Кантователь профильного проката
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
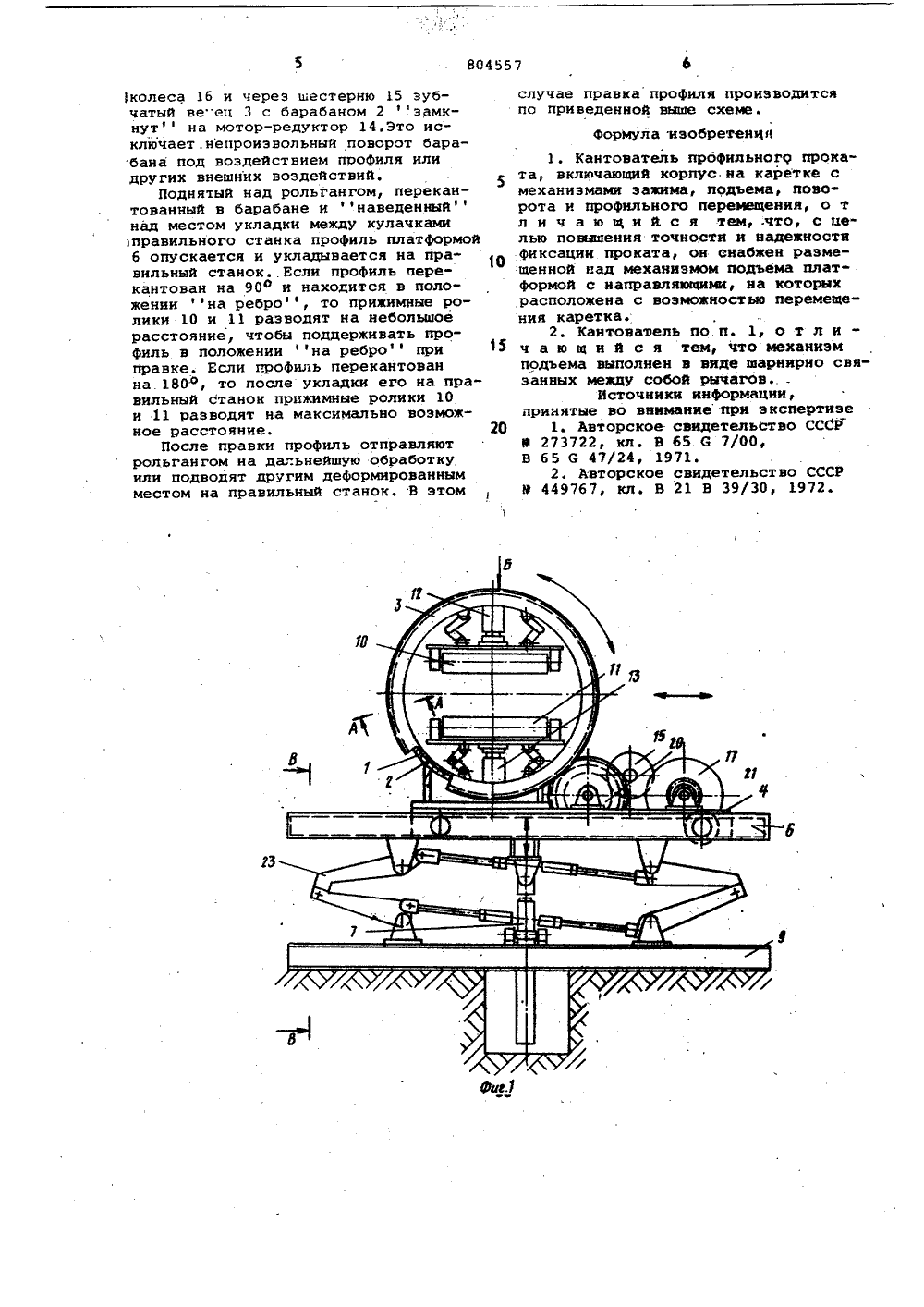
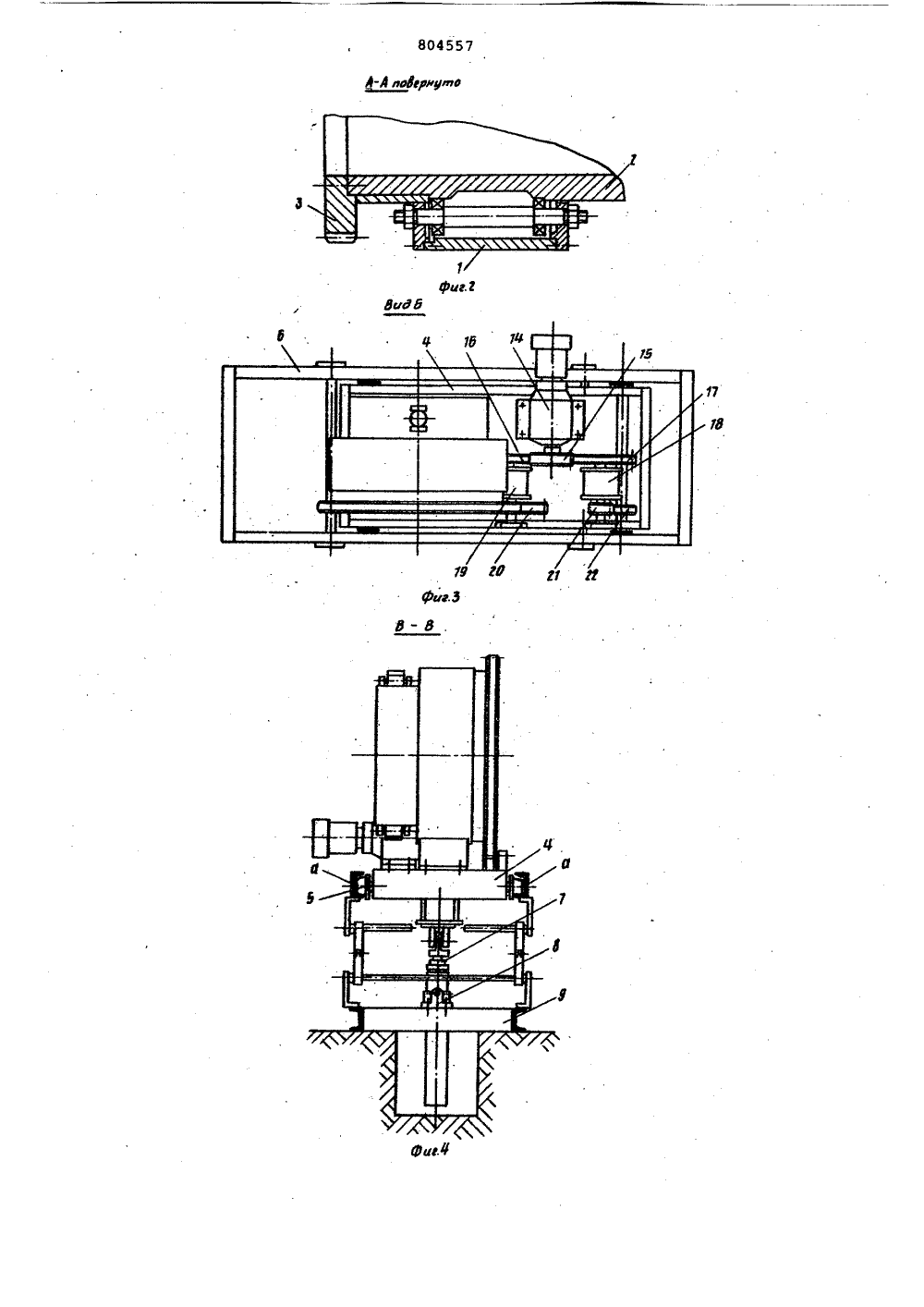
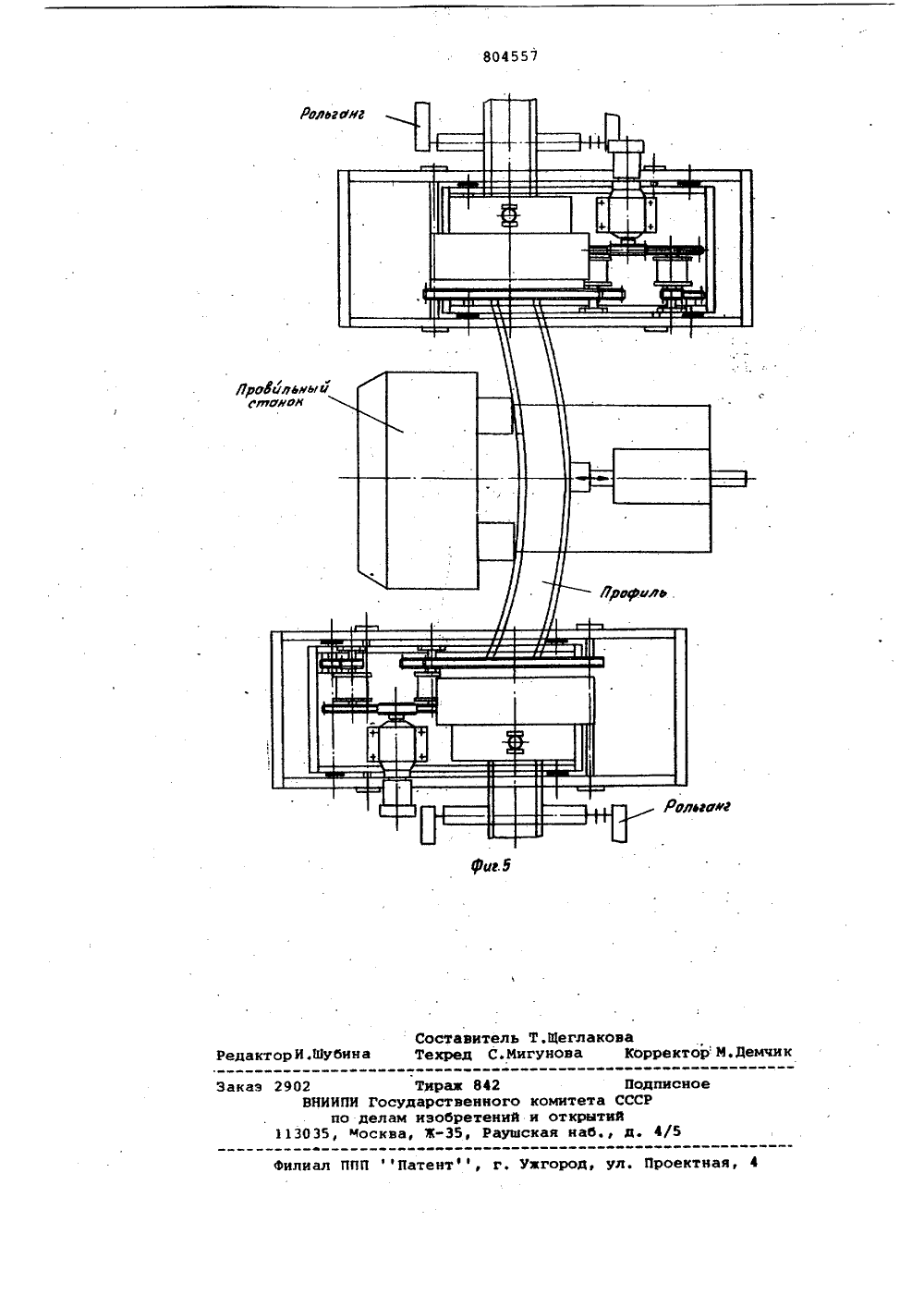
Сфвз Сфветскик Социалистических Республик(51) М, .Кл,з с присоединением заявки Йо(23) Приоритет В 65 6 47/24 Государственный комнтет,СССР но делам нзобретеннй н открытий(53) УДК 621. 867. .229.72(088.8) Дата опубликования описания 15,0 281 А.И.Астапович, Ф.А.Сидоров, В.Я.Смоляр и Ф.Д.Черньы(54) КАНТОВАТЕЛЬ ПРОФИЛЬНОГО ПРОКАТА Изобретение относится к кантующим механизмам, устанавливается в поточной линии обработки профильного проката и предназначено для судострои-, тельной промышленности. Оно,может быть использовано и в других отраслях промышленности при обработке профильного проката.Известен. кантователь крупногабаритных иэделий, включающий цилиндричесО кий корпус с механизмом поворота изажима 11 . Этот кантователь не позволяет производить кантовку профильного про ката на полные 180 в в обе стороны от исходного положения профиля при правке на правильном станке над транспортирующим рольгангом при расположении участка профиля между кулачками пра О вильного станка.Наиболее близким к предлагаемому по технической сущности и достигаемому результату является кантователь профильного проката, включающий кор.пус на каретке с механизмами зажима, йодъема, поворота и продольного перемещения 2).Однако такой кантователь не обес- . печивает достаточно надежную и точную ЗО фиксацию проката относительно правильного станка,Целью изобретения является повышение точности и надежности фиксациипроката.Указанная цель достигается тем,что предлагаемай кантователь снабженразмещенной над механизмом подъемаалатформой с направляющими, на которых расположена с возможностью перемещения каретка, при этом механизмподъема выполнен в виде шарнирносвязанных между собой рычагов.