Способ регулирования процесса дуговой сварки (его варианты)
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
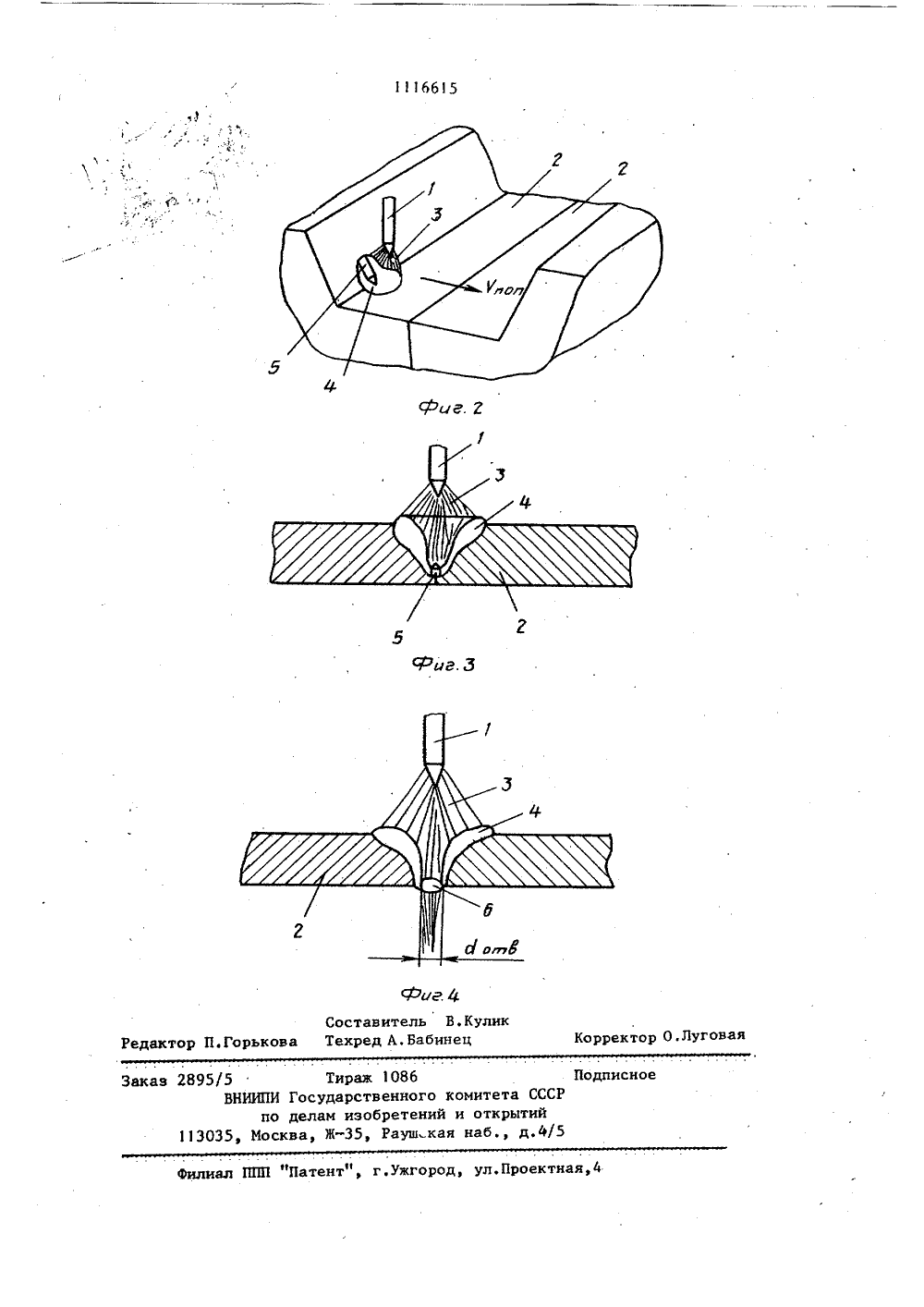
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 1)В 2 ТЕНИ вф ство СССР о СССР ОЦЕССА процесс х гапри. лиру выГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЬГГИЙ ОПИСАНИЕ ИЗ Н АВТОРСКОМУ СВИДЕТЕ(56) 1. Авторское свидетельР. 221876, В 23 К 9/10, 1964.2. Авторское свидетельство СССРУ 429911, В 23 К 9/10, 1972.3. Авторское свидетельствМ 793731, В 23 К 9/10, 198,(54) СПОСОБ РЕГУЛИРОВАНИЯ ПРДУГОВОЙ СВАРКИ (ЕГО ВАРИАНТЫ)(57) 1. Способ регулированиядуговой сварки в среде защитньзов неплавящимся электродом,котором параметры режима регуют по сигналу, получаемому с поверности сварочной ванны, о т л и ч аю щ и й с я тем, что, с целью пошения точности регулирования присварке, в качестве сигнала, получа емого с поверхности сварочной ванны, используют расстояние между концом электрода и его изображением на поверхности сварочной ванны.2. Способ по и. 1, о т л и ч аю щ и й с я тем, что при сварке с разделкой кромок в качестве сигнала регулирования используют расстояние между концом электрода и его изображением на поверхности сварочной ванны образованной на кромке разделки.3. Способ регулирования процесса дуговой сварки в среде защитных газов неплавящимся электродам, при котором параметры рейма регулируют по сигналу, получаемому с поверхности сварочной ванны, о т л и ч а ю щ и .йс я тем, что, с целью повышения точности регулирования при сварке со сквозным проплавлением проникающей дугой, в качестве сигнала, получаемог с поверхности сварочной ванны используют диаметр отверстия, измеряемый в момент исчезновения изображения электрода на дне ванны.Группа изобретений относится вобласти сварки, в частности к способам регулирования процесса дуговойсварки в среде защитных газов иможет найти широкое применение в любой отрасли народного хозяйства, гдек сварным соединениям пр: дъявляютсявысокие требований.В энергетической, судостроительнойхимической и других отраслях 10народного хозяйства сваривают значительный объем соединений, при этомнеобходимо поддержание заданнойглубины проплавления при неполномпроплавлении или величины проплава 15при полном проплавлении на всютолщину соединения.При неточном регулировании процесса сварки, а также при наличии технологических возмущений по току, 20скорости сварки, зазору между деталями и т.д, возникают отклонения размеров проплавления от заданных, а вряде случаев и непоправимые дефектыв сварном шве в виде чрезмерного 25провисания внутренней стороны шва,прожоги и т.д.Известен способ слежения за сварочной дугой, при котором совмещаютна одном экране проекции наружного Зо,шва и следа от сварочной дуги внутритрубы и яо результатам совмещениярегулируют процесс сварки 3 .Применение этого способа не позволяет стабильно осуществлять 35контроль глубины проплавления из-засложности получения проекций поверхности сварочной ванны и определенияее размеров.Известен способ регулированиясварочных процессов, при которомизмеряют излучение сварочной ванны,а по интервалу времени между соответственными выплесками интенсивности излучения устанавливают требуемую величину дугового промежутка 21.