Станок для суперфинишной обработки дорожек качения колец подшипников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
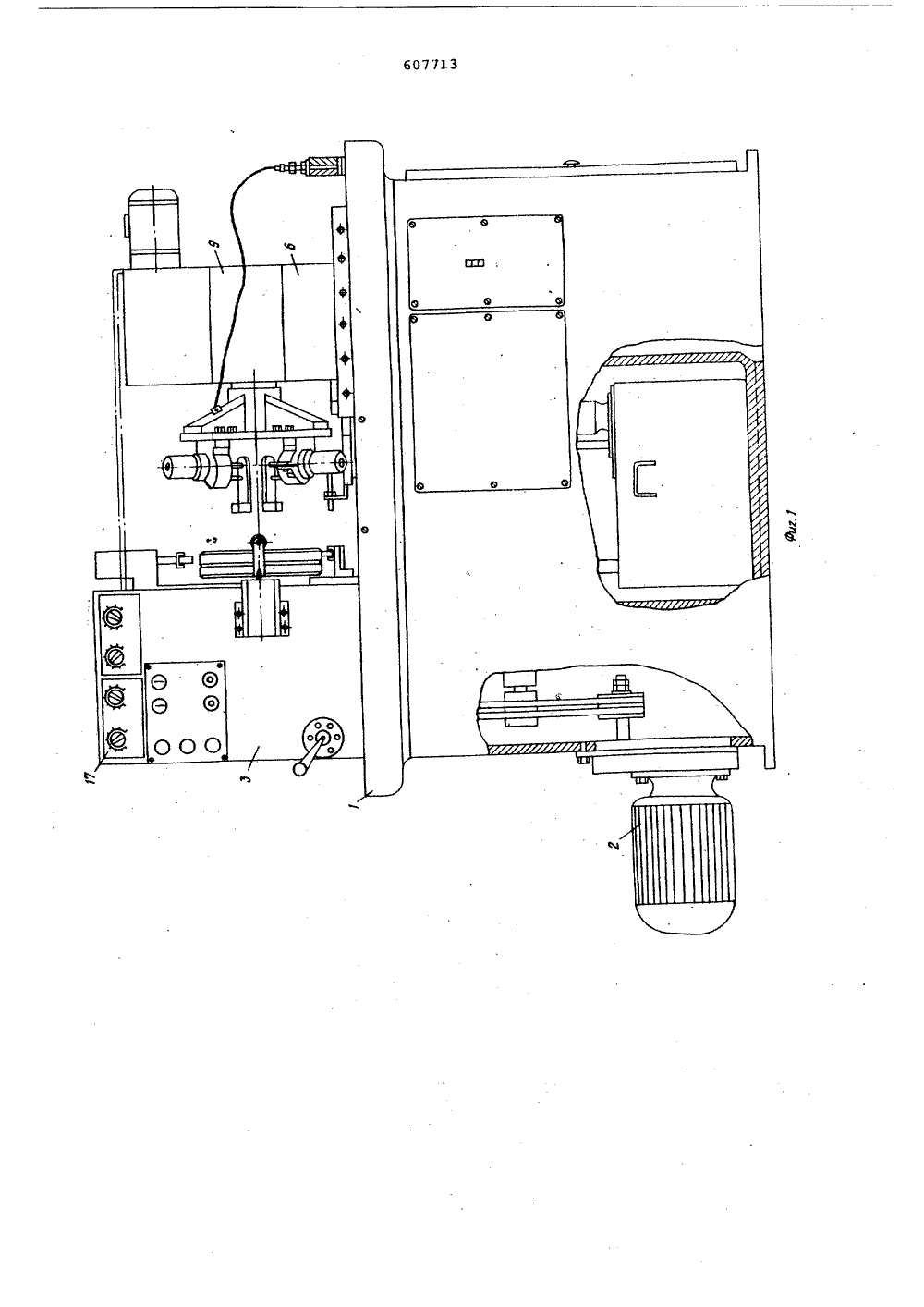
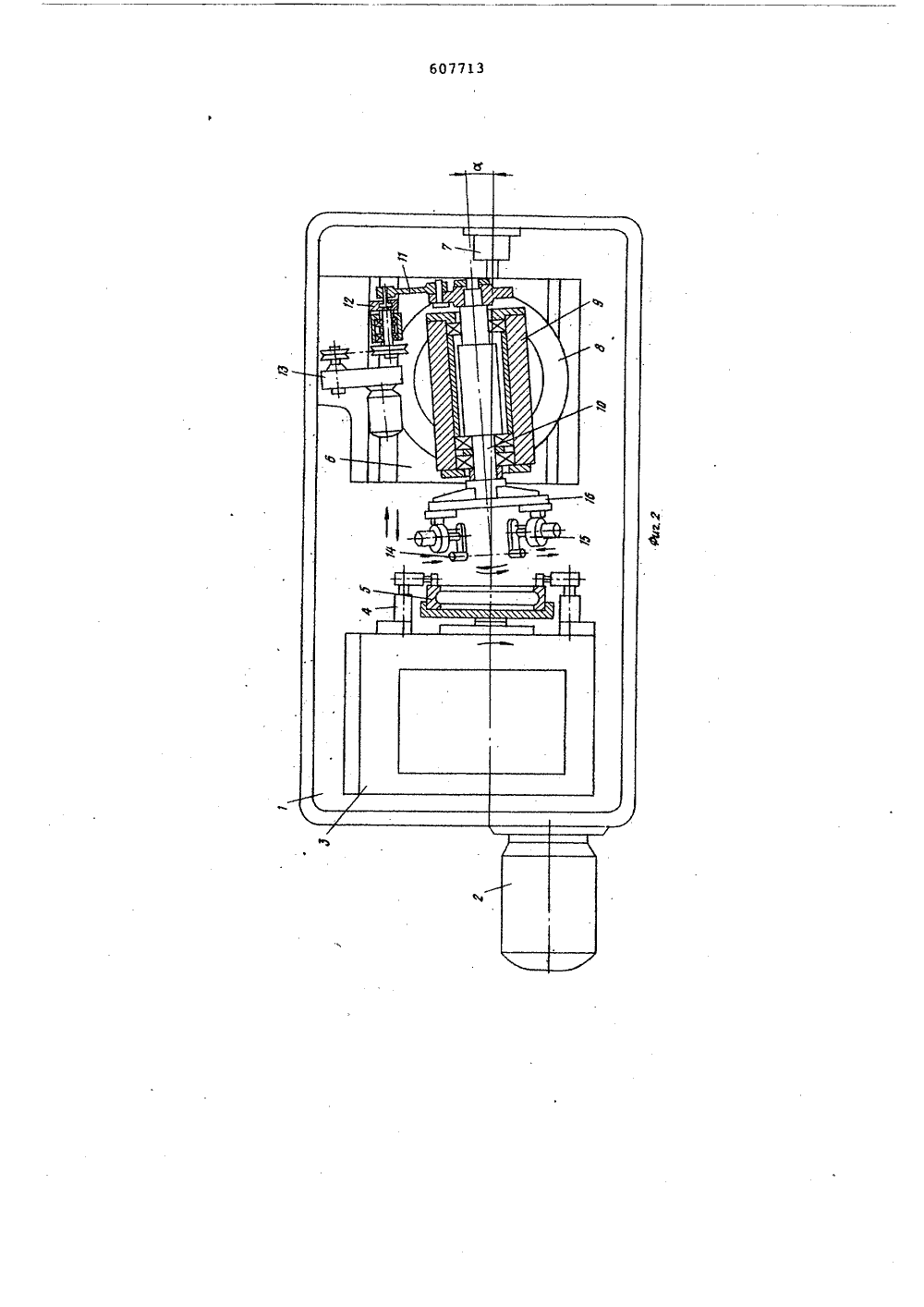
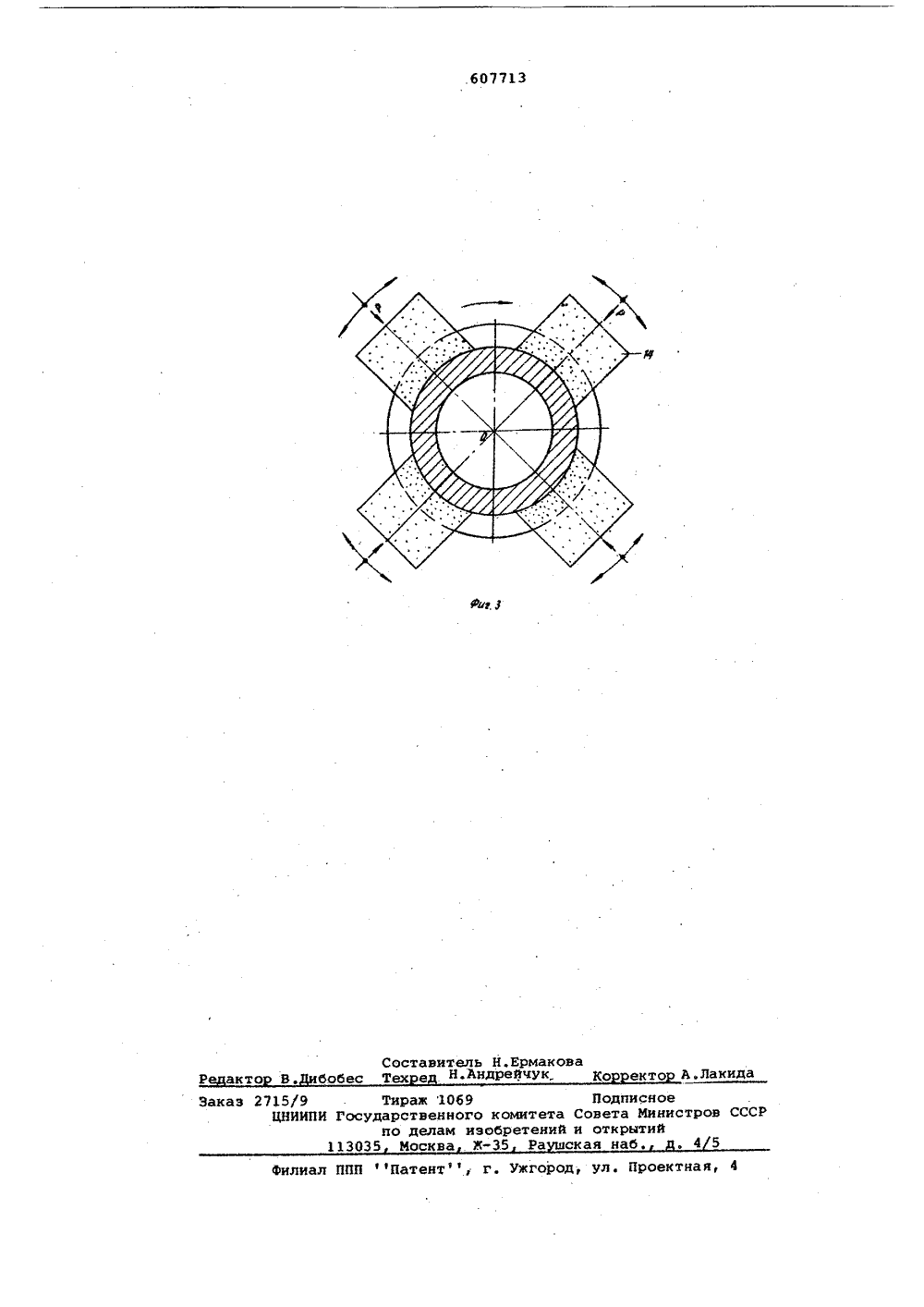
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик(43) Опубликовано 2505,24 В 19/О Геаударстеенный комитет Савета еенннатраа СССР ае делам кэабретеннй н еткрытнйв.йоллетень Эй 19 45) Дата опубликования описания 27047(54) СТАНОК ДЛЯ СУПЕРФИНИИНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДИИПНИКОВ Изобретение относится к устройствам для суперфиниширования наружных и внутренних поверхностей дорожек качения колец подшипников, и в особенности для обработки крупногабаритных подшипнико-. вых колец с диаметром 150 мм.Известные станки для суперфинишной обработки дорожек качения подаипниковых колец состоят иэ следующих основных узлов: станины, бабки изделия, приводного механизма, механизмов прижима абразивного инструмента и доводочного устройства 11. Последнее выполнено в виде, коромысла, на котором установлен пневмоцилиндр подачи абразивного инст- ц румента; эксцентриковый механизм сообщает коромыслу колебательное движение, при этом абразивный инструмент совер" шает качательное движение по образующей обрабатываемого профиля изделия, в 0Абразивный брусок, прижатый к обра" батываемой поверхности и совершающий осциллирующее движение, имеет по периферии переменный радиуС качания. В