Способ изготовления режущих элементов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
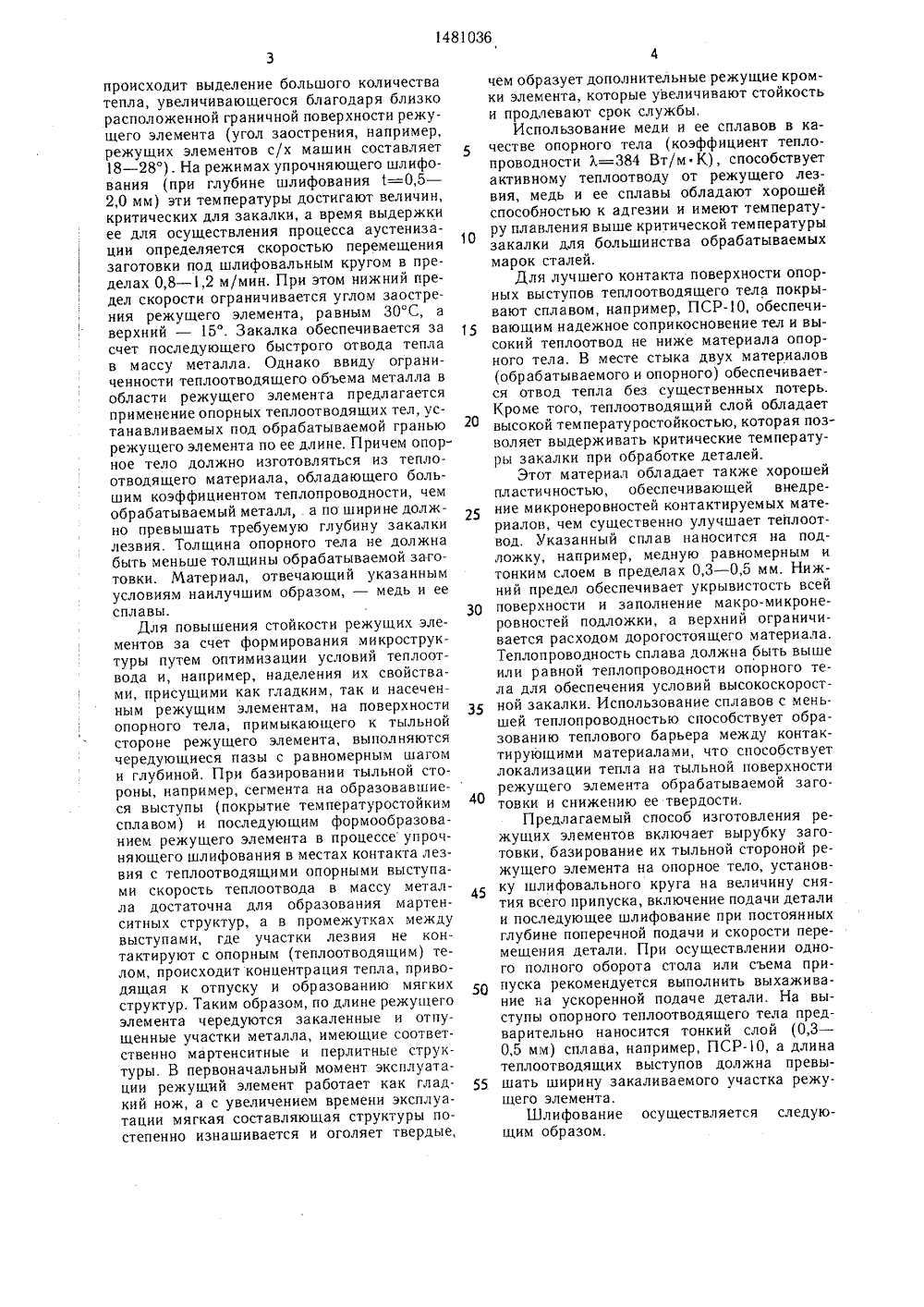
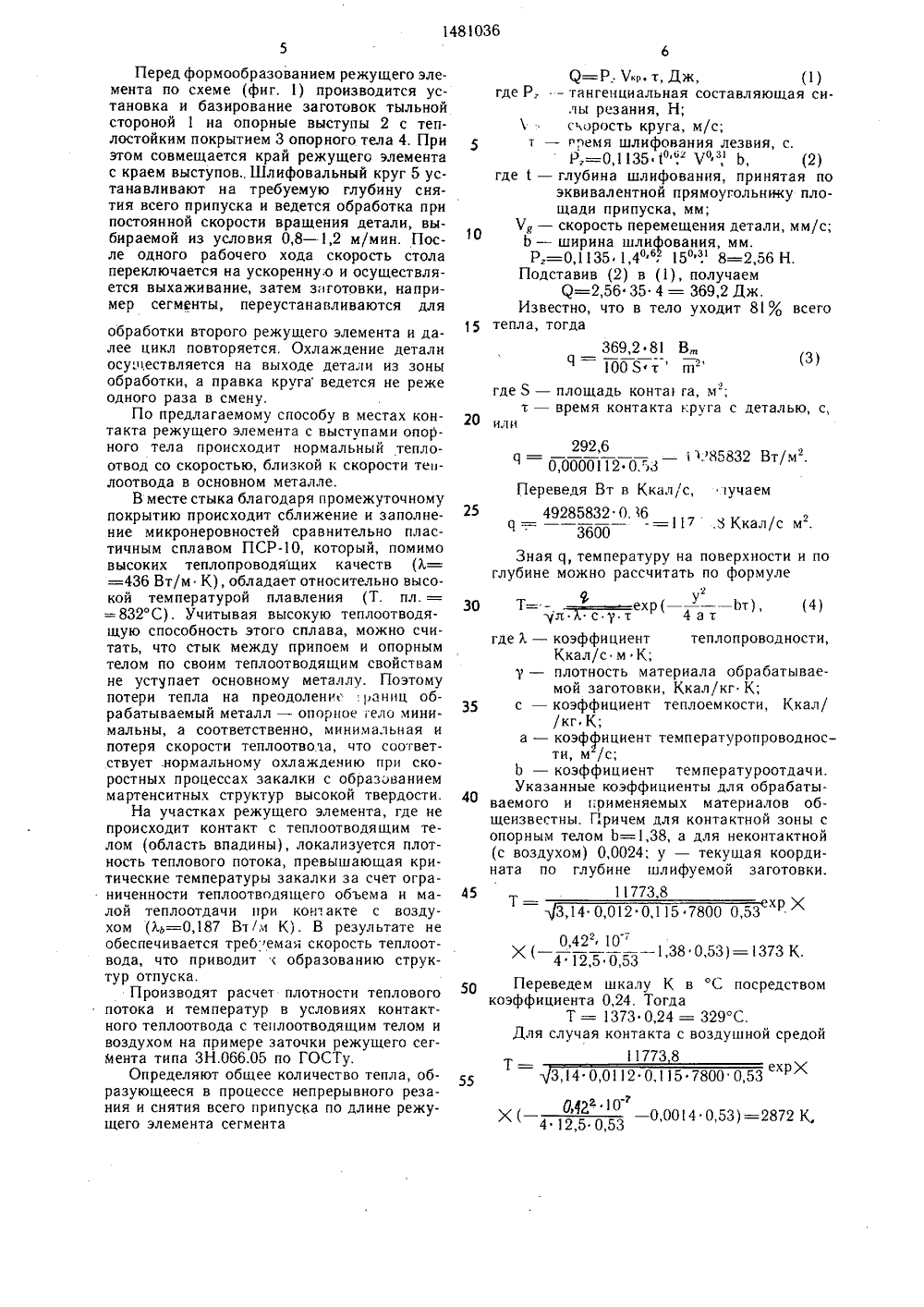
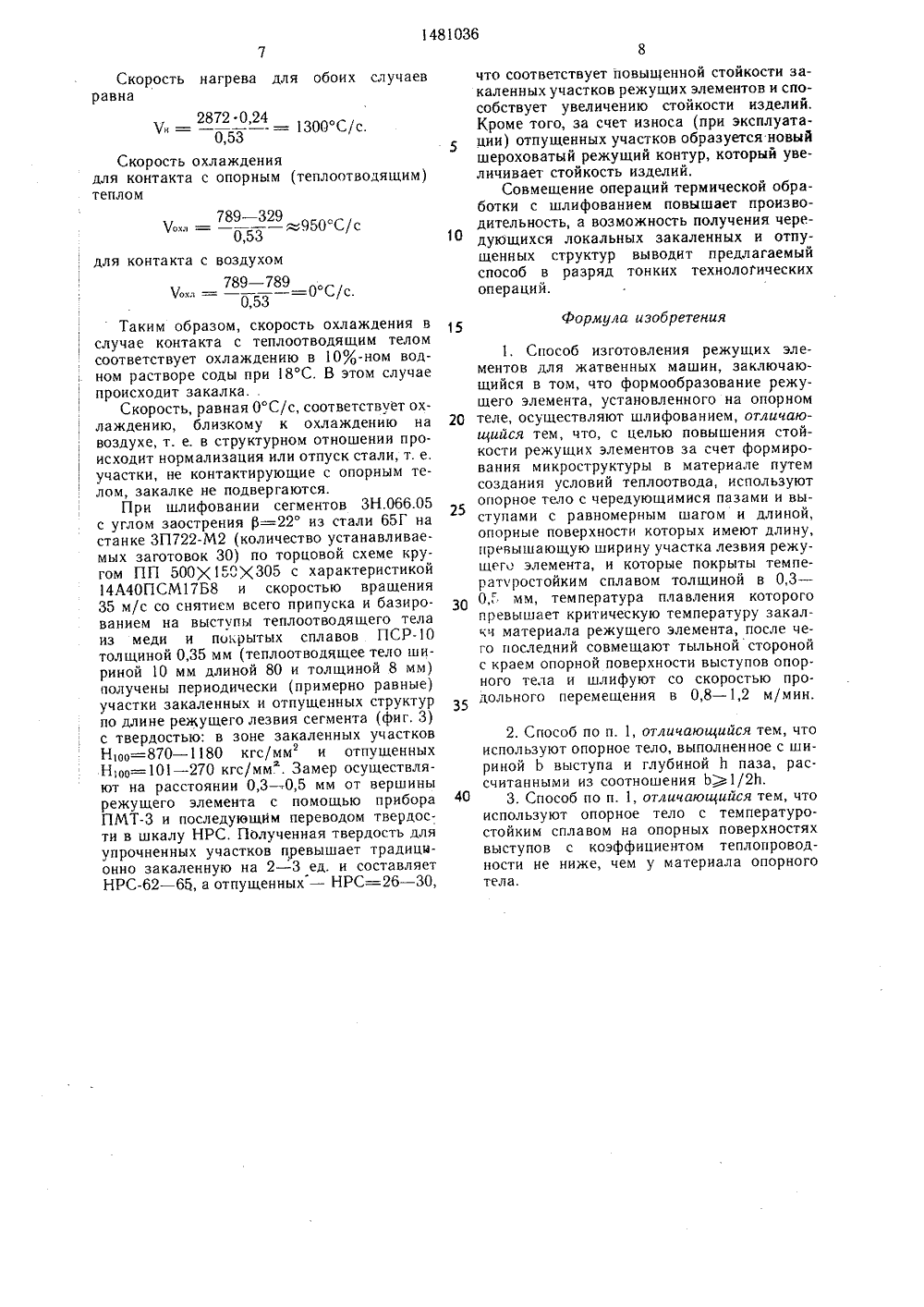
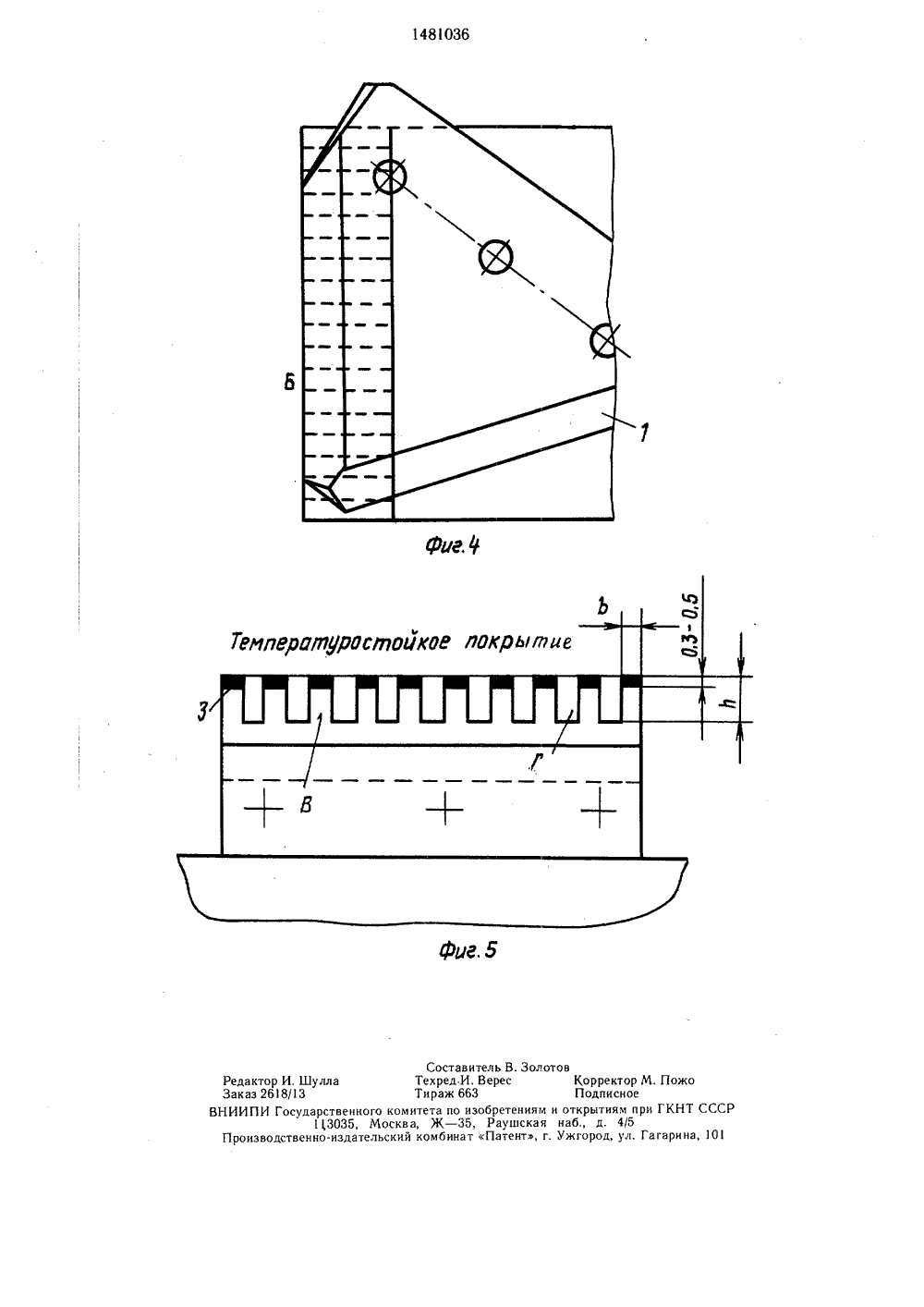
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК ю 4 В 24 В 1 00 ОПИСАНИЕ ИЗОБРЕТЕНИ ЕТЕЛЬСТ А ВТОРСКОМУ ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) Физико-технический институт АН БССР(54) СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУШИХ ЭЛЕМЕНТОВ(57) Изобретение относится к технологиимашиностроения, а именно к шлифованию,и может быть использовано для заточки режущих элементов сельскохозяйственных машин. Целью изобретения является повышение стойкости режущих элементов за счетформирования микроструктуры в материалепутем создания условий теплоотвода. Научастке опорного тела, прилегающего к лезвию, выполняют чередующиеся пазы с равномерным шагом и глубиной, а опорные поверхности образующихся выступов покрывают температуростойким сплавом, температура плавления которого превышает кри 1Изобретение относится к машиностроению и может быть использовано при формообразовании режущих элементов с углами заострения 15 - 30, преимущественно сегментов сельскохозяйственных машин.Целью изобретения является повышение стойкости режущих элементов за счет формирования микроструктуры в материале путем создания условий теплоотвода.На фиг. 1 показана схема обработки; на фиг. 2 - опорное тело; на фиг. 3 - схема базирования сегмента на установочной позиции, где показан контакт поверхности лезвия А с поверхностью выступов опорного тела с температуростойким покрытием; на фиг. 4 - схема базирования сегмента,.ЯО, 1481036 А 1 тическую температуру закалки обрабатываемого материала, причем толщину покрытия выбирают в пределах 0,3 - 0,5 мм. После этого заготовку совмещают тыльной стороной с краем опорной поверхности выступов, длина которых превышает ширину закаливаемого участка элемента, и шлифуют со скоростью продольного перемещения детали в пределах 0,8 - 1,2 м/мин., Ширину выступа и глубину паза выбирают из соотношения Ь)2 Ь, где Ь - ширина выступа; Ь - глубина паза, а в качестве опорного тела служит медь. Коэффициент теплопроводности температуростойкого сплава, в качестве которого применяют припой ПСР, не должен быть ниже, чем у опорного тела. При использовании данного способа на длине режущего элемента будут чередоваться закален- Я ные и отпущенные участки материала. В первоначальный момент эксплуатации режущий элемент работает как гладкий нож, а с увеличением времени эксплуатации мягкая составляющая структура постепенно изнашивается и оголяет твердые, образуя дополни- Я тельные режущие кромки элемента, которые увеличивают стойкость. 