Система управления приводом подач зубофрезерного станка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
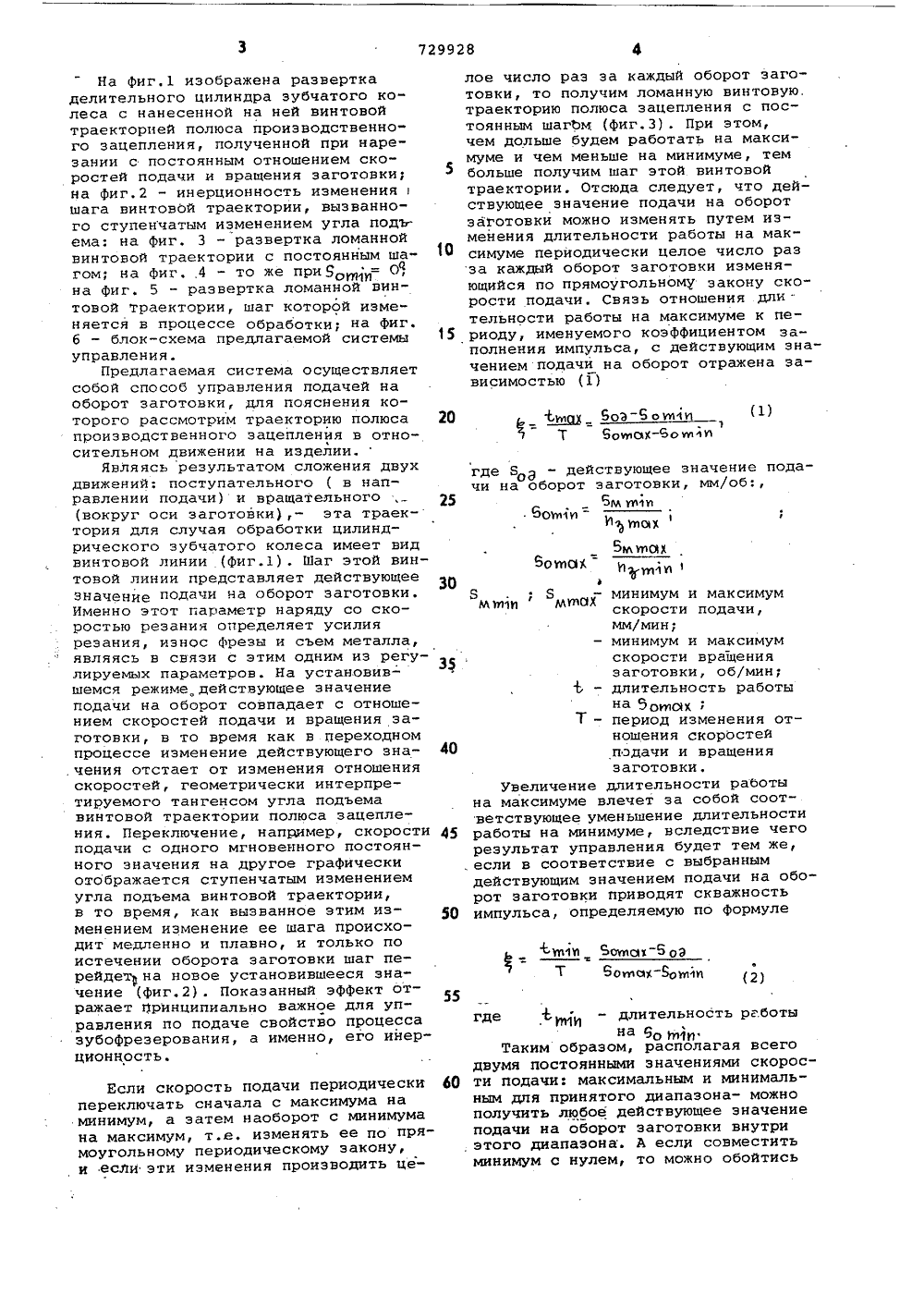
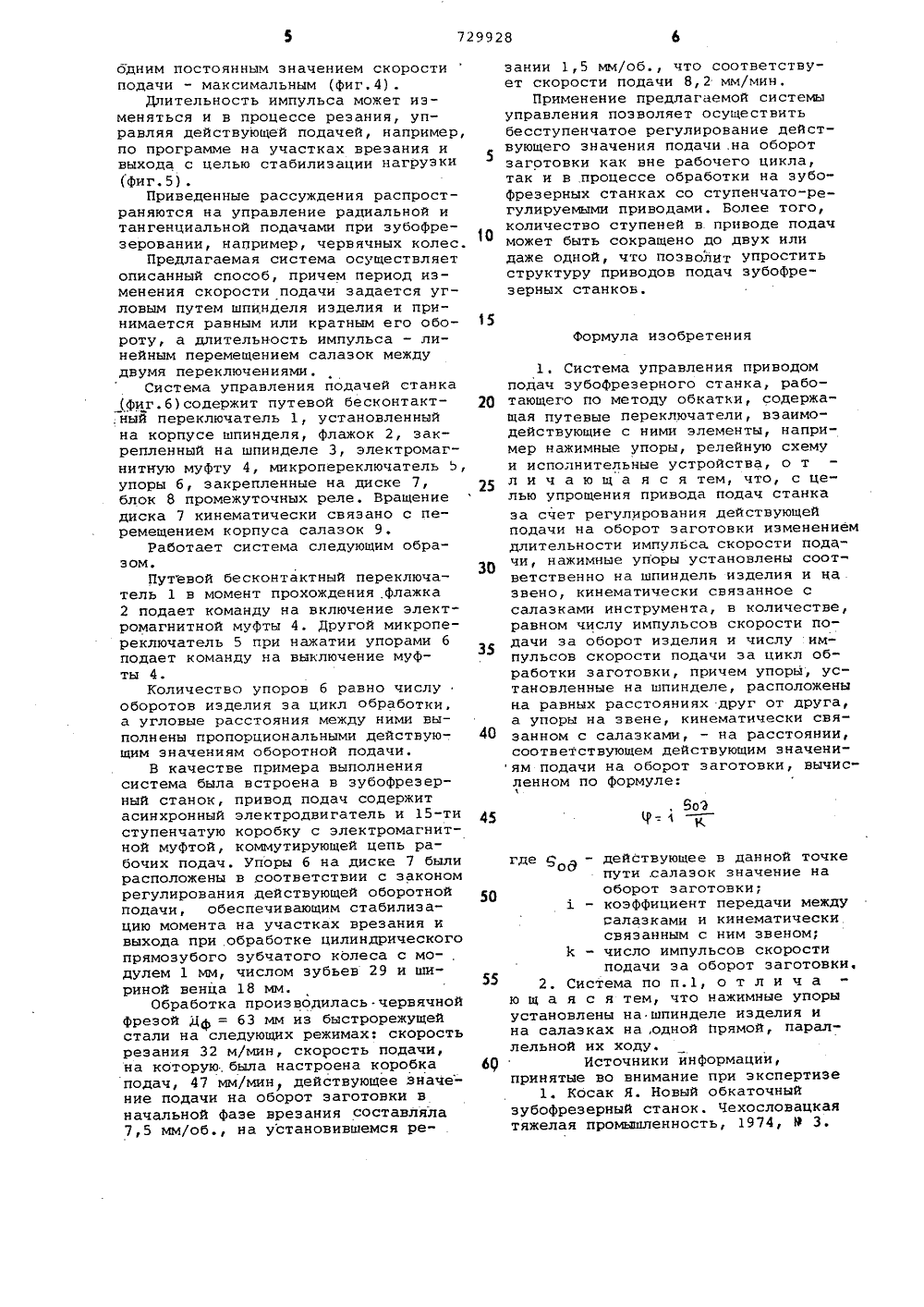
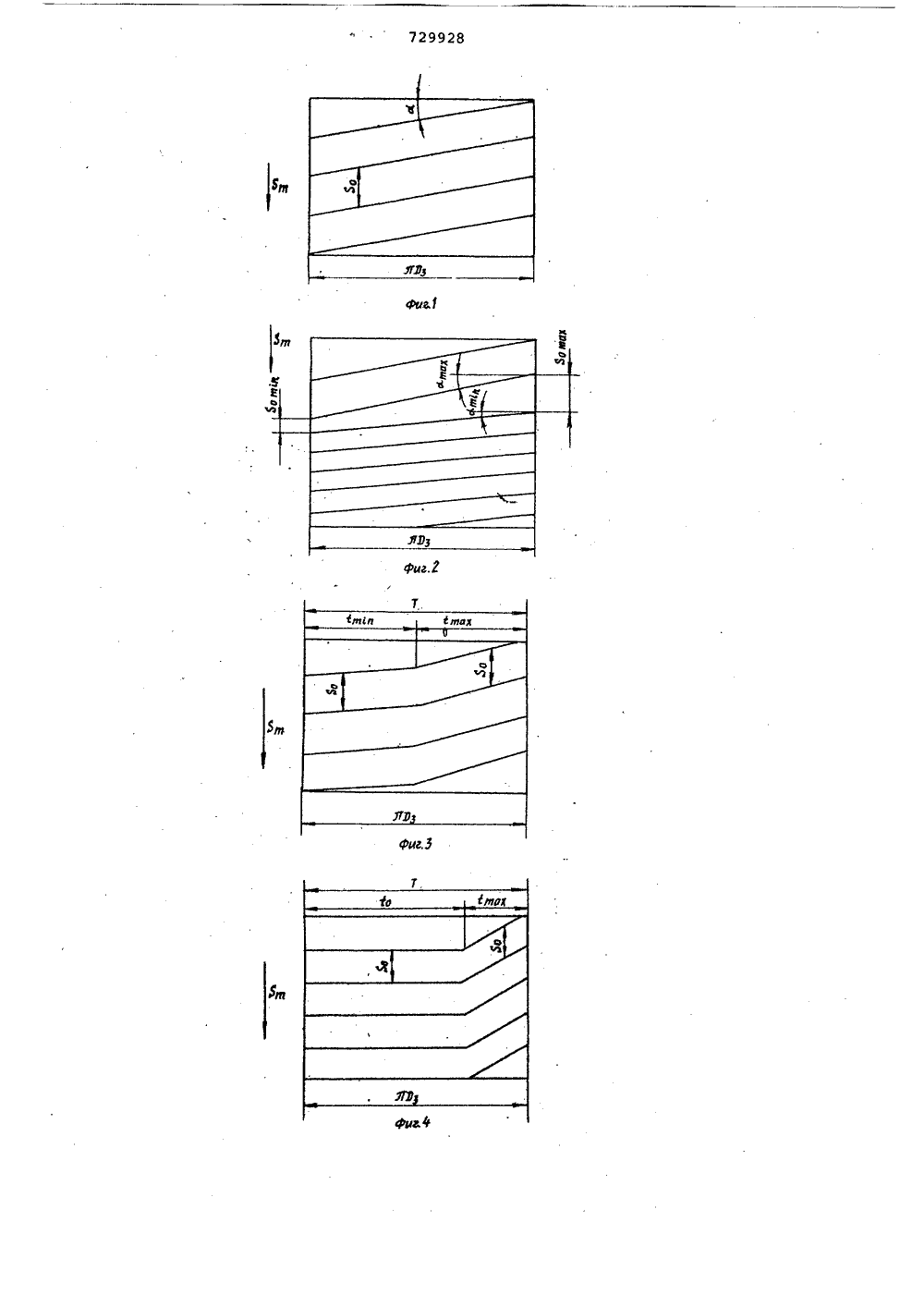
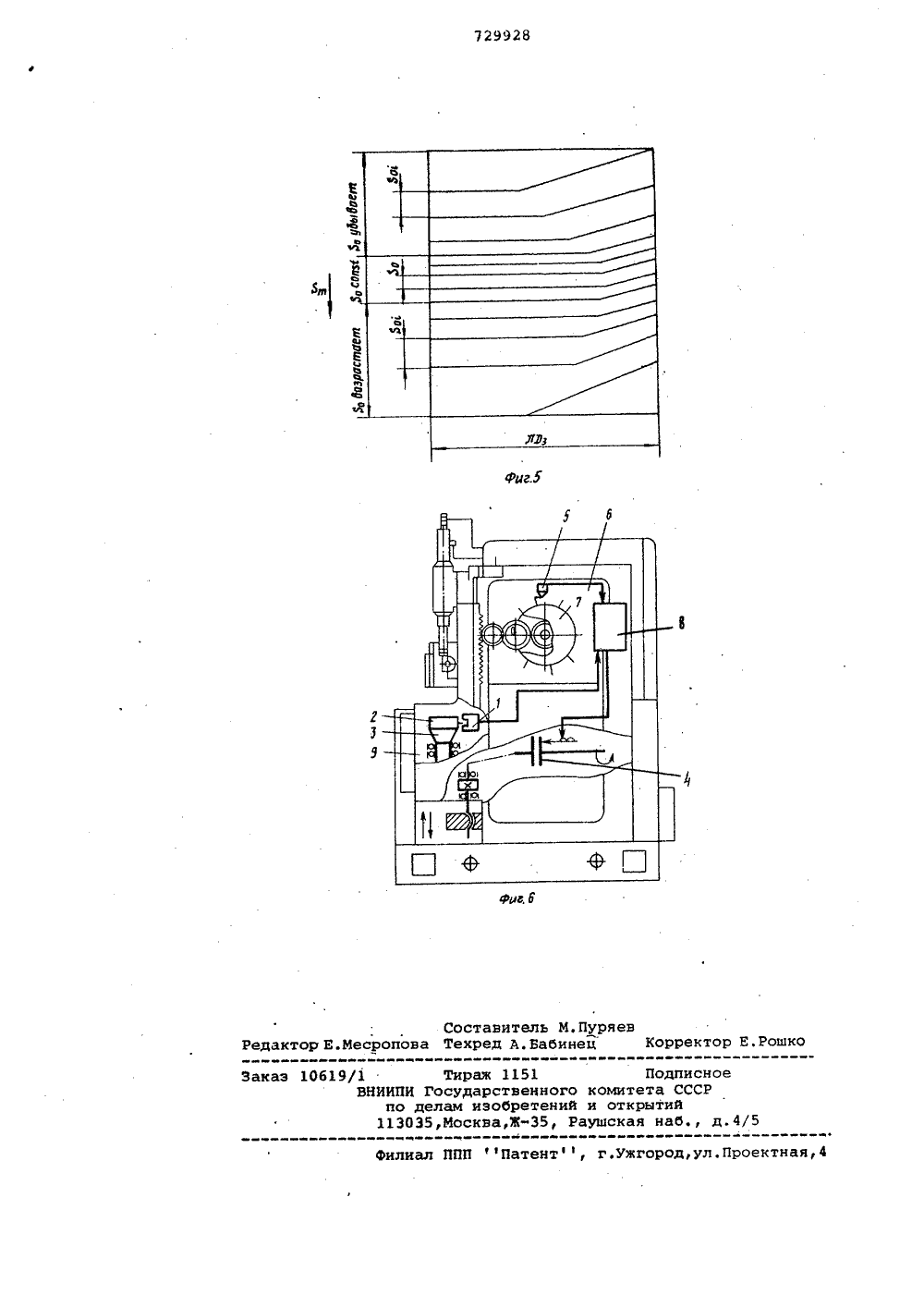
ОП ИСАНИЕ ИЗОБРЕТЕНИЯ Союз Соаетскик Социалистических Республик(5)М, Кл. В 23 Р 5/20 Государственный комитет СССР но делам изобретений и открытий(71) Заявитель Вильнюсский станкостроительный завод им.40-летия Октября(54 ) СИСТЕМА У 1 РАВЛЕНИЯ ПРИВОДОМ ПОДАЧ ЗУВОФРЕЗЕРНОГО СТАНКА уВоэ К15 Изобретение относится к области машиностроения и может быть использовано в зубофрезерных станках, ра-" ботающих по методу обкатки.Известна разомкнутая система управления приводом подач, состоящая иэ путевых переключателей, взаимодействующих с ними нажимных упоров, релейной схемы, исполнительного уст . рсйства, осуществляюцая управление подачей на оборот заготовки изменением отношения скорости подачи, бесступенчатого вне цикла и непрерывного в процессе обработки, например на участках вреэания и выхода 11.Область применения указанной системы управления ограничена станками с бесступенчато-регулируемыми приводами, сложными по своей структуре.целью изобретения является упрощение привода подач станка эа счет регулирования действующей подачи на оборот заготовки изменением длительного импульса скорости подачи,Указанная цель достигается тем, что взаимодействующие с путевыми переключателями нажимные упоры установлены соответственно на шпиндель иэделия и на звено, кинематически связанное с салазками инструмента,в количестве, равном числу импульсов скорости подачи эа оборот иэделия и числу импульсов скорости подачи за цикл обработки заготовки, причем упоры, установленные