Установка для последовательно нап-равленного заполнения литейной формы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
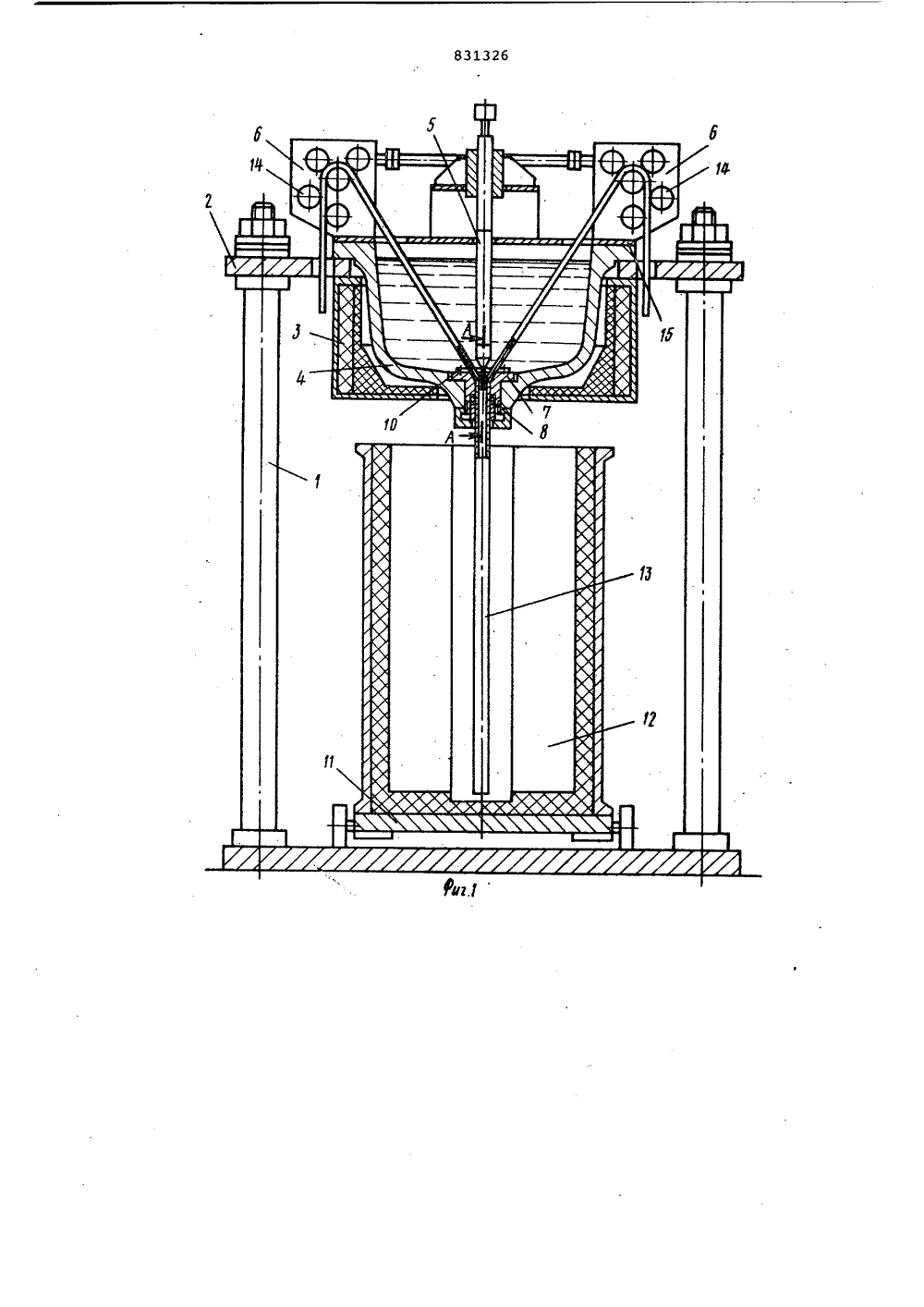
ОП ИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советскнк Социалистических Республик(61) Дополнительное к авт. свид-ву- (22) Заявлено 040779 (21) 2791435/22-02 с присоединением заявки йо Р 1 М КдЗ В 22 0 39/00 Госуаарственмый комитет СССР оо аелам нзобретений и открытнй.3(088.8) Дата опубликования описания 230581 тель(54 ВОВКА ДЛЯ ПОС ЗАПОЛНЕНИ ВАТЕЛЬНО НАП ТЕЙНОЙ ФОРЯЙ ННОГО с т ч в Изобретение относится к литейному .производству и может быть использовано для получения отливок из цветных металлов н сплавов методом последовательно направленного заполнения литейной формы.Известно устройство для заливки форм, предназначенное для изготовления отливок из алюминиевых сплавов в песчаных и металлических формах, В нем заливочная трубка в процессе заливки перемещается в литниковом канале, Скорость подъема заливочного ковша с трубкой подбирается в зависимости от конфигурации детали, 5 Регулирование расхода расплава в про-, цессе заливки осуществляется путем подбора габаритов литниковых опок и выбора их распбложения по высоте заливочной трубки. Заливочный ковш 20 выполнен электрообогреваемым 11.Наиболее близкой к предлагаемой по технической сущности является установка для последовательно направленного заполнения литейной форьы, включающая неподвижную в процессе заливки тележку с установленной на ней формой, заливочную чашу с неподвижно закрепленной на ней заливочной трубкой и стопорное уст ройство. Заливочная чаша выполнена подвижной в вертикальной плоскости и поднимается с помощью регулируемого привода вверх в процессе заливки 121К недостаткам установок такого типа (с подвижной в вертикальной пло кости заливочной чашей) относятся трудность доливки расплава в процессе заливки и контроля его параметров затрудненный подвод питания для обогрева чаши и управления стопором.Наиболее значительный эффект от применения метода последовательно направленного заполнения литейных форм достигается при производстве о ливок, иМеющих большую, до нескольких метров высоту, а выполнение известных установок с подвижными во время заливки форм заливочной чашей или столом с формой приводит к уве.личению габаритов установок, требует использования массивных направляющих и усложняет обслуживаниеЦель изобретения - упрощение конструкции.Указанная цель достигается то установка снабжена синхро роанными тянущими механизмами - /жами, жестко закрепленными на днезаливочной чаши, при этом верхнийконец заливочной трубки разделен начасти, взаимодействующие с тянущимимеханизмами и ножами, а сама трубка имеет продольные концентраторы 5напряжений.На фиг. 1 изображена предлагаемаяустановка, общий вид; на фиг. 2 - сечение А-А на фиг. 1, на фиг. 3 - сечение Б-Б на фиг. 2, поперечное сечение заливочной трубки, на фиг. 4сечение В-В на фиг. 2; на фиг. 5сечение Г-Г на фиг. 4.