после чего поворотом маховика 12, подводится под фиксатор 33 следующая впадина между зубьями.5По окончании наплавки всех зубьев изделия, удерживая большой маховик 12, выворачивают малый 17 и освобождают оправку изделия, которая перемещается па свое место в печь, после чего установка отводится к другой печи.Таким образом, благодаря жесткой связи между ориентиром и фиксатором 33 обеспечивается синхронное перемещение механизмов подачи проволоки и поворот изделия, а в результате соответствующего расположения осей, являющихся шарнирами параллелограммов, происходит обкатка электрода 37 по профилю зуба изделия так, что в каждый момент участок профиля, находящийся под электродом, расположен горизонтально, а касательная к нему перпендикулярна электроду или за счет поворота механизма подачи электрода направлена под требуемым, но постоянно поддерживаемым углом.Предмет изооретенияУстановка для автоматической наплавки профильных поверхностей зубьев изделий типазвездочка, содержащая опорную металлоконструкцию с механизмом вращения изделия, выполненным в виде двух вращающихся центров, установленных на боковых балках 5 металлоконструкций, каретку с наплавочнойголовкой, кинематически связанную с ориентиром, установленным на одноп оси с наплавляемым изделием, отличающаяся тем, что, с целью поочередного придания каждому эле ментарному участку наплавляемой поверхности зуба горизонтального положения, повышения производительности и улучшения качества наплавки, каретка выполнена в виде двух опорных плит, связанных между собой по 15 типу силового параллелограмма двуплечимирычагами с цапфами, жестко закрепленными на одной из боковых балок металлоконструкции, при этом одна из плит снабжена кронштейном с установленным на нем ползуном, а 20 ориентир выполнен в видевтулки,надетой навращающийся центр с приваренной к ней под разными углами вилкой, взаимодействующей с ползуном опорной плиты и рычагом с закрепленным на нем фиксатором, взапмодейст вующим с впадиной наплавляемой поверхности изделия.368001 Редактор Г, Куэьмина Заказ 746/15 Изд,198 Тираж 888 ПодписноеЦНИИПИ Комитета по делам изобретений и открытий пои Совете Министров СССР Москва, Ж, Раушская наб д. 4/5 Типография, пр. Сапунова, 2 Составитель В. ГришинТехред Т, Курилко Корректоры: Г. Запорожец и Л, Бадыпама
СмотретьЗаявка
1482093
МПК / Метки
МПК: B23K 9/04
Метки: автоматической, наплавки
Опубликовано: 01.01.1973
Код ссылки
<a href="https://patents.su/6-368001-ustanovka-dlya-avtomaticheskojj-naplavki.html" target="_blank" rel="follow" title="База патентов СССР">Установка для автоматической наплавки</a>
Способ копирования поверхности изделия под электродом при сварке и наплавке

Номер патента: 166421
Опубликовано: 01.01.1964
Автор: Бельфор
МПК: B23K 9/04, B23K 9/095, B23Q 33/00, B23Q 35/04, G11B 25/08
Метки: изделия, копирования, наплавке, поверхности, сварке, электродом
...считывающую головку 5, которая воспринимает сигнал и передает его через преобразователь-усилитель 6 исполнительному механизму 7 для перемещения электрода 8. Датчик 1 снабжен щупом 9 с реостатом 10. В качестве запоминающего устройства можно использовать бумажную ленту, В этом случае сигнал с датчика передается через преобразователь-усилитель 2 автоматическому самопишущему устройству (ца чертеже не показано), которое наносит на бумажную ленту линию, соответствующую изменениям места сварки. Через определенный отрезок времени фотоследящая система регистрирует этот сигнал и передает его исполнительному механизму 7 для перемещения электрода 8. Во всех случаях движение запоминающего устройства (магнитной или бумажной лепты) должно быть строго...