2 з. п. ф-лы, 5 ил. где Б - линия совмещения вершины лезвия с передней гранью опорного тела, вид сверху; на фиг. 5 - опорное тело с выступами В и впадинами Г, а также нанесенным на выступ температуростойким покрытием, вид сбоку.В способе упрощается технология изготовления за счет совмещения операций шлифования, механической обработки и закалки. При этом закалка режущего элемента происходит благодаря созданию таких температурновремейных условий при шлифовании, которые соответствуют условиям скоростной термообработки.При однопроходном снятии всего припуска в условиях формообразования лезвияпроисходит выделение большого количества тепла, увеличивающегося благодаря близко расположенной граничной поверхности режущего элемента (угол заострения, например, режущих элементов с/х машин составляет 18 - 28). На режимах упрочняющего шлифования (при глубине шлифования (=0,5 - 2,0 мм) эти температуры достигают величин, критических для закалки, а время выдержки ее для осуществления процесса аустенизации определяется скоростью перемещения 10 заготовки под шлифовальным кругом в пределах 0,8 - 1,2 м/мин. При этом нижний предел скорости ограничивается углом заострения режущего элемента, равным 30 С, а верхний - 15. Закалка обеспечивается за счет последующего быстрого отвода тепла в массу металла. Однако ввиду ограниченности теплоотводящего объема металла в 15 условиям наилучшим образом, - медь и ее сплавы.Для повышения стойкости режущих элементов за счет формирования микроструктуры путем оптимизации условий теплоотвода и, например, наделения их свойствами, присущими как гладким, так и насеченным режущим элементам, на поверхности опорного тела, примыкающего к тыльной стороне режущего элемента, выполняются чередующиеся пазы с равномерным шагом и глубиной. При базировании тыльной стороны, например, сегмента на образовавшиеся выступы (покрытие температуростойким сплавом) и последующим формообразованием режущего элемента в процессе упрочняющего шлифования в местах контакта лезвия с теплоотводящими опорными выступами скорость теплоотвода в массу металла достаточна для образования мартен 35 40 ситных структур, а в