на шпинделе, расположены на равных расстояниях друг от друга, а упоры на звене, кинематически связанном с салазками," на расстоянии, соответствующем действуютим значениям подачи на оборот заготовки, вычисленном по формуле: где Яо - действующее в данной точкепути салазок значение подачи на оборот заготовки;20 1 - коэФфициент передачи межд ду салазками и кинематически свйзанным с нимзвеном;-число импульсов скорости 25подачи за оборот заготовки.В упрощенном исполнении системынажимные упоры установлены на шпинделе изделия и на салазках на одной ЗО прямой, параллельной их ходу,На фиг,1 изображена разверткаделительного цилиндра зубчатого колеса с нанесенной на ней винтовойтраекторией полюса производственного зацепления, полученной при нарезании с постоянным отношением скоростей подачи и вращения заготовки;на фиг.2 - инерционность измененияшага винтовой траектории, вызванного ступенчатым изменением угла подьема: на фиг. 3 - развертка ломаннойвинтовой траектории с постоянным шагом; на фиг. 4 - то же при Яо ,= О,Яна фиг. 5 - развертка ломанной винтовой траектории, шаг которой изменяется в процессе обработки; на фиг.б - блок-схема предлагаемой системыуправления.Предлагаемая система осуществляетсобой способ управления подачей наоборот заготовки, для пояснения которого рассмотрим траекторию полюсапроизводственного зацепления в относительном движении на изделии.Являясь результатом сложения двухдвижений: поступательного ( в направлении подачи) и вращательного(вокруг оси заготовки), - эта траек-тория для случая обработки цилиндрического зубчатого колеса имеет видвинтовой линии (фиг.1). Шаг этой винтовой линии представляет действующеезначение подачи на оборот заготовки.