Установка для последовательно направленного заполнения литейной форьжсодержит стойку 1, на траверсе 2 15которой снизу закреплена электропечь3 для подогрева заливочной чаши 4,закрепленной на траверсе сверху. Назаливочной чаше смонтированы стопорное устройство 5 и синхронизирован Оные тянущие механизмы б, а в сливном отверстии заливочной чаши 4 установлена втулка 7 с уплотнителем 8.На втулке 7 посредством болтов 9 закреплены ножи 10. Под заливочной чашей 4 на столе 11 установлена литейная форма 12.В заливочную чашу 4 введена заливочная трубка 13, нижний Конец которой находится в полости литейнойформы 12, а верхний расчленен на час- ЗОти, заправленные в ролики 14 тянущихмеханизмов. С внутренней. стороны .заливочная трубка 13 имеет концентраторы напряжений, выполненные, например, в виде продольных рисок 4 35и оНа заливочной чаше 4 смонтировансъемный защитный экран 15,Установка работает следующим образом, 40Собранная литейная форма 12, уста новленная на столе 11, закатываетсяпод заливочную чашу 4 и фиксируетсяпод ней. В течение всего рабочегоцикла заливки металла в полость формы 12 заливочная чаша 4 и литейнаяформа 12 сохраняют свое неподвижноесостояние.При снятых экране 15 и стопорномустройстве 5 в заливочную чашу 4 устанавливается заливочная трубка 13с расчлененным верхним концом, Ножи 0 закрепляются на втулке 7, после чего осуществляется подтяжка уплотнителя 8, а концы заливочной трубки заправляются в ролики 14 тянущих 55механизмов б.Затем устанавливаются стопорноеустройство 5 и защитный экран 15,включается электропечь 3, заливочная чаша 4 прогревается до заданной щтемпературы,и осуществляется залив.ка металла в чашу 4 при снятом экране 15.После заливки мерного количестважидкого металла в чашу 4, стопор- у ное устройство 5 перемещается вверх и металл из заливочной чаши по труб ке 13 поступает в литейную форму 12. По мере заполнения форьы 12 начинается подъем заливочной трубки 13 посредством синхронизированных тянущих механизмов б со скоростью, соответ - ствующей скорости заливки металла, при этом ножи 10 расчленяют заливочную трубку на части.По окончании заливки формы 12 тянущие механизмы 6 продолжают вытягивать заливочную трубку 13, при этом ножи 10 разрезают ее до конца на части, которые удаляются из установки тянущими механизмами б,Продольные концентраторы напряжений О и Ю уменьшают усилие разрыва и позволяют контролировать разрыв трубки 13 на заданное количество частей.В предлагаемой установке для последовательно направленного заполнения литейных форм отпадает необходимость в создании громоздких устройств для подъема заливочной чаши с расплавленным металлом или для опускания литейной формы, что значительно упрощает конструкцию установки и облегчает условия ее эксплуатации.