промежутках между выступами, где участки лезвия не контактируют с опорным (теплоотводящим) телом, происходит концентрация тепла, приводящая к отпуску и образованию мягких структур. Таким образом, по длине режущего элемента чередуются закаленные и отпущенные участки металла, имеющие соответственно мартенситные и перлитные структуры, В первоначальный момент эксплуатации режущий элемент работает как гладкий нож, а с увеличением времени эксплуатации мягкая составляющая структуры постепенно изнашивается и оголяет твердые,области режущего элемента предлагается применение опорных теплоотводящих тел, устанавливаемых под обрабатываемой гранью 20 режущего элемента по ее длине, Причем опорное тело должно изготовляться из тепло- отводящего материала, обладающего большим коэффициентом теплопроводности, чем обрабатываемый металл, а по ширине должно превышать требуемую глубину закалки лезвия. Толщина опорного тела не должна быть меньше толщины обрабатываемой заготовки. Материал, отвечающий указанным чем образует дополнительные режущие кромки элемента, которые увеличивают стойкостьи продлевают срок службы,Использование меди и ее сплавов в качестве опорного тела (коэффициент теплопроводности 1=384 Вт/мК), способствуетактивному теплоотводу от режущего лезвия, медь и ее сплавы обладают хорошейспособностью к адгезии и имеют температуру плавления выше критической температурызакалки для большинства обрабатываемыхмарок сталей.Для лучшего контакта поверхности опорных выступов теплоотводящего тела покрывают сплавом, например, ПСР, обеспечивающим надежное соприкосновение тел и высокий теплоотвод не ниже материала опорного тела, В месте стыка двух материалов(обрабатываемого и опорного) обеспечивается отвод тепла без существенных потерь.Кроме того, теплоотводящий слой обладаетвысокой температуростойкостью, которая позволяет выдерживать критические температуры закалки при обработке деталей.Этот материал обладает также хорошейпластичностью, обеспечивающей внедрение микронеровностей контактируемых материалов, чем существенно улучшает теплоотвод. Указанный сплав наносится на подложку, например, медную равномерным итонким слоем в пределах 0,3 - 0,5 мм. Нижний предел обеспечивает укрывистость всейповерхности и за полнение макро-микронеровностей подложки, а верхний ограничивается расходом дорогостоящего материала.