Именно этот параметр наряду со скоростью резания определяет усилиярезания, износ фреэы и съем металла,являясь в связи с этим одним из регулируемых параметров. На установившемся режиме. действующее значениеподачи на оборот совпадает с отношением скоростей подачи и вращения заготовки, в то время как в переходномпроцессе изменение действующего зна.чения отстает от изменения отношенияскоростей, геометрически интерпретируемого тангенсом угла подъемавинтовой траектории полюса зацепления. Переключение, например, скоростиподачи с одного мгновенного постоянного значения на другое графическиотображается ступенчатым изменениемугла подъема винтовой траектории,в то время, как вызванное этим изменением изменение ее шага происходит медленно и плавно, и только поистечении оборота заготовки шаг перейдетна новое установившееся значение (фиг.2). Показанный эффект отражает принципиально важное для управления по подаче свойство процесса зубофрезерования, а именно, его инерционность. Если скорость подачи периодически переключать сначала с максимума на минимум, а затем наоборот с минимума на максимум, т.е, изменять ее по прямоугольному периодическому закону, и если эти изменения производить це 20 .щ боа -6 о м 1 иТ боюахоюи где Я- действующее значение подаодчи на оборот заготовки, мм/об:,25 5 м вк 1 иВоими,5 мюахБотах= и, еЗОФЯ . ; Я - минимум и максимуммпжхскорости подачи,мм/мин;- минимум и максимумЗскорости вращениязаготовки, об/мин;т - длительность работына отсах фТ - период изменения отношения скоростей40подачи и вращениязаготовки.