На фиг. 1 изображен предлагаеьвейкантователь, вид спереди на фиг. 2 -разрез А-А иа фиг. 11 на фиг. 3 -вид по стрелке Б иа фиг.1(план кантователя)т иа фиг. 4 - сечениеВ-В на фиг. 1 (вид сбоку на кантовательф на фиг. 5 - кантователь в работе (план)Кантователь профильного прокатасостоит из цилиндрического корпуса1, в который вмонтирован барабан 2с зубчатым венцом 3, Корпус закреплен на каретке 4, которая колесами5 установлена в платформе 6.Платформа 6 выполнена иэ швеллеров,и:продольные связи платформы являются направляющими для колес 5 каретки 4, .Платформа имеет привод подъема в виде гидроцилиндра 7, который корпусами 8 опирается на неподвижную раму 9В барабане 2 установлены прижимные ролики 10 и 11 с механизмами прнжатия в виде гкдроцклиндров 12 и 13, .На каретке 4 установлен привод барабана и каретки в виде мотор-редуктора 14, который посредством. шестерни 15, находящейся одновременно в зацеплении с зубчатыми колесами 16 и .17 через механизж включения 18 и 19, созданные на основе электромагнитных муфт, на которых сидят шестерни 20 и 21, может поочередно приводить во вращенйе зубчатый венец З,а вместе с ним и барабан 2, либо приводить в движение каретку 4 через шестерню 21, зубчатое колесо 22, сидящее на одной оси в парой колес 5 каретки 4,Платформа б опирается на гидроцилкндр 7 и поддерживается в равновесии при;перемещении по ней каретки 4 сис- темой рычагов 23. Профиль кантуется одновременно, двумя кантователями, устанавливаемыми с двух сторон от правильного станка. В элЕктриЧескОй И ГкдраВлКЧеокой схемах контователи подключаются параллельно.Кантователь профильного проката работает следующим образом.Подлежащий правке и кантовке профиль поступает в царабан 2 по роль- гангу, устанавливается подлежащим правке местом между кулачками правильного станка, зажимается роликамк 10 и 11 включением гкдроцилиндров 12 и 13.