Теплопроводность сплава должна быть вышеили равной теплопроводности опорного тела для обеспечения условий высокоскоростной закалки. Использование сплавов с меньшей теплопроводностью способствует образованию теплового барьера между контактирующими материалами, что способствуетлокализации тепла на тыльной поверхностирежущего элемента обрабатываемой заготовки и снижению ее твердости.Предлагаемый способ изготовления режущих элементов включает вырубку заготовки, базирование их тыльной стороной режущего элемента на опорное тело, установку шлифовального круга на величину снятия всего припуска, включение подачи деталии последующее шлифование при постоянныхглубине поперечной подачи и скорости перемещения детали. При осуществлении одного полного оборота стола или съема припуска рекомендуется выполнить выхаживание на ускоренной подаче детали. На выступы опорного теплоотводящего тела предварительно наносится тонкий слой (0,3 -0,5 мм) сплава, например, ПСР, а длинатеплоотводящих выступов должна превышать ширину закаливаемого участка режущего элементаШлифование осуществляется следующим образом, 1481036Перед формообразованием режущего элемента по схеме (фиг. 1) производится установка и базирование заготовок тыльной стороной 1 на опорные выступы 2 с теплостойким покрытием 3 опорного тела 4. При этом совмещается край режущего элемента с краем выступов., Шлифовальный круг 5 устанавливают на требуемую глубину снятия всего припуска и ведется обработка при постоянной скорости вращения детали, выбираемой из условия 0,8 - 1,2 м/мин. После одного рабочего хода скорость стола переключается на ускореннуо и осуществляется выхаживание, затем заготовки, например сегменты, переустана вливаются дляобработки второго режущего элемента и далее цикл повторяется. Охлаждение детали осуцествляется на выходе детали из зоны обработки, а правка круга ведется не реже одного раза в смену.По предлагаемому способу в местах контакта режущего элемента с выступами опорного тела происходит нормальный теплоотвод со скоростью, близкой к скорости теплоотвода в основном металле.В месте стыка благодаря промежуточному покрытию происходит сближение и заполнение микронеровностей сравнительно пластичным сплавом ПСР, который, помимо высоких теплопроводящих качеств (Х= =436 Вт/м К), обладает относительно высокой температурой плавления (Т. пл. = = 832 С). Учитывая высокую теплоотводящую способность этого сплава, можно считать, что стык между припоем и опорным телом по своим теплоотводящим свойствам не уступает основному металлу. Поэтому потери тепла на преодоление раниц обрабатываемый металл - опорноеело минимальны, а соответственно, минимальная и потеря скорости теплоотвода, что соответствует .