центральном сечении контактирующие зерна щ имеют радиус качания, равный радиусу желоба кольца подшипника. В любом другом сечении радиус качания контактирующих зерен будет больше радиуса желоба и тем больше, чем дальше они отстоятот Щ центрального сечения. В результате этого получается искажение профиля желоба, именуемое в практике развалом.Известные станки имеют низкую производительность, на них нельзя одновременно обрабатывать поверхность несколькими брусками, установленными в одном осциллирующем устройствеЦель изобретения - повышение производительности, качества обработанной поверхности и обеспечение высокой точности дорожек качения.Для этого в предлагаемом станке инструментальная головка выполнена в виде диска с.механизмами прижима абразивного инструмента к обрабатываемой поверхности, установленного на валу, совершающем колебательные движения и развернутом под углом к оси вращения обрабатываемого изделия для снижения поперечной волнистости обрабатываемой поверхности.На фиг.1 изображен описываемый станокт на Фиг,2 - то же, вид сверхут на фиг.3 - схема расположения доводочных брусков.На станине 1 станка закреплен двух" сторонний Фланцевый двигатель 2 переменного тока, Двигатель соединен с редуктором главного привода шпинделя иэделия, На корпуае шпиндельной бабкиразмещены прижимные и опорные устройства 4 для базирования их креплениябезделия 5, В правой части станины установлен суппорт 6 продольного перемещения, соединенный с пневмоцилиндром 7.