Недостаток его заключается такжев невысокой точности регулированияпроцесса проплавления металла изделия вследствие влияния на интенсив Оность излучения ванны движения жидкого металла в ванне, наличия пленоки т,д,Наиболее близким по технической 55 сущности и достигаемому эффектук предложенному является способ регулирования процесса дуговой сварки,при котором параметры режима регулируют по сигналу, получаемому споверхности сварочной ванны, в видепространственной стабилизации яркосветящегося пятна дуги на сварочнойванне в момент полного проплавленияз 3.Недостатком его является невозможность регулировать и контролировать процесс сварки при неполном проплавлении и при сквозномпроникании дуги в свариваемое соединение, Кроме того, точность регулирования по этому способу невысокаяиз-за блуждания пятна по поверхности ванны и сложности его выделенияв зоне анодного пятна дуги.Целью группы изобретений является повышение точности контроляи регулирования глубины и величиныпроплавления при дуговой сваркеповерхностной и проникающей дугой итем самым повышение качества сварныхсоединений.Поставленная цель достигается тем,что в способе регулирования процессадуговой сварки в среде защитных газов неилавящимся электродом, прикотором параметры режима регулируютпо сигналу, получаемому с поверхности сварочной ванны, в качествесигнала, получаемого с поверхностисварочной ванны, используют расстояние между концом электрода и егоизобретением на поверхности сварочной ванны, При сварке с разделкойкромок в качестве сигнала регулирования используют расстояние междуконцом электрода и его изображениемна поверхности сварочной ванны, образованной на кромке разделки.Во втором варианте .при сварке сосквозным проплавлением проникающейдугой в качестве сигнала, получаемого с поверхности сварочной ванны,используют диаметр отверстия, измеряемый в момент исчезновения изображения электрода на дне ванны,Второй вариант применяют при сварке проникающей дугой (например плазменной), а первый вариант - при сварке поверхностной дугой с полным или неполным проплавлением свариваемых деталей.Указанные операции позволяют повысить точность регулирования процессайдуговой сварки за счет повышения точности определения положения и формы3 116 наружной поверхности сварочной ванны и автоматически поддерживать размеры проплавления в заданных пределах,На фиг.1 показано положение электрода и его иэображение на поверхности сварочной ванны; на фиг.2 - положение электрода в разделке при появлении второго изображения на поверхности сварочней ванны; на. фиг.З - положение электрода и его изображе- О ние на дне ванны при погружении дуги; на фиг.4 - момент исчезновения иэображения на дне ванны и образование сквозного отверстия в ней.Способ осуществляется следующим образом.При выполнении процесса дуговой сварки неплавящимся электродом в среде защитных газов зачастую предъявляются высокие требования к размерам проплавления, а именно к глубине или величине проплава, Наличие при сварке технологических возмущений приводит к изменению размеров проплавления и нередко к возникнове нию дефектов и брака в сварных соединениях, Вследствие этого требуется регулировать параметры режима сварки для стабилизации проплавления. Для исключения указанных недостатков и служит способ.ЗО При сварке поверхностной дугой между электродоми изделием 2 возбуждают дугу 3 ( см.