Линия для упаковывания предметов в термопластичную пленку
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1620366
Авторы: Ивашков, Козлова, Кузниченко, Пейков, Сабодаш



Текст
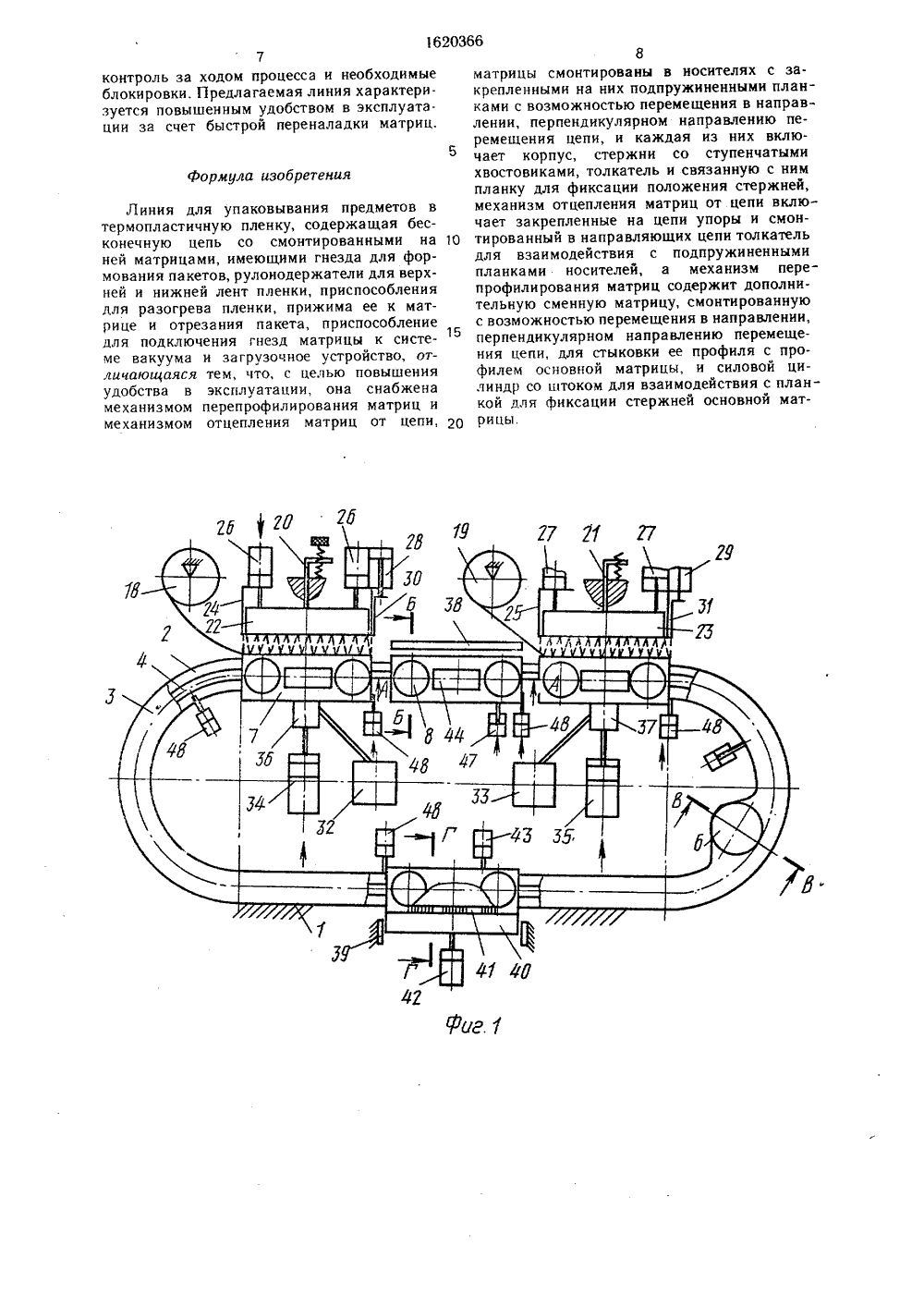
. РЕСПУБЛИК 19) (111 36 51)5 В 65 В 9 02 ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИПРИ ГКНТ СССР ПИСАНИЕ ИЗОБРЕТЕНИЯ борудованию в термоплась использоародного хосится к оредметовможет быттраслях н ение удобиния для упа мопластичную 2 - сечен и 3 - сечен и 4 - сечени 5 - сечени предметов в ржит основа- транспортер, на основанииобразные най из направна замкнутая едством звезН АВТОРСКОМУ СВИДЕТЕЛЬСТВ(56) Авторское свидетельство СССР195949, кл. В 65 В 3/02, 1963. Изобретение отнодля упаковывания птичную пленку ивано в различных озяйства.Цель изобретения - повства в эксплуатации.На фиг. 1 изображена лковывания предметов в терпленку, общий вид; на фиг.А - А на фиг. 1; на фиг.Б - Б на фиг. 1; на фиг.В - В на фиг. 1; на фиг.Г - Г на фиг. 1,Линия для упаковываниятермопластичную пленку содение и бесконечный цепнойвключающий установленные1 одна напротив другой Пправляющие 2 и 3. В каждоляющих 2 и 3 расположеветвь цепи 4, связанная поср(54) ЛИНИЯ ДЛЯ УПАКОВЫВАНИЯ ПРЕДМЕТОВ В ТЕРМОПЛАСТИЧНУЮ ПЛЕНКУ(57) Изобретение относится к оборудованию для упаковывания предметов в термопластичную пленку и может быть использовано в различных отраслях народного хозяйства, Целью изобретения является повышение удобства в эксплуатации. Линия включает бесконечный цепной транспортер, несущий матрицы, имеющие гнезда для формования пакетов. Для того чтобы быстро и удобно переналадить линию для упаковки определенного вида изделия, она снабжена механизмом перепрофилирования матриц и механизмом отцепления матриц от цепи, 5 ил. дочки 5 с приводным двигателем 6, установленным на каждой из направляющих 2 и 3. Между направляющими 2 и 3 расположены носители 7, ролики 8 которых установлены на указанных направляющих. В каждом корпусе носителя 7 расположена матрица 9, которая состоит из корпуса 10, установленной в нем неподвижной направляющей плиты 11 с отверстиями 2, установленных в них с возможностью осевого перемещения стержней 13 со ступенчатыми хвостовиками и расположенной в направляющей плите 11 подпружиненной пружиной 14 планкой 15 для фиксации положения стержней 13 с отверстиями, предназначенными для взаимодействия с хвостовиками стержней 13. Корпус 10 матрицы 9 установлен с возможностью перемещения в плоскости, перпендикулярной направлению перемещения цепи 4, В корпусе носителя 7 установлены фрикционные тормоза, выполненные в виде подпружиненных3планок 16, предназначенных для удержания матрицы 9, в верхнем положении. Стержни 13 предназначены для образования переналаживаемых гнезд 17 матрицы 9 путем осевого смещения отдельных ступенчатых стержней 13 с последующей их фиксацией планкой 15. На основании 1 установлены рулонодержатели 18 и 19 для верхней и нижней лент пленки соответственно, направляющие 20 и 21, жестко связанные с приспособлениями для разогрева пленки, выполненными в виде обогревателей 22 и 23, приспособления для прижима пленки к матрице 9, выполненные в виде планок 24 и 25, связанных с корпусами пневмоцилиндров 26 и 27, штоки