На суппорте установлены поворотный стол8 и корпус 9 инструментальной головки,Вал 10, установленный на подшипникахкачения, соединен, посредством тяги 11и эксцентрика 12 с редуктором 13 привода доводочного устройства, Четноеколичество образивных брусков 14 установлены на кронштейнах, соединенных спневматическим устройством 15 подачиинструмента. Диск 16 с пазами и отвер 15стиями для крепления корпусов устройств15 закреплен на валу 10. Станком управляютпульта, 17,Обработка подшипнмковЫх колец осуществляетсяв следующей последовательности.Изделие (подшипниковое кольцо) 5устанавливают на планшайбе шпинделяпривода изделия с базированием на опорные ролики. Кольцо .прижимается к планшайбе прижимными и опорными устройствами 4. После установки и закреплениядетали пневмоцилиндр 7 подводит суппорт6 вместе с доводочным устройством кизделию 5. При этом включается привод 30осциллирующего движения, который черезредуктор 13, эксцентрик 12 и тягу 11сообщает валу 10 колебательные движения.Диск 16, посаженный.жестко на вал 10,вместе с абразивными брусками 14 такжесовершает колебательное движение вокругоси шйинделя, Пневматические устройства 15 прижимают абразивные бруски 14 к обрабатываемой поверхности вращающейся детали.