фиг,). Дуга 3 расплавляет металл изделия 2 и 35 образует сварочную ванну 4. Поверхность сварочной ванны 4 имеет при поверхностном плавлении - не на всю толщину свариваемого изделия 2либо выпуклую, либо вогнутую поверх ность, в зависимости от давления дуги (силы тока), При режимах сварки, обеспечивающих выпуклую поверхность ванны 4, по мере увеличения глубины проплавления Нр увеличивает"45 ся и выпуклость поверхности анны 4. Это происходит из-за большего объема расплавленного металла сварочной ванны 4: плотность жидкого металла меньше плотности твердого метал ла изделия 2. Зто изменение выпуклости сварочной ванны ч, а, следовательно, и изменение глубины проплавления Н предложено определять по видимо-, му перемещению изображения 5 конца 55 электрода 1 на зеркальной поверхности сварочной ванны ч, Но мере увеличения глубины проплавления Нр изобраб 15 4жение 5 электрода 1 приближаетсяк электроду 1 - .рр уменьшается - и,наоборот, при уменьшении глубиныпроплавления Нар 1 щ увеличивается,При вогнутой поверхности свароч.ной ванны 4 при определенных углахзрения на ней также наблюдается изображение 5 конца электрода 1 и степень вогнутости поверхности ванны 4,а, соответственно, глубину проплавления Н можно опоеделить по расстоянию на проекции между электродом 1 и его изображением 5.Для осуществления способа предварительно на образцах - свидетелях подбирают оптимальный режимсварки, обеспечивающий заданную глубину проплавления и фиксируют приэтом расстояние между концом электрода и его иэображением 5 на поверхности ванны 4. Затем осуществляютсварку штатных изделий с постояннымконтролем расстояния, при измененииего в ту или иную сторону от заданного значения, регулируют параметры режима сварки в ту или иную сторону соответственно, добиваясь стабилизации . или изменяют егопо программе в соответствии с требованиями технологии. Это позволяетполучать сварные соединения с требуемыми размерами глубины проплавления и тем самым повысить качество,При сквозном проплавлении на всю толщину изделия изменение размеров и формы поверхности сварочной ванны 4 со стороны дуги 2 еще более связано с изменением размеров проплава с обратной стороны свариваемого изделия 2. При увеличении ширины и высоты ;шва с обратной стороны стыка провисание поверхности сварочной ванны 4 со стороны дуги увеличивается и расстояние между электродом 1 и видимым изображением 5 его на поверхности ванны также увеличивается, что позволяет использовать этот параметр для регулирования размеров провара в заданных пределах и повысить качество соединения.При сварке с разделкой кромок (фиг.2) значительное влияние на качество сварного шва, особенно вблизи кромок, оказывает точность подвода электрода 1 к кромкам разделки и обеспечение тепловложения в них, достаточного для надежного и каче 1116615ственного сплавления металла шваи кромок,Различные датчики .ориентации электрода 1 относительно кромок. разделкине позволяют точно фиксировать положение электрода 1 у кромок и регули-.ровать теплодвижение в них.При регулировании процесса сваркипо данному способу с использованием вкачестве регулируемого параметра 1 Опоявление изображения 5 электрода1 на поверхности сварочной ванны 4,образованной на кромке разделки,эти недостатки исключаются. Появление изображения 5 электрода 1 со 15стороны кромки указывает на оплавлениекромки дугой и, соответственно, наотсутствие несплавления с кромкой.По расстоянию между электродом 1 иего изображением 5 регулируют степень 20расплавления кромки. При чрезмерномоплавлении кромки металл стекаетс кромки на дно разделки и могутвозникать подрезы у кромок, что затрудняет формирование шва при последующих проходах и приводит к появлению дефектов. При стекании металлас кромки расстояние между электродом 1 и его изображением 5 увеличивается, Поэтому при достижении заданного ЗОрасстояния 1 электрод 1 начинают10перемещать к противоположной кромке,либо уменьшают ток сварки у кромкии т,п, Эталонное расстояниеопределяют также предварительно экспериментальным путем. Таким образом,используя изображение 5 электрода 1на поверхности ванны 4, образованнойна кромке, можно исключить несплавление у кромок разделки, образованиеподрезов,замыканий электрода 1 сизделием и т.