которых жестко связаны с обогревателями 22 и 23, приспособления для отрезания пакета, включающие пневмоцилиндры 28 и 29, корпуса которых жестко связаны с корпусами пневмоцилиндров 26 и 27, а штоки соединены с отрезными ножами 30 и 31. Линия содержит также приспособление для подключения гнезд 17 матрицы 9 к системе вакуума, включающее установленные на основании 1 вакуум-насосы 32 и 33 для откачки воздуха из полостей матриц 9, силовые цилиндры 34 и 35, предназначенные для подвода присосок 36 и 37 к матрицам и перемещения последних в верхнее положение относительно корпуса носителя 7, а также загрузочное устройство, выполненное в виде кассеты 38.Линия снабжена расположенным на нижней ветви цепи 4 механизмом перепрофилирования матриц 9 и механизмом отцепления матриц 9 от цепи 4, Механизм перепрофилирования матриц 9 содержит дополнительную сменную матрицу, смонтированную с возможностью перемещения в направлении, перпендикулярном направлению перемещения цепи 4 в направляющих 39, жестко связанных с основанием 1 для стыковки ее профиля с профилем основной матрицы. Дополнительная матрица состоит из корпуса 40 со сменными вставками 41. Вставки 41 по форме соответствуют упаковываемым изделиям, а их расположение в пространстве определяется опытным путем при выборе оптимальных условий упаковки изделий. Число сменных матриц соответствует числу видов пакуемых изделий, Механизм перепрофилирования основных матриц включает также силовой цилиндр 42 подъема сменной матрицы для стыковки ее профиля с профилем основной матрицы 9 и силовой цилиндр 43 со штоком для взаимодействия с фиксирующей планкой 15 рабочей матрицы 9. Силовые цилиндры 42 и 43 установлены на направляющих 2 и 3 цепи 4. Носители 7, в которых смонтированы матрицы 9, снабжены подпружиненными планками 44, установленными с возможностью перемещения в направлении, перпендикулярном направлению 4перемещения цепи 4. Механизм отцепления матриц от цепи 4 включает закрепленные на цепи 4 с возможностью взаимодействия с планками 44 носителей 7 упоры, выполненные в виде стержней 45, и смонтированный в направляющих 2 и 3 цепи 4 толкатель, выполненный в виде силового цилиндра 46, предназначенного для взаимодействия с подпружиненными планками 44 носителей 7. На направляющих 2 10 и 3 цепи 4 установлены механизмы предварительной фиксации рабочих матриц 9, выполненные в виде силовых цилиндров 47, предназначенных для останова носителей 7 с матрицами 9 на направляющих 2 и 3 после их перемещения с позиции "5 формирования пленок на расстояние, достаточное для отрезки пленки. На направляющих 2 и 3 установлены также механизмы окончательной фиксации носителей 7 с матрицами 9 на рабочих позициях, выпол ненные в виде силовых цилиндров 48.Устройство снабжено также системой управления, включающей датчики положения и обратных связей (не показаны).Линия работает следующим образом.