Способ наплавки изделий электродом

Номер патента: 96069
Опубликовано: 01.01.1953
Автор: Бермус
МПК: B23K 9/04
Метки: наплавки, электродом
...Отцоситс 5 к сиособ)и цаплавки изделий электродом,изготовленным из углеродистс)йили лсгированнои стали.Способы цаплявкп из е,ей, например с использованием электродОВ ЦСи ЦС- .(я няи;1 явксствс рдого сплава цл оыстроизцяВива 0 цисся доталц меланизмов, ас(КЖЕ Цсс И ИСТР )ГСН 1 Ы ( НОЖИ, ГЦТЯ Ыиы, пуансоны и т. 11.) - известнь.дц)ко примснснис ик требует777(С ЫВЯЕМ 1)й С ЦОСОС) (СТРсН 5(СТЭТОТ ГИДОСТЯ ТОК ТСЛ(, ГТО ДОСТИгястся совесцецис процесса наилавки мета;1 л 1 с 7 ес01 зякя;1 коцил плавленного металла 17 утс(исРИОДИЧЕСКОГС) ОЛ,(сжДСНИЯ ВСЕГО ИЗделил в процессе самон цаилавкиСООТВСТСТВУЮИСЙ ЗЯКЯЛИВЯЮИ(Исрс;с,ПРС(Яс(слсыЙ с иособ л(ожет6 ЫТЬ Ос ЦЕСТВ ЛЕН С (СДЮиИМ ООразом,,17151 НЛНЛЛВКИ рС)иуцСГО ИНСТрЪ)сцт применяют,...
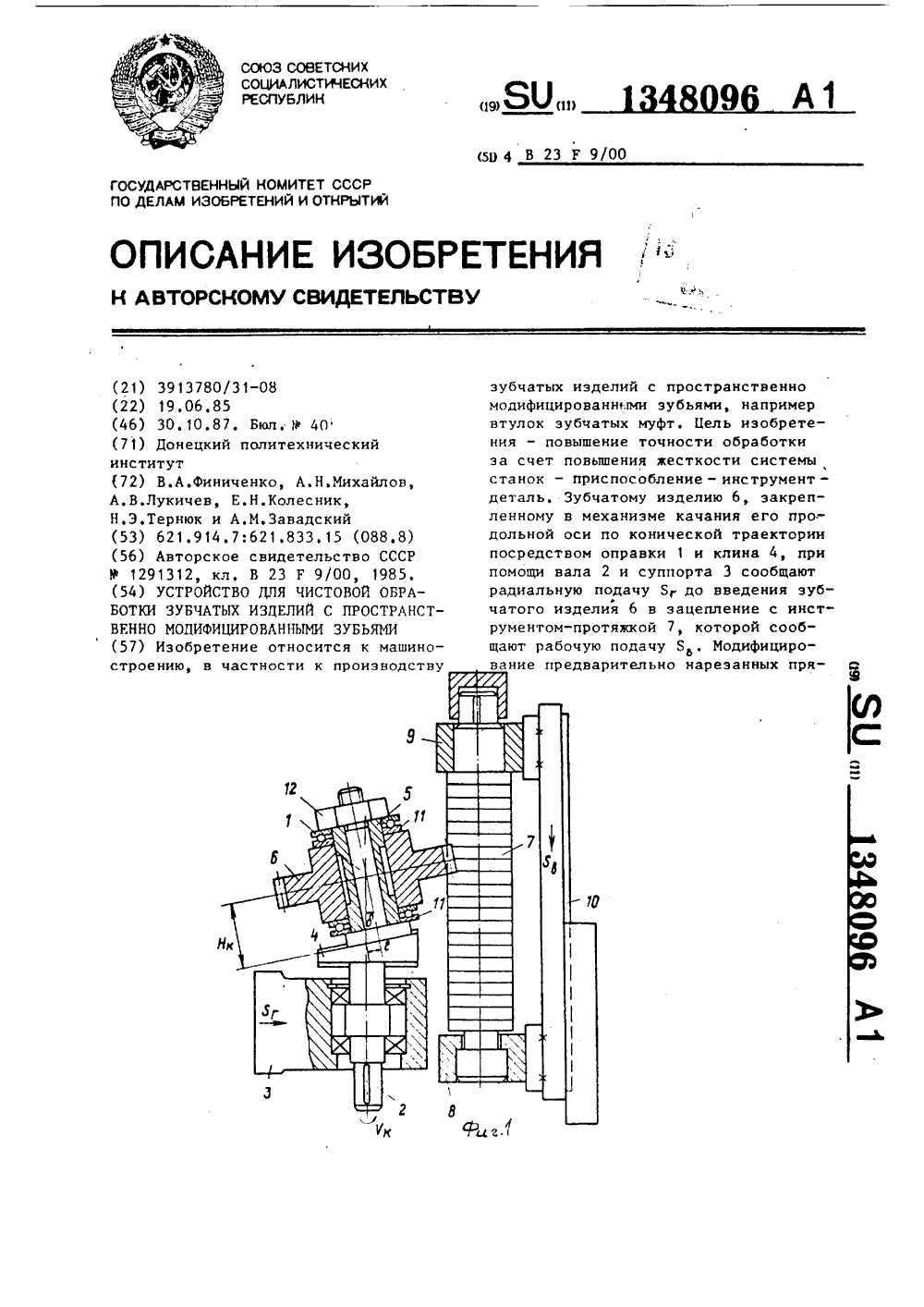
Устройство для чистовой обработки зубчатых изделий с пространственно модифицированными зубьями
Номер патента: 1348096
Опубликовано: 30.10.1987
Авторы: Завадский, Колесник, Лукичев, Михайлов, Тернюк, Финиченко
МПК: B23F 9/00
Метки: зубчатых, зубьями, модифицированными, пространственно, чистовой
.... - протяжкой 7, запе пленной межлу двумя балкакти - переднейВ и заднс и 9 которы крепятся цавертикальных салазках 10, При этомизделие 6 размеп;ецо на втулке 5 вупорцых подпптпциках ,1 прц помопцгаек 12, а оправка 1 закреплена нпазу клина ч с эксцентриситетом