д.Кроме того, отпадает необходимость в применении датчиков направления электрода вдоль разделкипри заполнении последней с попереч 4ными колебаниями со скоростью /Согласно второму варианту способосуществляют с использованием.в качестве сигнала изображение концаэлектрода на дне ванны, сквозноепроникание регистрируют по исчезновению иэображения.и в этот моментопределяют диаметр образовавшегосяотверстия, а процесс сварки регулиочют по этому диаметру.5 П р и м е р. Способ регулированияпроцессов дуговой сварки осуществляли при сварке неплавящимся электродом стыковых соединений труб диаметром 34 мм и толщиной стенки 5,0 ммиз стали 12 х 18 Н 10 Т.Предварительно стыки без разделкикромок собирали на прихватках иустанавливали в специальное приспособление. Сварку осуществляли трубосварочным автоматом ОДАС на режиме:Сварочный ток 90 А;Длина дуги 1,0 мм;ДиаметрвольфрамовогоэлектродаУгол заточкиоэлектрода 20Диаметрпритупления 0,5-0,6 мм;Расход аргона 5 л/мин.После возбуждения дуги в нижнемположении визуально наблюдали за ф положением иэображения конца электрода на зеркальной поверхности сварочной ванны. Наблюдение вели под углом45 к оси электрода на расстоянии25 см от зоны сварки. Вначале сварочная ванна имела выпуклую поверхность11 1и изображение электрода приближалоськ самому электроду, затемрасстояниемежду изображением и электродом стало 3 мм Второй вариант применяют при сварке со сквозным прониканием дуги на всю толщину свариваемого иэделия. При этом во время погружения дуги3 в сварочную ванну 4 наблюдают заизображением 5 конца электрода 1на дне сварочной ванны 4, образованной на иэделии 2 (см.фиг.3. Вмомент сквозного проникания дуги 3на всю толщину и выхода факела дуги3 с обратной стороны изделия 2 образуется отверстие 6 диаметром д,фиг.4). Величина отверстия 6 характеризует размеры проплавления (ширину шва с обратной стороны стыка,высоту шва с обратной стороны, т,е.качество сварного соединения. В момент образования отверстия 6 на дневанны 4 изображение 5 конца электрода 1 исчезает. В этот момент опре- .деляют диаметри по его .величине регулируют параметры процесса сварки. Это позволяет исключитьобразование непроваров, прожогов, атакже получать размеры шва с обратной.стороны стыка в заданных техническимиусловиями пределах и тем самым повысить качество сварных соединений,20 1,8 мм; 35 1116 увеличиваться, В момент ухода изображения из поля зрения (изображение не видно) включали перемещение элект. рода и начинали сварку со скоростью 4,5 м/ч. После полного оборота элект родом стыка дугу выключали и осматривали сварной шов. Во всех случаях наблюдали стабильный провар по всему периметру стыка труб.Способ регулирования процесса 10 дуговой сварки по второму варианту осуществляли при плазменно-дуговой сварке, проникающей дугой стыковых соединений труб диаметром 78 мм и толщиной стенки 6 мм из стали 15 12 х 18 И 10 Т, Предварительно стыки без разделки кромок собирали на прихватках и устанавливали на установке СА.