Устанавливают рулонодержатели 18 и 19 2 Б с термопластичной пленкой необходимой ширины. Устанавливают сменную матрицу 40 с профилем рабочей поверхности, соответствующей профилю пакуемых изделий, включают привод цепи 4 и перемещают корпуса носителей 7 с рабочими матрицами 9 на рабочие позиции. Последовательным перемещением всех рабочих матриц, установленных на цепи 4, через позицию перепрофилирования производится профилирование рабочего профиля матрицы 9 следующим образом. Матрица 9 устанавливается на позиции профилирования. Срабатывает силовой цилиндр 43, воздействуя своим штоком на планку 15, сжимает пружину 14, расфиксирует стержни 13. После расфиксации стержней 13 включается силовой цилиндр 40 42, поднимается сменная матрица и происходит стыковка нижней поверхности матрицы 9 с верхней поверхностью сменной матрицы, Рабочая матрица 9 поднимается в верхнее положение относительно корпуса носителя 7. Стержни 13 устанавливаются поформе поверхности сменной матрицы. Затемсиловой цилиндр 43 отключается, подпружиненная планка 15 возвращается в исходное положение, фиксируя стержни 13, концы которых образуют рабочий профиль, соответствующий профилю пакуемых изделий, отключается силовой цилиндр 42, опускается вниз корпус 40 сменной матрицы, освобождая корпус носителя 7. Подготовленные корпуса с перепрофилированными рабочими матрицами 9 устанавливаются после довательно на рабочих позициях: формования нижней пленки, загрузки изделий в гнезда матрицы 9, формирования верхней пленки, На позиции формирования ниж 162036650 55 5ней пленки корпуса носителей 7 останавливаются пневмоприводами окончательной фиксации. При этом включают силовые цилиндры 46 отцепления носителей 7 от цепи, штоки которых, нажимая на подпружиненные планки 44 носителей 7, выводят их из зацепления с упорами цепи 4. С рулонодержателя 18 сматывают количество пленки по размеру корпуса, опускают прижимные планки 24 и зажимают полотно пленки между верхней плоскостью корпуса и нижней плоскостью планки 24. Включают обогреватель 22, пленка разогревается до необходимого состояния. Привод подъема подводит присоску 36 к матрице 9, которую поднимает вверх, включают вакуум- насос 32 и происходит формование нижней пленки. После окончания формования нижней пленки прижимная планка 24 поднимается вверх, освобождая корпус, отключается вакуум-насос 32, присоска 36 отводится приводом в нижнее положение, а рабочая матрица 9 зависает на фрикционных тормозах. Отключается привод окончательной фиксации носителя 7 на позиции формования нижней пленки, включается привод предварительной фиксации носителя 7 перед позицией загрузки пакуемых изделий, затем включается привод, шток которого освобождает планки 44, которые упираются в упоры цепи 4, и носители 7 прижимаются допора в шток привода предварительной фиксации, после чего привод отцепления носителей 7 опять включается, освобождая планки 44 носителя 7 от упоров цепи 4, Поскольку отформованная нижняя пленка удерживается за матрицу 9 при перемещении носителя 7 с рулонодержателя 18 отматывается необходимое количество пленки для следующей матрицы 9. Следующий носитель 7 с матрицей 9 с нижней ветви транспортного устройства подается на позицию формовки нижней пленки, опускается прижимная планка 24, зажатая пленка отрезается ножом 30, перемещаемым штоком пневмоцилиндра 28. При этом для обеспечения экономии пленки расстояние между носителями 7, находящимися на позиции формовки нижней пленки, и носителем, фиксируемым приводом предварительной фиксации, перед позицией загрузки изделий устанавливается минимально