относительно осц вала 2 прц томоптисменных угаров 13, прикт;еплсццых кклицу ч винтатц 1,размещается, зубчатое изделие 6, закрепленное гайками 12, Обрабатывающийинструмент 7 закреплен в передней 8и эадттеи 9 бабках, размещенных навертикальных салазках О, и соединенс захватом,Зубчатому иэделию 6, закрепленному в механизме качания его гродольнойоси по конической траектории посред 10ством оправки 1 и клина ч при помотгт 1 вала 2 и суппорта 3, сообщаютрадиальную подачу Ч до введения...
Масса для изготовления изделий типа древесноволокнистых плит

Номер патента: 572381
Опубликовано: 15.09.1977
Авторы: Авдеенко, Бекетов, Бирюков, Гольдберг, Леонович, Мирецкий, Русак
МПК: B29J 5/00
Метки: древесноволокнистых, масса, плит, типа
...- 4,0Волокно, обработанное ук иными компонентами с последующим высушиванием до влажности 4 - 8/ позволяет получить инертную к взрыву и самовозгоранию массу. Содержание в волокне компонентов в пределах 2 - 5 вес. % не изменяет свойств волокна с точки зрения процесса образования плитного материала и незначительно влияет на себестоимость готовых плит.Массу для изготовления древесноволокнистых плит приготовляют следующим образом.10 В стеклянную колбу загружают 1200 млводы, 614 г технической мочевины, 430 г технического дициандиамида и 460 г технической ортофосфорной кислоты с концентрацией 73%. Содержимое перемешивают до раст ворения компонентов и нагревают до 45 - 50,после этого происходит саморазогрев массы до 85 - 90 за счет...