Доводка колец производится в два этапа (черновой и чистовой) . На черновом этапе кольца обрабатывают, например, двумя диаметрально расположенными крупнозернистыми брусками (фиг.3), которые снимают основной припуск металла по- рядка 70) . После отвода черновых брус. ков скорость вращения детали увеличива ется и обработка производится другой парой диаметрально расположенных чистовых брусков. На этом этапе получают вы-, сокий класс шероховатости поверхности. После окончания чистового этапа обработки инструментальная головка отводит; ся в исходное положение.Формула изобретенияСтанок для суперфинишнойобработки дорожек, качения колец подшгпников, .на станине которого установлены бабка изделия.и инструментальная головка, снабженная приводным механизмом и механизмами прижима абразивного инструмента, о т л и ч а ю щ и й с я тем, что/ с целью повышения производительности, инструментальная головка выполнена в виде установленного на валу диска, на котором диаметрально расположены абразивные инструменты с механизмами прижима, при этом вал кинематически связан с приводным механизмом и установлен под углом к оси вращения обрабатываемого иэделия.Источники информации, принятые во внимание при экспертизе:1, Мазальский В,Н. Суперфинишные станки. Л.,"Машиностроение, 1974, с.143-145..607713 ь Н.ЕрмаковАндрейчук СоставТех е о екто А.Лаки боб акто Заказ 2715/9 Тираж 1069ЦНИИПИ Государственного комитпо делам изобрет113035 Иосква ЖР ул. Проектная, 4 жг филиал ППП Патент Подписноеета Совета Министров СССРений и открытийа скан наб. , 4 5
СмотретьЗаявка
2345123, 08.04.1976
ПРЕДПРИЯТИЕ ПЯ М-5211