достаточным для отрезки пленки. Затем отключается привод предварительной фиксации, включается привод окончательной фиксации на позиции загрузки, отключается привод отцепления носителей 7 от цепи, планки 44 носителей 7 соединяются с упорами 45 цепи 4, спутник перемещается и устанавливается на позиции загрузки, где в гнезда матрицы 9 загружаются упаковываемые изделия. Преодолев усилие фрикционных тормозов, оператор рукой опускает матрицу 9 в нижнее положение относительно корпуса носи 5 10 15 20 25 30 35 40 45 6теля 7. На позиции формования нижней пленки цикл повторяется в указанном порядке. После загрузки изделий в гнезда матрицы 9 отключаются силовые цилиндры 46, обеспечивая возможность соединения носителей 7 с цепью 4, которая перемещает их на позицию формования верхней пленки, где они фиксируются пневмоприводом окончательной фиксации, устанавливаясь под обогревателем 23 и отсоединяясь от цепи при включении силовых цилиндров 46. С рулонодержателя 19 снимается необходимая длина пленки и укладывается на верхнюю плоскость носителя 7, после чего повторяются все переходы как и на позиции формовки нижней пленки. После окончания процесса упаковки включаются силовые цилиндры 46 и корпус носителя 7 подсоединяясь к непрерывно движущейся цепи, перемещается до упора в силовой цилиндр 47, расположенный за позицией формовки верхней пленки, после чего носитель 7 также отсоединяется от цепи 4. При этом расстояние между этим носителем и носителем, пришедшим на позицию формовки верхней пленки, устанавливается минимально достаточным для отрезки пленки ножом.Поскольку носитель с упакованными изделиями потянул с рулонодержателя 19 необходимое количество пленки, происходит следующий цикл. После отрезания верхней пленки носитель 7 с упакованными изделиями подсоединяется к тянущим приводным цепям 4, отключается силовой цилиндр 47, расположенныи за позицией формования верхней пленки. Носитель 7 с упаковкой уходит на нижнюю ветвь цепи 4, где при перевороте сбрасывает блок упа. кованных изделий в тару, поступает на позицию формования рабочей поверхности матрицы 9, где силовой цилиндр 42 устанавливает (поднимает) матрицу 9, расположенную в корпусе носителя 7, и которая при перемещении носителя 7 опять на позицию формования нижней цленки оказывается в нижнем положении относительно корпуса. Таким образом, линия подготовлена к работе в автоматическом режиме.Последовательность работы линии упаковки в наладочном и автоматическом режимах одинакова. Разница заключается в том, что автоматика системы управления обеспечивает необходимую последовательность срабатывания механизмов основной и вспомогательной фиксации, присоединения-отсое. динения в момент останова от непрерывно движущихся приводных цепей, зажим-разжим пленки, ее отрезку, обеспечивает работу механизма перепрофилирования поверхности рабочей матрицы, кроме того, обеспечивает чисто технологические свойства линии - интенсивность и время разогрева пленок, выбор режимов в соответствии с видом пакуемого изделия, обеспечивает7контроль за ходом процесса и необходимые блокировки. Предлагаемая линия характеризуется повышенным удобством в эксплуатации за счет быстрой переналадки матриц. Формула изобретения Линия для