нормальному охлаждению при скоростных процессах закалки с образованием мартенситных структур высокой твердости.На участках режущего элемента, где не происходит контакт с теплоотводящим телом (область впадины), локализуется плотность теплового потока, превышающая критические температуры закалки за счет ограниченности теплоотводящего объема и малой теплоотдачи при конз акте с воздухом (Хь=0,187 Вт/м К). В результате не обеспечивается треб алеман скорость теплоотвода, что приводитобразованию структур отпуска,Производят расчет плотности теплового потока и температур в условиях контактного теплоотвода с теплоотводящим телом и воздухом на примере заточки режущего сегмента типа ЗН.066.05 по ГОСТУ.Определяют общее количество тепла, образующееся в процессе непрерывного резания и снятия всего припуска по длине режущего элемента сегмента.Д (1)гдеР, -тангенциальная составляющая силы резания, Н;скорость круга, м/с;5 т - гремя шлифования лезвия, с.Р =01135 о,о о,о 5 (2)где ( - глубина шлифования, принятая поэквивалентной прямоугольнику площади припуска, мм;Чд - скорость перемещения детали, мм/с;1 - ширина шлифования, мм.Р,=01135 14, 15 оз 8=2 56 Н.Подставив (2) в (1), получаемЯ=2,56 35 4 = 369,2 Дж.Известно, что в тело уходит 81 % всеготепла, тогда 369 281 В00 Я ф тгп-"(3) где Ь - площадь конта га, м",т - время контакта круга с деталью, с, го ,Ч = ---- , - .85832 Вт/м.292,60,0000112 0 53Переведя Вт в Ккал/с, лучаем49285832 0,16Ч = ------=117 .3 Ккал/с м.3600 25 хрХ 0,42 4 12,5 Пе реведе м коэффициента Т= Для случая101,38 0,53) =1373 К.шкалу К в С посредством0,24, Тогда1373 0,24 = 329 С.контакта с воздушной средой ехрХ 55 Х ( 4 1 5 0 53 0,0014 0,53) =2872 К. ОЯ 101 1 Зная Ч, температуру на поверхности и поглубине можно рассчитать по формуле 30 Т= - ехр ( Ьт), (4)-ул су т 4 атгде Х - коэффициент теплопроводности,Ккал/с мК;у - плотность материала обрабатываемой заготовки, Ккал/кг К;35 с - коэффициент теплоемкости, Ккал//кг. К;а - коэфициевт температуропроводности, м/с;1 - коэффициент тем пературоотдачи.