Чтобы перекантовать профкль, его необходимо приподнять кантователем нЯд рольгакгом, так как опорная плоскость рольгангов не позволяет производить кантовну поворотом вокруг продольной оск профиля без подъема над рольгангом. Для этого включают гидроцклкидр 7, и подъемная платформа 6 поднимает каретку 4 вместе с барабаном 2 и зажатым в нем профилем в крайнее верхнее положение. Когда платформа б приходит.в крайнее верхнее положение гкдроцклккдр 7 отключается по сигналу датчика. Отключе" ние гкдроциликдров 7, 22 к 13 в верхнем к ккаием полоаенкях, остановка барабана 2 прк повороте его с проФилем ка заданный оператором угол, остановка каретки в крайикх положениях осуществляются по сигналу датчиков не являются элементами новизны и на чертеаах не показаны).При остановке платформы б в верхнем крайнем положении включается мотор-редуктор 14 на поворот барабана в нужную сторону на 90 или 180 (угол задается оператором) . При этом шестерня )5 вращает зубчатое колесо16, на одной оси с которым череззлектромуфту механизма включения 19свободно посажена шестерня 20,Шестерня 20 сопряжена с электромуфтой н при подаче напряжения напульт управления кантователями иправильным станком напряжение поступает и на злектромуфту. Электромуфтавсе время включена и, следовательно,шестерня 20 получает вращение от зубчатого колеса 16 и передает его назубчатый венец 3. Зубчатый венец передает вращение на барабан 2 с зажатымпрофилем.Перекантовав проФиль в нужное положение, мотор-редуктор 14 останавливается. В этот момент может возникнуть такое положение, что перекантованный профиль своей изогнутой частьювыходит за пределы кулачков правильного станка, и если в таком положенииопустить профиль, то он в рабочее пространство между йеподвижными иподвижным кулачками станка не попадает, Необходимо сместить профиль впоперечном направлении, чтобы навести его над пространством междукулачками. Осуществляется это смещением каретки 4 относительно платфорьы 6.