упаковывания предметов в термопластичную пленку, содержащая бесконечную цепь со смонтированными на ней матрицами, имеющими гнезда для формования пакетов, рулонодержатели для верхней и нижней лент пленки, приспособления для разогрева пленки, прижима ее к матрице и отрезания пакета, приспособление для подключения гнезд матрицы к системе вакуума и загрузочное устройство, отличающаяся тем, что, с целью повышения удобства в эксплуатации, она снабжена механизмом перепрофилирования матриц и механизмом отцепления матриц от цепи,16203668матрицы смонтированы в носителях с закрепленными на них подпружиненными планками с возможностью перемещения в направлении, перпендикулярном нвправлению перемещения цепи, и каждая иэ них включает корпус, стержни со ступенчатыми хвостовиками, толкатель и связанную с ним планку для фиксации положения стержней, механизм отцепления матриц от цепи включает закрепленные на цепи упоры и смон 10 тированный в направляющих цепи толкательдля взаимодействия с подпружиненными планками носителей, а механизм перепрофилирования матриц содержит дополнительную сменную матрицу, смонтированную с возможностью перемещения в направлении, перпендикулярном направлению перемещения цепи, для стыковки ее профиля с профилем основной матрицы, и силовой цилиндр со штоком для взаимодействия с планкой для фиксации стержней основной мат 20 Риць- / лазерную Юиг.5 ль Е. Камаганова авчук Корректор ПодписноеСамборская ВНИИПИ Государственного комитета по и 113035, Москва, Ж - 35 Производственно-издательский комбинатВ- Ьлабернугпо ап цояюра гзРедактор А. ДолиниЗаказ 4214 Состав ехред А. ираж 39 обретениям Раушская сПатент, г.открытиям при ГКНТ СС наб., д. 4/5Ужгород, ул. Гагарина, 1
СмотретьЗаявка
4369515, 08.12.1987
ПРЕДПРИЯТИЕ ПЯ А-7234
ИВАШКОВ АЛЕКСАНДР ГАВРИЛОВИЧ, ПЕЙКОВ БОРИС ВАСИЛЬЕВИЧ, КУЗНИЧЕНКО АЛЕКСАНДР ВЛАДИМИРОВИЧ, КОЗЛОВА ТАТЬЯНА ЛЕОНИДОВНА, САБОДАШ АЛЕКСЕЙ ВИТАЛЬЕВИЧ
МПК / Метки
МПК: B65B 9/02
Метки: линия, пленку, предметов, термопластичную, упаковывания
Опубликовано: 15.01.1991
Код ссылки
<a href="https://patents.su/6-1620366-liniya-dlya-upakovyvaniya-predmetov-v-termoplastichnuyu-plenku.html" target="_blank" rel="follow" title="База патентов СССР">Линия для упаковывания предметов в термопластичную пленку</a>
Устройство для перемещения носителя параметрических изображений

Номер патента: 125845
Опубликовано: 01.01.1960
Автор: Баумберг
МПК: G06K 13/18
Метки: изображений, носителя, параметрических, перемещения
...приводит в движение червячное колесо 8 и звездочку 9 лентопротяжного механизма. Шестеренки 3 и Б и поворотный рычаг 4 образуют планетарную систему. Магнитная цепь электромагнита 10 замыкается через фрикционные ролики 1 и 2, которые приводятся в движение от ведущего валика 11 электропривода при подаче на катушку электромагнита 10 электрического импульса.При помощи звездочки 9 поступаюшие на вход импульсографа импульсы (на обмотку электромагнита 10) преобразуются в перемещение носителя параметрических изображений, в качестве которого используется, например, стандартная перфорированная диаграммная лента 12. Механизм предварительного натяжения (узел привода носителя) приво125845 дится в действие от валика 11 через червячные передачи И...