Увеличение длительности работына максимуме влечет за собой соответствующее уменьшение длительности45 работы на минимуме, вследствие чегорезультат управления будет тем же,,если в соответствие с выбраннымдействующим значением подачи на оборот заготовки приводят скважность50 импульса, определяемую по формуле ва 5 оиах ЯоэТ Ворох-совмс (2) 55где Ь- длительность рг. ботыо в)пТаким образом, располагая всегодвумя постоянными значениями скорос ти подачи: максимальным и минимальным для принятого диапазона- можно получить любое действующее значение подачи на оборот заготовки внутри этого диапазона. А если совместить минимум с нулем, то можно обойтись лое число раэ за каждый оборот заготовки, то получим ломанную винтовую.траекторию полюса зацепления с постоянным шагЬм, (фиг.З). При этом, чем дольше будем работать на максимуме и чем меньше на минимуме, тем больше получим шаг этой винтовой траектории. Отсюда следует, что действующее значение подачи на оборот заготовки можно изменять путем изменения длительности работы на мак симуме периодически целое число разза каждый оборот заготовки изменяющийся по прямоугольному закону скорости подачи, Связь отношения длительности работы на максимуме к пе риоду, именуемого коэффициентом заполнения импульса, с действующим значением подачи на оборот отражена зависимостью (1)одним постоянным значением скорости подачи - максимальным (фиг,4).Длительность импульса может изменяться и в процессе резания, управляя действующей подачей, например, по программе на участках врезания и выхода с целью стабилизации нагрузки (фиг.5).Приведенные рассуждения распространяются на управление радиальной и тангенциальной подачами при зубофрезеровании, например, червячных колесПредлагаемая система осуществляет описанный способ, причем период изменения скорости подачи задается угловым путем шпинделя изделия и принимается равным или кратным его обо роту, а длительность импульса - линейным перемещением салазок между двумя переключениями.