Указанные коэффициенты для обрабаты 4 ц ваемого и;рименяемых материалов общеизвестны. Г 1 ричем для контактной зоны сопорным телом 1=1,38, а для неконтактной(с воздухом) 0,0024; у - текущая координата по глубине шлифуемой заготовки.45 11773 8Скорость нагрева для обоих случаевравна2872 0,240,53Скорость охлаждениядля контакта с опорным (теплоотводящим)теплом789 в 3Чохд = --- 950 С/с0,53для контакта с воздухом789 в 77 охл = --- =0 С/с.0,53Таким образом, скорость охлаждения в случае контакта с теплоотводящим телом соответствует охлаждению в 10-ном водном растворе соды при 18 С. В этом случае происходит закалкаСкорость, равная 0 С/с, соответствует охлаждению, близкому к охлаждению на воздухе, т. е. в структурном отношении происходит нормализация или отпуск стали, т. е, участки, не контактирующие с опорным телом, закалке не подвергаются.При шлифовании сегментов ЗН.066.05 с углом заострения р=22 из стали 65 Г на станке ЗП 722-М 2 (количество устанавливаемых заготовок 30) по торцовой схеме кругом ПП 500)(15 ОХ 305 с характеристикой 14 А 40 ПСМ 17 Б 8 и скоростью вращения 35 м/с со снятием всего припуска и базированием на выступы теплоотводящего тела из меди и покрытых сплавов ПСРтолщиной 0,35 мм (теплоотводящее тело шириной 10 мм длиной 80 и толщиной 8 мм) получены периодически (примерно равные) участки закаленных и отпущенных структур по длине режущего лезвия сегмента (фиг. 3) с твердостью: в зоне закаленных участков Н,ос=870 - 1180 кгс/мм и отпущенных Ноо=101 - 270 кгс/мм. Замер осуществляют на расстоянии 0,3 - .0,5 мм от вершины режущего элемента с помощью прибора ПМТи последующим переводом твердости в шкалу НРС, Полученная твердость для упрочненных участков превышает традиционно закаленную на 2 - 3 ед. и составляет НРС- 65, а отпущенных - НРС=26 - 30,что соответствует повыщенной стойкости закаленных участков режущих элементов и способствует увеличению стойкости изделий.Кроме того, за счет износа (при эксплуатации) отпущенных участков образуется новый шероховатый режущий контур, который увеличивает стойкость изделий.Совмещение операций термической обработки с шлифованием повышает производительность, а возможность получения чередующихся локальных закаленных и отпущенных структур выводит предлагаемый способ в разряд тонких технологических операций.Формула изобретения151, Способ изготовления режущих элементов для жатвенных машин, заключающийся в том, что формообразование режущего элемента, установленного на опорном 20 теле, осуществляют шлифованием, отличающийся тем, что, с целью повышения стойкости режущих элементов за счет формирования микроструктуры в материале путем создания условий теплоотвода, используют опорное тело с чередующимися пазами и выступами