Сварку осуществляли в поворотном положении на следующем режиме:Сварочный ток 120 А;Расход плазмообразующего газа (аргона) 1,5 л/мин;Расход защитногогаза (аргона) 5 л/мин; 25Длина дуги 4 мин;Расстояние электрод-сонлоДиаметрвольфрамового 3электрода 3 мм;Диаметр притупленияэлектрода 0,6 мм;Угол заточкиоэлектрода 30Для наблюдения за изображением электрода на поверхности сварочной ванны в горелку под углом. 25" был установлен световод, позволяющий получать изображение на матовом экране диаметром 30 мм.После возбуждения дуги при неподвижном положении горелки 3 ч визуально наблюдали за положением изобра 6158жения конца электрода на дне сварочной ванны, в момент исчезновения изображения электрода по шкале экрана световода фиксировали диаметр образовавшегося сквозного отверстия в ванне, и при достижении им величины 2 ммначинали процесс сварки включением скорости перемещения трубы сварка на спуск) относительно горелки, В процессе сварки регулированием вручную тока сварки добивались постоянства размера диаметра сквозного отверстия.После окончания процесса сваркипроизводили внешний осмотр сварногошва. Во всех случаях наблюдали стабильное формирование шва по всемупериметру стыка и качественное формирование в начале шва. Отсутствовали выплески металла внутрь трубы,натеки снаружи и кратер в концешва,Последующий контроль качествасоединений подтвердил их соответствие принятым нормам контроля дляданного типа соединений.Способ регулирования процессадуговой сварки по сравнению с прототипом позволяет точно определитьмомент сквозного провара в началепроцесса и получить размеры шва собратной стороны стыка в требуемыхдопусках, тем самым избежать непроваров и чрезмерного усиленияшва в корне и повысить качествосварных соединений. Способ позволит также разработать систему автоматического регулирования проплавления металла при сварке соединений поверхностной и проникающей дугой, что сократит объем послесварочного контроля, а это значительно снизит затраты на него..2 ль В,КуликБабинец ос ректор 0 Лугова эктор П.Горькова е Подпис Заказ 2895/5 11303 филиал ППП "Патент", г.ужгород, ул,Проектная,Тираж ИИПИ Государст по делам изо Иосква, Ж, 086нного кетенийауш кая итета СССоткрытийаб., д.4/
СмотретьЗаявка
3636444, 26.08.1983
ПРЕДПРИЯТИЕ ПЯ Р-6476
КОРНЕЕВ Ю. Н, БУКАРОВ В. А, АНИСИМОВ В. В, БУТЫЛКИН Б. Б, МУШКАЕВ В. В
МПК / Метки
МПК: B23K 9/10
Метки: варианты, дуговой, его, процесса, сварки
Опубликовано: 23.05.1985
Код ссылки
<a href="https://patents.su/6-1116615-sposob-regulirovaniya-processa-dugovojj-svarki-ego-varianty.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования процесса дуговой сварки (его варианты)</a>
Горелка для сварки сжатой дугой

Номер патента: 202714
Опубликовано: 01.01.1967
Авторы: Вербицкий, Леонов, Маслова, Петров, Суворов
МПК: B23K 10/00, B23K 28/00, H05H 1/02
Метки: горелка, дугой, сварки, сжатой
...камеры к изделию и предотвращения попадания воздуха взону сварки нижняя опорная поверхность 7камеры выполнена по профилю, соответствующему форме изделия,Камера имеет внутреннее водяное охлаждение. Габариты камеры выбирают в зависимости от толщины свариваемого материала,Длина ее должна быть такой, чтобы обеспечивалась защита металла шва в процессе остывания до заданной температуры. Минималь202714 Составитель Т. ОлесоваРедактор В. ф, Чулкова Техред Т. П. Курилко Корректоры: Е. Н. Гудзонаи Т. Д. Чунаева Заказ 3629/9 Тираж 535 ПодписноеЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССРМосква, Центр, пр. Серова, д. 4 Типография, пр. Сапунова, 2 3ные габариты камеры ограничиваются изотермой на поверхности...