Для этого включают мотор-редуктор14, снимают напряжение с электромуфты веханизма включения 19 и подают.напряженке на электромуфту механизмавключения 18.Шестерня 15, сидящая на валу моторредуктора 14, вращает зубчатое колесо17 и от него через электромуфту механизма включения 18 вращается шес-.терня 21. Шестерня 21 находится взацеплении с.зубчатым колесом 22,которое посажено жестко на оси пары40 колес 5 каретки 4, Вращается зубчатое колесо 22, вращаются колеса 5,катясь по направляющим а, и каретка вместе с корпусом, барабаномк зажатым профилем смещается вдоль45 платформ б (корпус с профилем смещается в поперечном направлении относительно собственной оси), 1 наводяф профиль над пространствоммежду рабочими кулачками правильного50 станка,Каретка останавливается отключением мотор-редуктОра 14, При этомснимается напряжение с электромуфтымеханизма включения 18 и подаетсянапряжение на электромуфту механиз 55.ма включения, 19. Когда снимаетсянапряжение с электромуфты механизмавключения 18, то зубчатое колесо 17вращается при вращении шестерни 15,но не приводит во вращение шестерню40 21 , так как нет сцепления дисковэлектромуфты,Находящаяся постоянно под напря-.жением электромуфта механизма включения 19 обеспечивает жесткое соединение шестерни 20 с осью зубчатого,колеса 16 и через шестерню 15 зубчатый веец 3 с барабаном 2 ,замкнут на мотор-редуктор 14,Это исключает,непроизвольный поворот барабана под воздействием поофиля или других внешних воздействий.Поднятый над рольгангом, перекантованный в барабане и фнаведенный над местом укладки между кулачками правильного станка профиль платформой 6 опускается и укладывается на правильный станок. Если профиль перекантован на 90 е и находится в положении фна ребро, то прижимные ролики 10 и 11 разводят на небольшое расстояние, чтобы поддерживать проФиль в положении на ребро при 15 правке, Если профиль перекантован на 180 ф, то после укладки его на правильный станок прижимные ролики 10 и 11 разводят на максимально возможное расстояние.