с равномерным шагом и длиной, опорные поверхности которых имеют длину, превышающую ширину участка лезвия режущего элемента, и которые покрыты температн ростойким сплавом толщиной в 0,3 - 3 О О,Г мм, температура плавления которогопревышает критическую температуру закалкч материала режущего элемента, после чего последний совмещают тыльной стороной с краем опорной поверхности выступов опорного тела и шлифуют со скоростью продольного перемещения в 0,8 - 1,2 м/мин.2. Способ по п. 1, отличающийся тем, чтоиспользуют опорное тело, выполненное с шириной б выступа и глубиной Ь паза, рассчитанными из соотношения Ь)1/2 Е 40 3. Способ по и. 1, отличающийся тем, чтоиспользуют опорное тело с температуростойким сплавом на опорных поверхностях выступов с коэффициентом теплопроводности не ниже, чем у материала опорного тела, 1481036Составитель В. ЗолотовТехред И. Верес КорреТираж 663 Подпиенного комитета по изобретениям и открыти35, Москва, Ж - 35, Раушская наб., д.дательский комбинат Патент, г. Ужгород,тор М, Пожосноеям при ГКНТ СССР4/5ул. Гагарина, 101
СмотретьЗаявка
4262870, 13.04.1987
ФИЗИКО-ТЕХНИЧЕСКИЙ ИНСТИТУТ АН БССР
ЯЩЕРИЦЫН ПЕТР ИВАНОВИЧ, ЕФРЕМОВ ВЛАДИМИР ДМИТРИЕВИЧ, САВКОВ АЛЕКСАНДР АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B24B 1/00
Опубликовано: 23.05.1989
Код ссылки
<a href="https://patents.su/6-1481036-sposob-izgotovleniya-rezhushhikh-ehlementov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления режущих элементов</a>
Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом

Номер патента: 1791102
Опубликовано: 30.01.1993
Автор: Нуриев
МПК: B24B 19/12
Метки: вращающимся, вращения, инструментом, криволинейных, поверхностей, режущим, станок, тел
...выше, возвратно-поступательное перемещение салазкам 18 обеспечивается от копира 29, с которым кинематически связаны салазки 18. Копир 29 так же, как и 29 и 29", приводится в движение со скоростью потоп от вала.30, на котором. жестко сидят копиры и который вращается синхронно с обрабатываемой деталью 2, 17911025 10 15 20 25 30 35 40 45 50 55 Вал 30 посажен в подшипники скольжения (качения), закрепленные на салазках 9. Копиры 29, 29, 29" выполнены с таким же угловым разворотом друг относительно друга, что и кулачки обрабатываемой детали. Для обеспечения безлюфтовой(в осевом направлении) работы шлифовальных кругов 3, 3, 3" служат кольца 31, 31, которые установлены на шпинделе 5, между планшайбой 4 и поводком 32; 4 и 32и т.д, Для...