КУЗНЕЦОВ АНАТОЛИЙ МИХАЙЛОВИЧ, БОРИСОВ НИКОЛАЙ ВАСИЛЬЕВИЧ, БОСИНЗОН АРКАДИЙ ЯКОВЛЕВИЧ, ТАРАТЫНОВ ОЛЕГ ВАСИЛЬЕВИЧ, КОСТОРОВ ГЕННАДИЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B24B 19/06
Метки: дорожек, качения, колец, подшипников, станок, суперфинишной
Опубликовано: 25.05.1978
Код ссылки
<a href="https://patents.su/5-607713-stanok-dlya-superfinishnojj-obrabotki-dorozhek-kacheniya-kolec-podshipnikov.html" target="_blank" rel="follow" title="База патентов СССР">Станок для суперфинишной обработки дорожек качения колец подшипников</a>
Способ удаления окисной пленки с поверхности металлических изделий и устройство для его осуществления

Номер патента: 150731
Опубликовано: 01.01.1962
Автор: Каневский
Метки: металлических, окисной, пленки, поверхности, удаления
...период лужения поршень 4 находится в своем нижнем положении и вытесняет расплавленный припой из камеры 3 в камеру 2, повышая тем самым уровень припоя в камере 2 настолько, что лепесток 7 изделия 8 полностью покрывается расплавленным припоем.В ванне 1 установлена медная бобышка 9 с опорной пластиной 10 для размещения лепестка 7. В опорной пластине 10 имеется отвер150731стие 11, совпадающее по оси с отверстием в лепестке 7, стенки которого также должны бысть облужены. Диаметр отверстия в опорной пластине больше диаметра отверстия в лепестке. Шток 12 в бобышке .9 предназначен для выталкивания изделия после лужения и приводится в движение электродвигателем 5 через эксцентрик 13.Над ванной расположен шпиндель 14, аналогичный шпинделю...