После правки профиль отправляют рольгангом на дальнейшую обработку или подводят другим деформированным местом на правильный станок. В этом случае правка профиля производитсяпо приведенной выше схеме. формула изобретенная1. Кантователь профнльногр прока" та, включающий корпус на каретке с механизмами зажима, подъема, поворота и профильного перемещения, о т л и ч а ю щ и й с я тем, .что, с целью повышения точности и надежности фиксации проката, он снабжен размещенной над механизмом подъема плат- . формой с направляющими, на которых расположена с воэможностью перемещения каретка.2. Кантователь по п. 1, о т л ич а ю щ и й с я тем, что механизм подъема выполнен в виде шарнирно связанных между собой рычагов.Источники информации, принятые во вниманиепри экспертизе1. Авторское свидетельство СССР Ю 273722, кл. В 65 С 7/00 В 6 5 С 47/24, 1971.2. Авторское свидетельство СССР в 449767, кл. В 21 В 39/30, 1972..Мигунова Состав Техред одписСР ИИ иомитета открыти ая наб., 4/ 30 ент,лиал ППП жгоро дактор И,Шубина Заказ 290 Тираи 842 Государственного елам изобретений сква, Ж, Рауш Корректор М. Дем л. Проектная,
СмотретьЗаявка
2745685, 05.04.1979
ПРЕДПРИЯТИЕ ПЯ А-1944
АСТАПОВИЧ АРТЕМ ИВАНОВИЧ, СИДОРОВ ФЕЛИКС АЛЕКСЕЕВИЧ, СМОЛЯР ВИТАЛИЙ ЯКОВЛЕВИЧ, ЧЕРНЫШ ФЕДОР ДМИТРИЕВИЧ
МПК / Метки
МПК: B65G 47/24
Метки: кантователь, проката, профильного
Опубликовано: 15.02.1981
Код ссылки
<a href="https://patents.su/5-804557-kantovatel-profilnogo-prokata.html" target="_blank" rel="follow" title="База патентов СССР">Кантователь профильного проката</a>
Способ бесконтактного измерения профиля осевого сечения проката

Номер патента: 932216