Опорно-центрирующий элемент бурильной колонны

Номер патента: 1601317
Опубликовано: 23.10.1990
Авторы: Алешин, Минкин, Никаноров, Черных
МПК: E21B 17/10
Метки: бурильной, колонны, опорно-центрирующий, элемент
...поверхности опорных втулок 2, связанных с корпусом 1 штифтами 4, снижает разработку стенки ствола скважины,Формула изобретения 20 Опорно-центрирующий элемент бурильной колонны, включающий трубчатый корпус с жестко закрепленными по его концам опорными втулками, образующими с наружной поверхностью корпуса продольные каналы, отличающийся тем, что, с целью повышения надежности работы, корпус в поперечном сечении выполнен в виде равностороннего треугольника, причем диаметр окружности, описанной по вершинам треугольника в средней части корпуса, равен диаметру наружной поверхности опорной втулки, а по концам корпуса на длине установки опорной втулки - диаметру внутренней поверхности последней. г,2 йЫЗ и 1 ель В. РодинКравчук СостаРедактор В....
Устройство для чистовой и упрочняющей обработки наружных поверхностей тел вращения сложногопрофиля

Номер патента: 357072
Опубликовано: 01.01.1972
Авторы: Голембиевский, Калининградский, Моисеенков, Хоз
МПК: B24B 39/04
Метки: вращения, наружных, поверхностей, сложногопрофиля, тел, упрочняющей, чистовой
...лежат и одной плоск таль лех(ит ца опоре, уст параллельно дсформируюц Обрабатываемая деталь 1 лежит ца опорном ролике 2 между накатным роликом , расположенным на ведущем валу 4, и накатным роликом 5, установленным на неподвиж ной оси б, причем оси вращения роликов 3, 5находятся в одной плоскости, а опорный ролик 2 расположен ца оси 7 нихсс цх.Ролики 2, 3 ц 5 выполнены составными цзнескольких частей; каждая цз которых имеет 0 профиль, соответствующий профилю обрабатываемого участка детали 1, Прц этом одна из частей ролика 3, соответствующая наибольшему по диаметру участку детали, закреплена ца ведущем валу 4 неподвижно, а 5 остальные установлены с возможностью свободного вращения. Обработка осуществляется следующим образом. После...
Устройство для упрочнения поверхностей тел вращения

Номер патента: 639690
Опубликовано: 30.12.1978
Авторы: Дернов, Ракошиц, Фломенблит
МПК: B24B 39/04
Метки: вращения, поверхностей, тел, упрочнения
...станка.Целью изобретения является уменьшение габаритов, упрощение конструкции устройства и повышение производительности.Для этого в опорном звене предлагаемого устройства выполнено цилиндрическое отверстие, в,котором размещен силовой элемент, торец которого выполнен в виде сферы, прсднапаче ной для взаимодействия сВВедепным В устройс 1 ВО сухарсм, 321 срсп 5 ленным на раоочсм органе.На ЧЕРТЕЖС ПЗООРаЖЕПО ОППСЫВ 2 ЕЪ 10 Е УСТройство, разрез.Устройство для упро:1 нснпя тел вращенияСОдсржпт ОпорнОс звсно, роль которого ВыО полняст корпус 1. Корпус 1 шарнирно, с помон.;шо пельца 2, св 5:.21 и с раоочнм звеном,Выпо.1;1 сп 1 ым В 5 нде Осп 3, н 2 1 соторой установлсн с Возможность 0 свободного Вращения на игольчатом подшшпшкс 4...
Способ тангенциального точения торцевых поверхностей тел вращения

Номер патента: 1166897
Опубликовано: 15.07.1985
Авторы: Акопян, Мирзоян, Парсян, Саркисян
МПК: B23B 1/00
Метки: вращения, поверхностей, тангенциального, тел, торцевых, точения
...ступенчатая поверх. ность "Т" обрабатывается резцом 6 50 для окончательной обработки торца детали. При прохождении режущей кром. ки резца б от наружного диаметра по линии центров происходит трансформация.переднего и заднего углов резца. 5Поскольку действительные значения указанньж углов определяются в координатной системе, связанной с векто(3) наружный радиуваемой детали;радиус осевогов детали,гд с обраб отверстия но е КМ смещение инструментасительно осн поворотака О. Аа +г 2 3 е2 Ат(4 После преобразования выражения (4) имеемЕА-т г (5) Таким образом, настраивая резец, производящий окончательную обработку торца, на величину Кц, определенную согласно выражению (5), имеем возможность обработать широкий торец так как в этом случае...
Предыдущий патент: Способ прецизионной доводки плоских поверхностей вращения
Следующий патент: Устройство для обработки фаски на линзе
Случайный патент: Устройство для моделирования систем передачи данных