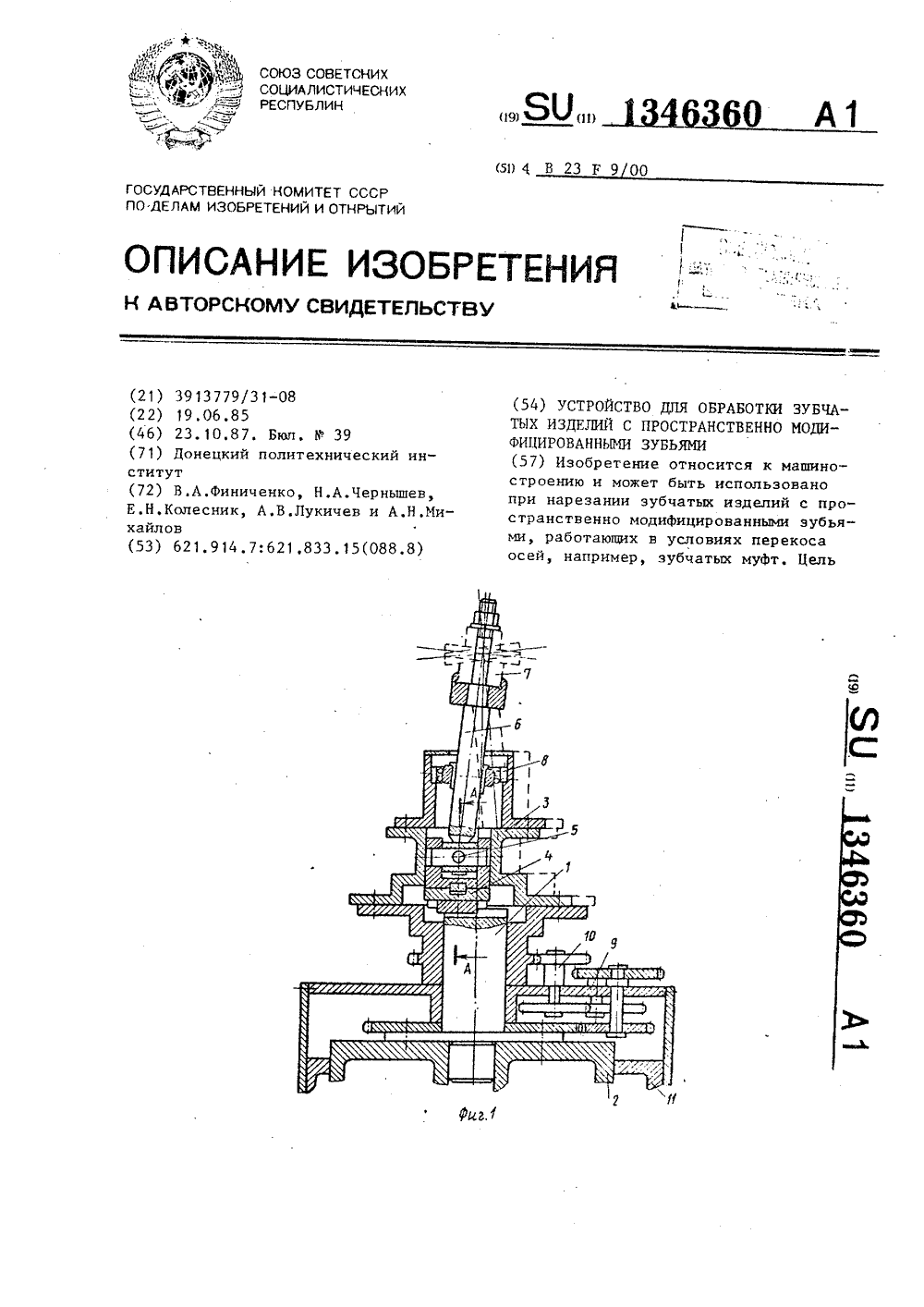
Устройство для обработки зубчатых изделий с пространственно модифицированными зубьями
Номер патента: 1346360
Опубликовано: 23.10.1987
Авторы: Колесник, Лукичев, Михайлов, Финиченко, Чернышев
МПК: B23F 9/00
Метки: зубчатых, зубьями, модифицированными, пространственно
...Связан с корпусом 11 зубаобрабатыва 1 д- ;5 щего станка. Перед обработкой зубчатого изделия устройство настраивается ня заданный у 1 Ол наклона Оправки, Цл 51 этого бо 1- )д ты, ссед 1 тняющи Фя-.юнцы Флянцевых донне, собранной нз Фланцевых опор. Колонна 3, вращаясь вокруг оси стола 2, посредством эксцентрично устанбвленных Обойм задает шарниру 5 и подшипнику О перемещение па окружности вокруг Оси стала, что обусловливает перемещение оси Оправки по конической траектори 1 л. Это обеспечивает получение зубчатых изделий с пространственной модификацией зубьев высокой точности, 2 ил,Обойм, отпуска 1 отся, и от сдвига фланцевых обойм. Одной относительно другой перпендикулярно оси стола оправка наклоняется. Взаимный сдвиг Фланпевых обойм...
Предыдущий патент: Способ получения биметалла
Следующий патент: Соединение двух деталей, входящих одна в другую и имеющих некруглый профиль поперечного сечения
Случайный патент: Способ получения протеинов