Опубликовано: 30.05.1982
Авторы: Богуславский, Дубинский, Карт, Ободан, Путилов, Сичевой
МПК: G01B 7/28
Метки: бесконтактного, осевого, проката, профиля, сечения
...в этом месте значенийкоординат верхней и нижней граней,запоминают это значение, а затем наперекрытом лотком участке определяютпрофиль проката как удвоенную разность между измеренным значениемкоординаты верхней грани и запомненным значением.На фиг. 1 показан иэмеряемый про,кат; на фиг. 2 - блок-схема устрой-ства, реализующего способ.932216 Формула изобретения чае гуЮЮеф аз 3740 Подписн ВНИИПИТираж б устройство содержит телевизионный измеритель 1 верхней и нижней граней проката, датчик 2 наличия лотка, арифметические блоки 3 и 4, ключ 5 и запоминающий блок 6. Выход арифметического блока 3 является выходом устройства.Способ осуществляется следующим образом. Если в месте измерения лоток отсутствует и нижняя грань проката видна, то на...
Ремизоподьемная каретка для ткацкого станка

Номер патента: 717174
Опубликовано: 25.02.1980
Авторы: Кучкин, Подгорный, Стремоухова
МПК: D03C 1/00
Метки: каретка, ремизоподъемная, станка, ткацкого
...радиальная прорезь 22, в которойпомещается стержень 23 с навитой на немпружиной 24, упирающейся в палец 25, который закреплен в профильном диске 12, Ведущая шестерня 4 имеет выемки 26, взаимодействующие с фиксирующим сектором 27 Профильный диск 12 имеет выемки 28 для прохода сектора 29 с роликами 30, размещенными на нем. Ведущая шестерня 4 через систему шестерен 31, эксцентрик 32 и рычаг 33 связана с ремизной рамой.Ремизоподъемная каретка работает следующим образом.Ведущий вал 1 получает качательное движение от кулачка (на чертеже не показан) . В начале рабочего цикла каретки происходит срабатывание программного механизма, Все механизмы в этот период настроены соответствующим образом: ведущий вал 1 выстаивает; в выемках 26 ведущих...