Устройство для очистки внутренней поверхности полого изделия

Номер патента: 1121067
Опубликовано: 30.10.1984
Авторы: Канцедалов, Самойленко
МПК: B08B 9/00
Метки: внутренней, изделия, поверхности, полого
...силы, очистные элементы, размещенные на" свободных концах рычагов, и пружины40 для возврата рычагов в нерабочее положение, снабжено по крайней мере еще одной парой рычагов с очистными .элементами, шарнирами и пружинами, при этом все рычаги снабжены средством фиксации их в нерабочем поло 45 женин, а пары симметрично размещенных очистных элементов выполнены с различной очистной способностью.На фиг, 1 изображено устройство, продольный разрез; на фиг. 2 - то же,50 вид сверхупоказана только одна пара рычагов с очистными элементами и места крепления прочих пар рыча гов).Устройство для очистки внутренней поверхности полого изделия состоит из приводного вала 1 с фпанцем 2, на котором попарно симметрично относительно оси вращения вала 1...
Способ удаления излишков расплавленного металла с поверхности покрываемых изделий и устройство для его осуществления

Номер патента: 1554768
Опубликовано: 30.03.1990
Автор: Поль
МПК: C23C 2/20
Метки: излишков, металла, поверхности, покрываемых, расплавленного, удаления
...конструкции, к которьм подсоединен компрессор 9 через магистрали 1 О и 11для подачи лод давлением к соплам7 и 8 газа, блее тяжелого, чем воздух, например тиогексафторида. Этотгаз выдувается из обращенных одно кдругому щелевидных фурменных сопл12 и 13 так, что оц образует почтигоризонтальные факелы, через которыепроходит ленточный материал 5. Такимобразом, излишний наносимый материал,захваченцый иэ расплава 2 корпуса 1ванны, удаляется с поверхности ленточного материала 5,Сопла 7 и 8 размещены в коробчатом кожухе 14, верхняя стенка 15 которого имеет сравнительно широкоещелевидное отверстие 16, иэ которогоможет выходить ленточный материал 5,Боковье стенки 17 и 18 имеют (каки передние стенки) расширяющиеся илирастягивающиеся участки 19 и...
Способ отделки поверхности железобетонных изделий и устройство для его осуществления

Номер патента: 1719216
Опубликовано: 15.03.1992
Автор: Алиев
МПК: B28B 11/00
Метки: железобетонных, отделки, поверхности
...пневмобаллонами 11, над которыми расположены упорные балки 12, закрепленные с помощью тяг 13 на портале 5, Крайние упорные балки жестко прикреплены к эаглаживающей плите 10 и имеют ограничительные борта 14. Уплотняющая 2 и заглаживающая 10 плиты соединены концами внахлест через демпфирующую прокладку с пригрузом от баллона 15, давление которого равно давлению от баллона 4.Способ осуществляется следующим образом. Панели внутренних стен Зхб м, изготовленные в горизонтальном положении из тяжелого бетона М 300 с осадкой конуса 1-3 см, обрабатывались сразу после формования без промежуточных операций за дватри прохода. Первый проход калибрование осуществляют путем перемещения устройства для отделки поверхности в продольном направлении со...
Устройство контроля положения инструментальной головки

Номер патента: 740477
Опубликовано: 15.06.1980
Автор: Кулагин
МПК: B23Q 15/04
Метки: головки, инструментальной, положения
...и статического смешения инструментальной головки.Один иэ управляющих входов блока ЙСД 15 соединен через формирователь 16 с датчиком 17 синхроимпульсов вра-, 55 щения изделия (СВИ) якорь 18 которого закреплен на вертлюге 5 станка, Второй управляющий вход блока ДСД 15 ггри 7 фсоединен к выходу генератора 8 противофазных прямоугольных напряжений,Устройство работает следующим образом.Обрабатываемое изделие 4 приводится во вращение с помощью вертлюга 5,Штанга 2 с инструментальной головкой1 подается рабочей кареткой 11 поступательно вдоаь оси станка,При нормальной осевой растопке линияраздела 9 излучателей 6 и 7 находитсяна оптической оси анализатора и потокиизлучения, проходящие через диафрагму10 от каждого излучателя, одинаковы,Так...
Предыдущий патент: Устройство для окончательной обработки рабочих поверхностей изделий
Следующий патент: Устройство для обработки поверхностей вращения абразивной лентой
Случайный патент: Способ моделирования реиннервации гетеротонически пересаженной почки