Система управления подачей станка (фиг.б)содержит путевой бесконтакт О ,ный переключатель 1, установленный на корпусе шпинделя, флажок 2, закрепленный на шпинделе 3, электромагнитную муфту 4, микропереключатель 5, упоры б, закрепленные на диске 7, 2 блок 8 промежуточных реле. Вращение диска 7 кинематически связано с перемещением корпуса салазок 9.Работает система следующим образом.ЗОПутевой бесконтактный переключатель 1 в момент прохождения, флажка 2 подает команду на включение электромагнитной муфты 4. Другой микропереключатель 5 при нажатии упорами б подает команду на выключение муфты 4.Количество упоров б равно числу оборотов изделия за цикл обработки, а угловые расстояния между ними выполнены пропорциональными действую щим значениям оборотной подачи.В качестве примера выполнения система была встроена в зубофрезерный станок, привод подач содержит асинхронный электродвигатель и 15-ти 4 ступенчатую коробку с электромагнитной муфтой, коммутирующей цепь рабочих подач. Упоры б на диске 7 были расположены в соответствии с законом регулирования действующей оборотной подачи, обеспечивающим стабилизацию момента на участках врезания и выхода при обработке цилиндрического прямозубого зубчатого колеса с мо-, дулем 1 мм, числом зубьев 29 и шириной венца 18 мм.Обработка производилась червячной фреэой Дф = 63 мм из быстрорежущей стали на следующих режимах: скорость резания 32 м/мин, скорость подачи, на которую. была настроена коробка б 9 подач, 47 мм/мину действующее значе- ние подачи на оборот заготовки в начальной фазе врезания составляла 7,5 мм/об., на установившемся резании 1,5 мм/об., что соответствует скорости подачи 8,2 мм/мин.Применение предлагаемой системы управления позволяет осуществить бесступенчатое регулирование действующего значения подачи .