Кроме того, значительно уменьшены габариты установок данного типа, так как в процессе заливки заливочная чаша и стол с литейной формой сохраняк 1 т неподвижное положение, что особенно важно при необходимости использования указанных установок в условиях, лимитирующих их высоту, например, при литье методом последовательно направленного заполнения форм с приложением всестороннего газового давления, когда установка в процессе заливки находится в автоклаве,Формула изобретенияУстановка для последовательно направленного заполнения литейной формы, включающая стол для установки формы, заливочную чашу со стопорным устройством и заливочную трубу, о т л и ч а ю щ а я с я тем, что, с целью упрощения конструкции, она снабжена тянущими механизмами и ножами, жестко закрепленными на заливочной чаше и взаимодействующими с заливочной трубкой, а верхний конец заливочной трубки разделен на части, каждая из которых связана с тянущим механизмом.Источники информации,принятые во внимание при экспертизе 1, Патент СйА 9 3028642,кл. 222-549, 1963. 2, Авторское свидетельство СССР Р 343766, кл. В 22 О 39/00, 1969.831326 г. 4 Г Составитель Е Техред М. Еошт ткин орректор Г. Назарова актор В, Иванова каз 287 е филиал ППП "Патент", г. Ужгород, ул. Проектная ВНИИПИ по 13.0 35, Тира судар лам и сква,869венногобретений-35, Рауш Подпмитета СССРоткрытийая наб., д.
СмотретьЗаявка
2791435, 04.07.1979
ПРЕДПРИЯТИЕ ПЯ Р-6762
КРИВОШЕЕВ ЛЕВ СЕМЕНОВИЧ, ГОРБУНОВ ОЛЕГ АНАТОЛЬЕВИЧ, РЯБИНКИН ВЛАДИМИР ДМИТРИЕВИЧ
МПК / Метки
МПК: B22D 39/00
Метки: заполнения, литейной, нап-равленного, последовательно, формы
Опубликовано: 23.05.1981
Код ссылки
<a href="https://patents.su/5-831326-ustanovka-dlya-posledovatelno-nap-ravlennogo-zapolneniya-litejjnojj-formy.html" target="_blank" rel="follow" title="База патентов СССР">Установка для последовательно нап-равленного заполнения литейной формы</a>
Устройство для образования полости литниковой чаши в литейной форме

Номер патента: 242329
Опубликовано: 01.01.1969
Авторы: Волгоградский, Силин, Ушаков
МПК: B22C 7/00
Метки: литейной, литниковой, образования, полости, форме, чаши
...предлагаемое устройство.Оно содержит литниковую чашу 1, прессовую колодку 2, механизм 3 поворота литниковой чаши и фиксатор 4 для закрепления модели литниковой чаши,при формовке,Механизм 3 поворота литниковой чаши состоит из вала 5, на котором закреплена модель литниковой чаши, связанного с зубчатым колесом 6 и с червяком 7, рычага 8 с собачкой 9, Рычаг 8 снабжен роликом 10, который при возвратно-поступательном перемещении прессовой колодки 2 в верхнее положечие находит на неподвижный упор 11 и поворачивается, Вместе с ним поворачивается колесо б на угол, обеспечивающий поворот модели литниковой чаши на 180". Последняя занимает одно из двух положений, при которых модель выступает над поверхностью прессовой колодки (формовка верхней...