Устройство для перемещения носителя информации

Номер патента: 239682
Опубликовано: 01.01.1969
Авторы: Ионкйн, Колесников, Костин, Шульгин
МПК: G06K 13/22
Метки: информации, носителя, перемещения
...2, и эксцентричного валика 3, установленного на планке 1. Валик 3 имеет покрытие 4 с необходимыми фрикцчоннымп свойствами, Для фиксирования положения эксцентричного валика 3 по отношению к планке 1 установлена пружина б, которая своими концами заведена в планку 1 и ручку б, жестко соединенную с валиком 3, Планка 1 удерживается на барабане 7 двумя клиновыми фиксаторами 8, смонтированньви на внутренней поверхности барабана. На барабане 7 установлен неподвижный базовый штифт 9. На одном конце носителя записи 2 цмеется пистон 10.Рабога устройства осуществляется следующим образом,Носитель записи 2 пистоном 10 надеваетсяна штифт 9. Планка 1 рифленой поверхностью накладывается на носитель записи 2 и прижимается клиновыми фиксаторами 8 к...
Устройство перемещения носителя

Номер патента: 932550
Опубликовано: 30.05.1982
Автор: Клаузер
МПК: G11B 15/18
Метки: носителя, перемещения
...и предотвра 1 о тить тем самым размотку носителя. Формула изобретения тированы приемо-подающие узлы 3 связанные с валом 2 кулачковыми муф тами 4 и фрикционами 5. Электродвигатель 6 соединен с червяком 7. Втул ка 8 установлена между подшипниковыми опорами с охватом вала червяка 7, а подшипниковые опоры установ лены с возможностью скольжения в гнездах корпуса 1. На втулке 8 закреплен палец 9, с помощью которого одно из плеч тормозного двуплечего рычага 10 соединено с втулкой 8, Другое плечо рычага 10 снабжено Фрикционной накладкой 11 и подпру- жинено пружиной 12.Устройство работает следующим образом.При включении электродвигателя 6червяк 7 приводится во вращение. . Незакрепленная в осевом направлении , втулка 8 вместе с червяком 7...
Устройство для управления стартстопным перемещением носителя магнитной записи

Номер патента: 527736
Опубликовано: 05.09.1976
Авторы: Ануфриев, Кулешов, Смирнов, Харламов
МПК: G11B 15/46
Метки: записи, магнитной, носителя, перемещением, стартстопным
...входу 2 схемы "ИЛИ" 3, соединенной с управляющим входом 4 усилителя мощности 5. Усилитель мощности 5 подсоединен через входную шину 6 к источнику питания, и связан через мостовой ключ 7 с электродвигателем 8 постоянного тока, воздействующим на носитель магнитной записи, например магнитную проволоку или магнитную лепту.5 з 77 3. цниипи Заказ 917/36 Тиран 72 О Подписное Филиал ППП "Патент, г. Ужгсоод, ул. Проектная. 4 Электродвигатель 8 подключен к резистору 9 и соединен через усилитель 10 с одним из входов компаратора 11. Другой влод к мпаратора 11 связан с выходом источника эталонного напряжения 12, а выход - со вторым входом 13 схемы "ИЛИ3.Предлагаемое устройство содержит также дополнительную схему "ИЛИ" 14, входь которой...
Устройство для перемещения носителя

Номер патента: 614464
Опубликовано: 05.07.1978
Автор: Николаев
МПК: G11B 15/40
Метки: носителя, перемещения
...эффекту. ус б - с направляющим пазом 7 и выемкой,8,Однако шаг перемещения ностел огра- находящейся напротив пьезоэлемента 5, кото. ничен тем, что при изгибе элемента вродвиже- рый установмн между узлами 1 и 2 прижима, ния ои выходит нз рабочего положения.Устройство работает следующим образом,Целью изобретения является увеличение ща-. Длй перемещения носителя 4 в сторону уз. га перемещения носителя. ла 1 (2) прижима на пьезоэлементы 3 этогоС этой целью в устройстве для перемеще- узла подается включающее напряжение; и ноння носителя, содержащем два узла прижима, ситель 4 зажимается в узле 1 (2), После этого каждый из которых выполнен нз двух пьезо- подается напряжение на пьезоэлемент б про-элемептов, .размещенных с...
Предыдущий патент: Устройство для подготовки горловины наполненного мешка к прошивке
Следующий патент: Способ упаковывания изделий, имеющих внутренние незамкнутые полости, между двумя термосвариваемыми полимерными пленками
Случайный патент: Сосуд высокого давления