на оборот заготовки как вне рабочего цикла, так и в процессе обработки на зубофрезерных станках со ступенчато-регулируемыми приводами. Более того, количество ступеней в приводе подач может быть сокращено до двух или даже одной, что позволит упростить структуру приводов подач зубофрезерных станков.Формула изобретения1. Система управления приводом подач зубофрезерного станка, работающего по методу обкатки, содержащая путевые переключатели, взаимодействующие с ними элементы, например нажимные упоры, релейную схему и исполнительные устройства, о т л и ч а ю щ а я с я тем, что, с целью упрощения привода подач станка за счет регулирования действующей подачи на оборот заготовки изменением длительности импульса скорости подачи, нажимные упоры установлены соответственно на шпиндель изделия и На. звено, кинематически связанное с салазками инструмента, в количестве, равном числу импульсов скорости подачи за оборот изделия и числу импульсов скорости подачи за цикл обработки заготовки, причем упоры, установленные на шпинделе, расположены на равных расстояниях друг от друга, а упоры на звене, кинематически связанном с салазками, - на расстоянии, соответствующем действующим значениям подачи на оборот заготовки, вычисленном по формуле:где я 3 - действующее в данной точкеодпути .салазок значение наоборот заготовки;коэффициент передачи междусалазками и кинематически.связанным с ним звеном;- число импульсов скоростиподачи за оборот заготовки.2. Система по п.1, о т л и ч а ю щ а я с я тем, что нажимные упоры установлены на шпинделе изделия и на салазках на,одной прямой, параллельной их ходу.Источники информации, принятые во внимание при экспертизе1. Косак Я. Новый обкаточный зубофрезерный станок. Чехословацкая тяжелая промышленность, 1974, Р 3.729928 фи фиг Составитель М.