Горелка для сварки магнитоуправляемой дугой

Номер патента: 903011
Опубликовано: 07.02.1982
Авторы: Игумнов, Кузнецов, Матяш, Черныш, Шеленков
МПК: B23K 9/08
Метки: горелка, дугой, магнитоуправляемой, сварки
...Кроме того, наружная связь систем охлаждения токоподвода и сопла снижает маневренность такихгорелок.Наиболее близкой по технической сущности и достигаемому эффекту к описываемому изобретению является горелка для сварки магнитоуправляемой дугой, содержащая электродный узел (электрододержатель) с рубашкой охлаждения, два электромагнита сФобмотками, установленных на общем магнитопроводе, имеющем рубашку охлаждения, образованную двумя концентричными токопроводящими трубка-. ми, а также закрепленное на магнитопроводе соплоНедостатками горелки являются .большие габариты из-за расположения .электромагнитов на магнитопроводе,5 10 15 20 25 ЗО 35 40 45 50 55 60 65 который по существу является корпусом горелки, поскольку охлаждениеобмоток...
Способ вертикальной сварки открытой дугой

Номер патента: 927441
Опубликовано: 15.05.1982
Авторы: Аснис, Грецкий, Лиханосов, Метлицкий, Несвит, Сытник
МПК: B23K 9/18
Метки: вертикальной, дугой, открытой, сварки
...процесса.Бель изобретения - получение принепрерывной вертикальной смрке чугунадоброкачественного соединения, со швомлюбой протяженности, однородным основному металлу по химическому составу,структуре и равноценным ему по механическим свойствам.Поставленная цель достигается тем,что для осуществления вертикальной сварки открытой дугой порошковой проволокой с принудительным формированиемиспользуются преимушества как дуговой,так и электрошлаковой сварки, а именно:за счет дугового процесса (дуга горитмежду концом электродной порошковойпроволоки и поверхностью шлаковой ванны) достигается значитепьный перегревшлаковой ванны, . результате чего увеличивается тепловложение в свариваемуюдеталь, обеспечиваются мягкий термический цикл в...
Горелка для сварки магнитоуправляемой дугой

Номер патента: 1250419
Опубликовано: 15.08.1986
Авторы: Демченко, Игумнов, Мальцев
Метки: горелка, дугой, магнитоуправляемой, сварки
...6 электромагнита конец, 25выполненный коническим с образующейконической поверхности, пересекающейся с осью горелки на расстоянии отсреза сопла 7, равном 1-1,5 внутренним диаметрам сопла. Сопло 7 облицовывает внутреннюю поверхность магнитопровода 5, выполнено из материалас высокой теплопроводностью, например из меди.Обмотка 6 соленоида, охватывающая магнитопровод 5, расположена врубашке охлаждения, образованной наружной поверхностью магнитопровода 5и кожухом 8Для закрепления кожуха 8 на корпусе 1 горелки установлена накиднаягайка 9, В корпусе 1 установленытрубки 10 ввода и 11 вывода охлаждающей жидкости рубашки охлаждения,45 Подачей напряжения между электродом и изделием возбуждается дуга, ипроисходит расплавление электрода...
Горелка для сварки магнитоуправляемой дугой

Номер патента: 1382614
Опубликовано: 23.03.1988
Авторы: Биржев, Болдырев, Борисов, Соколов, Черных, Чивирев
МПК: B23K 9/08
Метки: горелка, дугой, магнитоуправляемой, сварки
...позволяет получать аксиальнре продольное магнитное поле 10 в зоне сварки и вместе с тем уменьшить радиальную составляющую 11 при сварке угловых и тавровых соединений.Катушка 2 установлена с возможностью продольного перемещения относительно сердечника 1. Это может быть обеспечено за счет резьбовой пары винт (сердечник) гайка (катушка) либо за счет установки катушки на сердечнике по скользящей посадке, Перед сваркой устанавливается определенный свободный вылет сердечника 1, после чего положение катушки 2 фиксируется стопорным винтом 9. Горелка крепится к корпусу сварочного аппарата так, чтобы дуга 12 была направлена на ребро двугранного угла, образованное плоскостями свариваемых деталей 13.Устройство работает следующим...
Предыдущий патент: Искусственный хрусталик
Следующий патент: Устройство для дуговой сварки
Случайный патент: Компенсирующее устройствоrv. -c1gt; amp; ugt; amp;