Многоместное приспособление для обточки профилей лопаток компрессора на токарном станке

Номер патента: 70682
Опубликовано: 01.01.1948
Автор: Кадышев
МПК: B23Q 35/10
Метки: компрессора, лопаток, многоместное, обточки, профилей, станке, токарном
...обрабатьваемого профиля, на поворотной резцедержавке эксцентрично укреплен второй ролик, взаимодействующий с основным рабочим копиром.На фиг. 1 схематично изображен вид приспособления сверху; на фиг, 2 - вид приспособления по стрелке А.На опт анке 9, установленной в центрах токарного станка, укреплены рядом два барабана: барабан 7, несущий эталонные лопатки, служащие копирами, и барабан 8, на котором по числу копиров укрепляются заготовки 10, предназначенные для обработки.На поворотной на шар п пружиненной каретке 5 с укреплен ролик 4, взаимодействующий с копирным барабаном 7 при продольном перемещении супорта станка. В каретке 5 помещена поворотная цилиндрическая державка 2 с резцом 1, предназначенным для обточки заготовок на...
Профиле-гибочный станок для изгибания профилей по оправке с одновременным осевым растяжением

Номер патента: 110435
Опубликовано: 01.01.1957
Авторы: Баврина, Воробьев, Насс, Солдатов, Струнина, Шатуновская
МПК: B21D 7/022
Метки: изгибания, одновременным, оправке, осевым, профиле-гибочный, профилей, растяжением, станок
...из дву ч верхней и нижней. Для прижима верхней части оправки к нижне жит прижимной цилиндр б, расположенный во внутренней части Для осуществления изгибания деталей обратной кривизны служит няя установка б.По обеим сторонам станины расположены консоли 7, шарнирно соединенные со станиной 4. Консоли поворачиваются с помощью гибочных цилиндров 8. На консолях по направляющим перемещаются каретки 9 с гидравлическими цилиндрами 10. На штоках последних укреплены астеи: й слустолаперел110435пневматические зажимные патроны 11. Каретки перемещаются с помощью ходовых винтов 12 с приводом от электродвигателя И.Гидравлические растягивающие цилиндры 10 могут самоустанавливаться в угловом отношении в двух взаимно-перпендикулярных плоскостях, что...
Одноподъемная каретка открытого зева к ткацким станкам

Номер патента: 119840
Опубликовано: 01.01.1959
Автор: Соколов
МПК: D03C 1/04
Метки: зева, каретка, одноподъемная, открытого, станкам, ткацким
...1 и 2 с к)1 зтоцяп) псрсг)лстс;п.й Вяляп)с 11 прсдставлякзт собой дупле п)с 1 эьягп с д,мя поцсреме;)ць цецтрямп качаний, ОкОлО которых Оци пов 01 эячивяотся. Зтцми цсптр)ми слу 2 кят ролики 5 картонов призм 3 и 4.Для восприятия действия картоцов ця балацсях 11 моцтировапы сухарики 12, 13, 14 ц 15. В средней части кяждьш баляцс 11 имеет седловицу 16. Для обеспечения устойп)востп балансов 11 в вертикальной плоскости каждый косарик 7 сцабжсп поперечным вертикальным отростком 17, входящим в седловиу 16 баланса 11. С помоИ):)о отростка косарикц восприцимя от колебания бал ацсов 11, вызвац;ые действие м картонов призм,Выработка тканей с двумя мецгцощимцся псреплстециями происходит следующим образом.Если под сухарик 13 баланса 11...
Предыдущий патент: Устройство для подачи ориентированныхизделий
Следующий патент: Устройство для поштучной подачипрямоугольных заготовок
Случайный патент: Электрографический проявитель для скрытого электростатического изображения