Пуряевдактор Е.Месропова Техред А,Бабинед Корре Рошко Заказ 10 лиал ППП Патент, г,ужгород,ул.Проект 1 Тираж 1151ВНИИПИ Государственнопо делам иэобретен113035,Москва,З-З 5,Подписноекомитета СССРи открытийаушская наб., д.4/
СмотретьЗаявка
2461901, 14.03.1977
ВИЛЬНЮССКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД ИМ. 40-ЛЕТИЯ ОКТЯБРЯ
ФРАЙМОВИЧ С. Б, ШЛЯХЕЦКИЙ В. И, ЛУКАШЕВ Ю. А
МПК / Метки
МПК: B23F 5/20
Метки: зубофрезерного, подач, приводом, станка
Опубликовано: 15.11.1981
Код ссылки
<a href="https://patents.su/5-729928-sistema-upravleniya-privodom-podach-zubofrezernogo-stanka.html" target="_blank" rel="follow" title="База патентов СССР">Система управления приводом подач зубофрезерного станка</a>
Устройство для регулирования скорости подачи в лесопильных рамах

Номер патента: 1458227
Опубликовано: 15.02.1989
Авторы: Карпиков, Серов, Соболев
МПК: B27B 3/18
Метки: лесопильных, подачи, рамах, скорости
...стабилитрона Ч 4. Длительность же последующего разряда конденсатора С 1, равную времени прохождения вершинного торца 15 бревна на плавно повышающейся ско" рости подачи от тыльной стороны по- става пил до разделительных ножей позади рамного направляющего аппарата, устанавливают подбором величины 20 сопротивленияК 5,Затем ползунок 11 по- тенциометра К 1 устанавливают снова в .крайнее левое положение, при котором напряжение, идущее через замкнутый контакт К 1 на заряд конденсатора С 1, 25 минимальное (поэтому он заряжается и разряжается более короткое время), а напряжение, коммутируемое перехо-. дом эмиттер - коллектор составного транзистора Ч 1 Ч 2, и ток, поступаю щий через сопротивление Кб на базу этого транзистора и открывающий его,...