Устройство для формирования литниковой чаши в литейной форме

Номер патента: 1369855
Опубликовано: 30.01.1988
Авторы: Бобов, Гридасов, Литвинов, Шевченко
МПК: B22C 23/00
Метки: литейной, литниковой, форме, формирования, чаши
...3, а режущие элементы 2 - со стаканом 4 и посредством пружины 6 (упругого элемента) с приводным корпусом 3. Для регулирования усилия пружины 6 предусмотрен нажимнойвинт 7. Позицией 8 показана полуфор 35ма, в которой формируется литниковаячаша. Опорный элемент 5 можно выполнить и в виде системы рычагов, связывающих режущие элементы с корпу ом.Устройство работает следующи образом.После подачи полуформы 8 на технологическую позицию включают привод (не показан), вращающий и поднимающий устройство. При этом режущие элементы 2 вырезают в смеси полуформы 8 чашу. Пружина 6 отрегулирована нажимным винтом 7 на усилие,превышающее усилие сопротивления внедренрю режущих головок 2 в смесь полуформы 8. Гладящие элементы 1 приэтом расположены ниже...
Устройство для формирования литниковой чаши в литейной форме

Номер патента: 515574
Опубликовано: 30.05.1976
Авторы: Весноватов, Гудзон, Кореньков
МПК: B22C 23/00
Метки: литейной, литниковой, форме, формирования, чаши
...на фиг, 2 - тоже, вид в плане; на фиг. 3 - вид по стрелке А на фиг. 1.5 Устройство содержит конусообразный корпус 1, режущие элементы 2, расположенныедиаметрально противоположно, гладящие элементы 3, установленные перпендикулярно режущим элементам 2, и двуплечие рычаги 4,О шарнирно закрепленные у основания конусообразного корпуса 1. Одни концы гладящихэлементов 3 шарнирно связаны с вершиной конусообразного корпуса 1, а другие свободныеих концы соответственно взаимодействуют с5 одним из плеч двуплечих рычагов 4,При работе устройство защающемся шпинделе (на чери подают его снизу вверх,О отвод формовочной смеси нзния.В процессе врезачия устройства в литейнуюформу 5 гладящне элементы 3 остаются утопленными в пазах 6 конусообразного...
Устройство для формирования литниковой чаши в литейной форме

Номер патента: 969429
Опубликовано: 30.10.1982
Авторы: Подуздиков, Роменский
МПК: B22C 23/00
Метки: литейной, литниковой, форме, формирования, чаши
...корпус 1, на котором попарнозакреплены под углом режушие элементы2 и связанные с двуплечими Г-образнымирычагами 3 гладяшие элементы 4.Устройство снабжено установленнымна корпусе 1 с возможностью осевогоперемешения стаканом 5, который жесткосоединен с гладяшими элементами 4, акаждый из двуплечих Г-образных рычагов3 посредством шарниров 6 соединен скорпусом 1 и одним плечом размещен впазу 7, выполненном на внутренней поверхности гладящего элемента 4, при этомвторое плечо оснащено грузом 8.В исходном положении гладяшие эле-менты 4 находятся в утопленном положении по отношению к режущим элементам,2.Работает устройство следуюшим образом.После подачи полуформы 9 на технологическую позицию включают привод неИпоказан) вращающий устройство....
Устройство для формирования литниковой чаши в литейной форме

Номер патента: 1454566
Опубликовано: 30.01.1989
Авторы: Кривоносов, Крупенин
МПК: B22C 23/00
Метки: литейной, литниковой, форме, формирования, чаши
...гладящих элементов от абразивного износа рьиаги 7 снабжены режущими пластинками 15, выполняющими ропь дополнительных режущих элементов. В корпусе 1 имеются монтажные окна 16 и 17. Он соединяется с приводным валом 18.Устройство работает следующим образом.Полуформа 19 подается на позицию механизма Фрезерования литниковой чаши. Включается приводной вал 18, устройство получает врашательное движение и поступательное движение вверх. Происходит вырезание Формовочной земли и Формирование конусной воронки. Режущая пластинка 15 участвует в вырезании массива Формовочной земли и предохраняет верхнюю часть гладящего элемента от износа в процессе поступательного движения вверх.Усилия, возникающие от взаимодействия режущей пластинки 15 с...
Предыдущий патент: Способ удаления легкоплавких моделейиз литейных керамических форм
Следующий патент: Стенд для подготовки металлургическойемкости
Случайный патент: Способ классификации сыпучих материалов и устройство для его осуществления