Устройство ступенчатого регулирования скорости подачи заготовки на пилу в деревообрабатывающих

Номер патента: 364425
Опубликовано: 01.01.1973
Авторы: Вител, Грамотеев, Саплин, Ступнев
МПК: B27B 15/00, B27B 27/10, G05G 17/00
Метки: деревообрабатывающих, заготовки, пилу, подачи, скорости, ступенчатого
...ема кряжа (надвигание на ленточиспользуется силовой цилиндр 5. Команда на надвигание подается кнопкои 7либо от общей системы управления станком.При этом реле подъема Р, становится на самоподпитку и включает электромагнит золотника (на чертеже не показан) подъем кряжа. Кряж надвигастся на пилу, и, не доходя до зубьев пильной ленты, воздействует на щуп 3. Толкатель щупа 3 при подъеме воздеиствует на путевой выключатель 4, который нор мально закрытым контактом отключает релеускоренного движения Рз, а нормально открытым контактом включает реле окончания цикла Р 4. Следовательно, после нажатия на выключатель 4 надвигание кряжа на пилу про должается, но с меньшей скоростью.По окончании пропила и падения отпиленной части кряжа щуп 3...
Устройство для программного управления скоростью подачи

Номер патента: 1067473
Опубликовано: 15.01.1984
Авторы: Балакирев, Горбенко, Кошкин, Лапандин, Симецкий
МПК: G05B 19/18, G05B 19/19
Метки: подачи, программного, скоростью
...сумматора 11 и стробнруемогочастотой пропорциональна коду вреверсивном счетчике 9. СледовательУстройство работает следующим об- но, при увеличении кода в реверсив 40 ном счетчике 9 частота с выходаСигналом предварительной установ- четвертого элемента И 13 также возки реверсивный счетчик 9 устанавлива- растает, а при уменьшении - уменьется в нулевое состояние, первый шается. Тем самым реализуется разгонтриггер 3 и второй триггер 4 уста- и торможение, а также плавный перенавливается в нулевое состояние. ход с одной скорости на другую. ВоКод скорости подачи Г, записанный избежание суммирования ложных кодов,непосредственно в мм/мин, заносится возникающих во время переносов вв первый регистр 1 промежуточной реверсивном счетчике 9, на...
Приспособление для регулирования скорости подачи изделий на конвейер в зависимости от быстроты снимания изделий с конвейера

Номер патента: 37561
Опубликовано: 30.06.1934
Автор: Алексеев
МПК: B65G 47/02, B65G 47/31
Метки: быстроты, зависимости, конвейер, конвейера, подачи, скорости, снимания
...во вращение у 9, причем последний контакт 12 (фиг. 2) по ему по окружности кон(6 когда выключатель, связанный с маги-такты 11, число которых соответствует стральной цепью в месте сдачи изделия числу мест разбора изделий на конбудет автоматически включен весом по-вейере, снабженных в свою очередь следнего. выключателями 14, включенными в обНа чертеже фиг, 1 изображает вер- щую цепь тока генератора 15 (фиг, 2), тикальный разрез электромагнитного ре. питающего электромагнит 5; при звмыле с деталями включения ведомого орга-канин одного из контактов 14 включенна; фиг, 2 - план установки со схемойный в цепь электромагнит 5 подтянет включения. стопорный пружинный стержень 4 и дастЧервяк, соединенный с валом электро- возможность диску 3 не...
Приспособление при двойном обрезном станке для изменения скорости подачи с изменением толщины отрезаемой доски

Номер патента: 49152
Опубликовано: 31.08.1936
Автор: Полетаев
МПК: B27B 25/00, B27B 29/00, B27B 5/00
Метки: двойном, доски, изменением, изменения, обрезном, отрезаемой, подачи, скорости, станке, толщины
...по проходе доски мимо него падает по прорези тяги 4 в свое нижнее положение, но тяга 4, а следовательно, и реостат сохраняют то же положение, которое имело место при подходе доски под ва. лик 3 до тех пор, пока обрабатываемая доска не покинет станка, пройдя задние валики 8, По проходе валика 8 тяга 7, а следовательно и тяга 4 опускаются до своего положения при холостом ходе станка или же на некоторую величину, ограничиваемую толщиной новой доски, если последняя успела поступить на станок и захватиться передними валиками 3.Таким образом, процесс резания древесины известной толщины происходит при применении предлагаемого приспособления при скорости подачи, соответствующей толщине обрезаемой доски; с которой стоит в связи положение верхних...
Предыдущий патент: Способ ол инден-кумароновой смолы
Следующий патент: Система управления приводом подач зубофрезерного станка
Случайный патент: 389549