Способ многорезцового точения и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1814969
Автор: Черезов

Текст
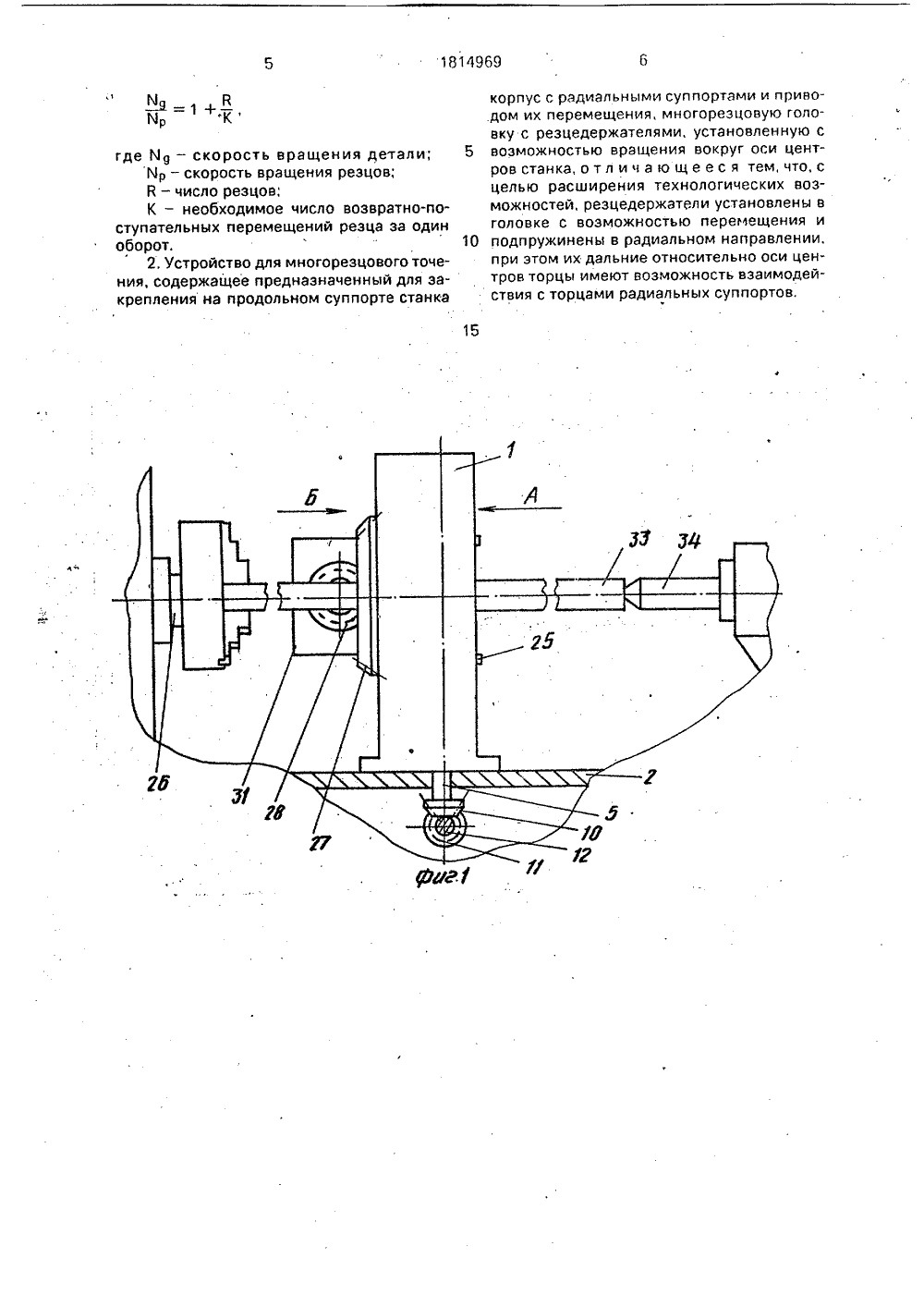
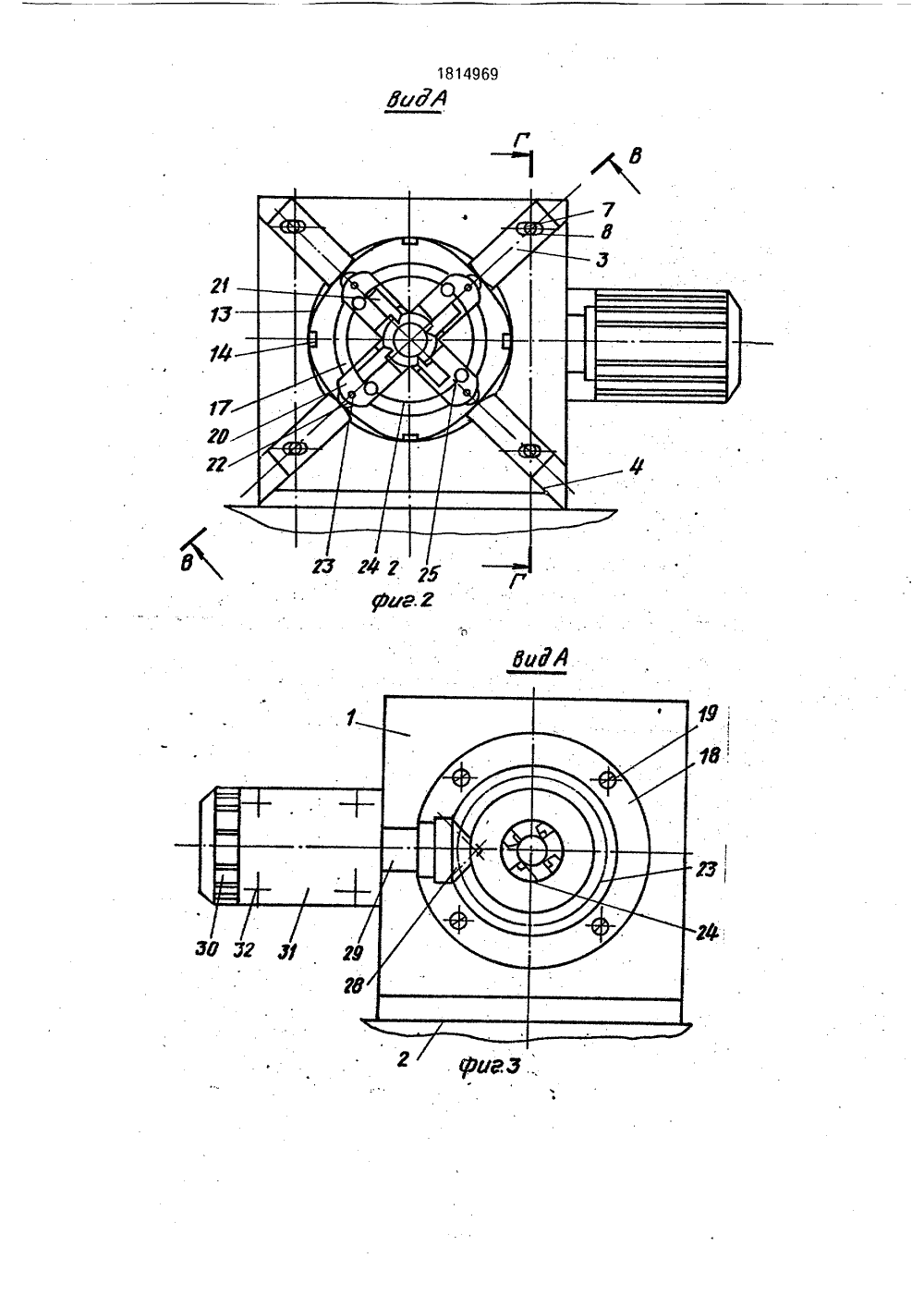
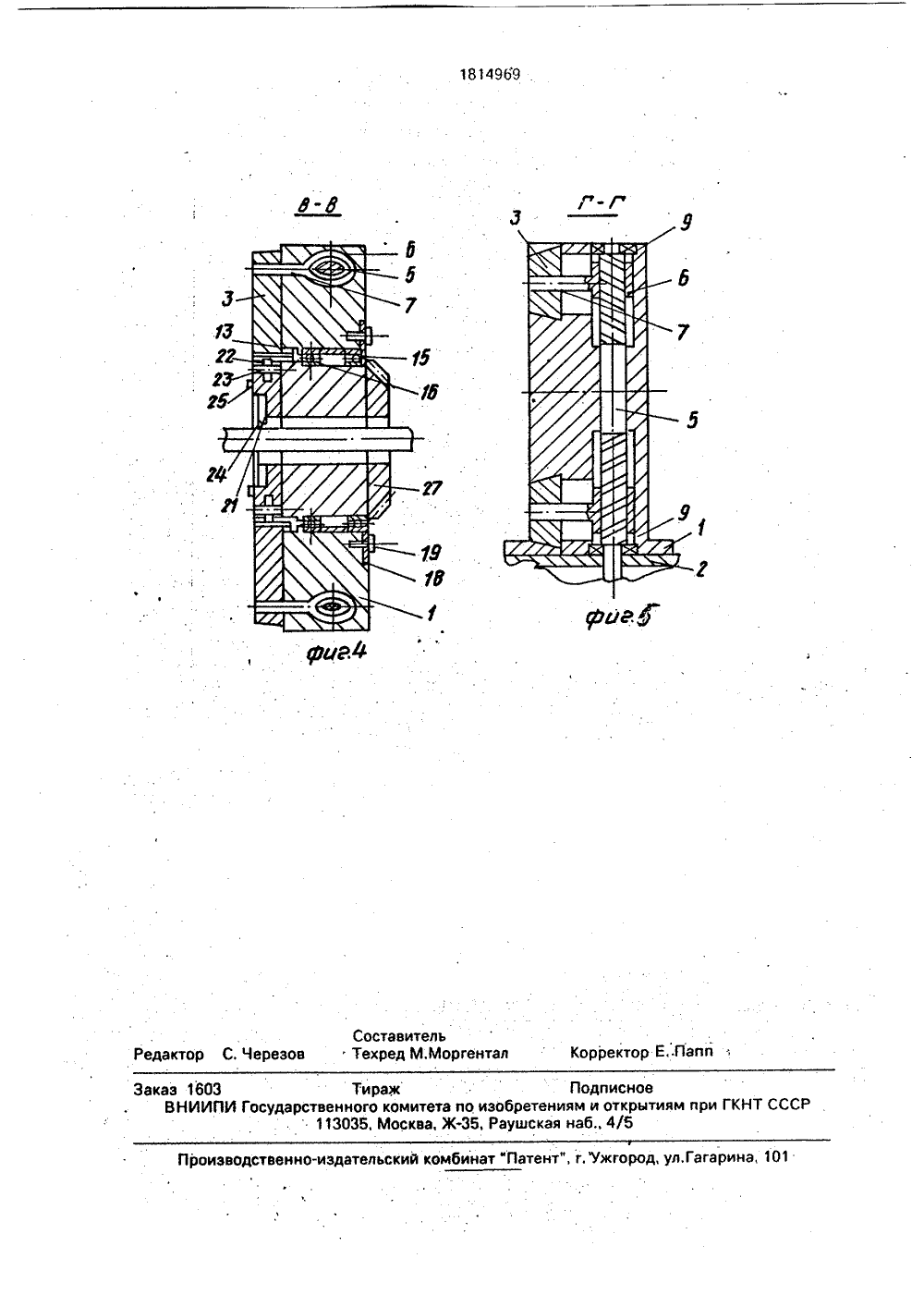
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 18149 19) 5/4 5 В ОПИСАН ИЗОБРЕТЕ ИДЕТЕЛЬСТ 8 У ОМ 8 Т валов. Многорезцовой головке, расположенной в корпусе устройства, придается вращение вокруг оси детали, совпадающее по направлению, но меньшее по величинесскорости вращения детали. Резцы при этом совершают возвратно-поступательные движения в радиальном направлении на заданную величину, Скорости вращения детали и инструмента выбирают из условия Иц/йр = =1+В/К, где й - скорость вращения детали;Йр - скорость вращения резцов; В - число , резцов; К - необходимое число возвратнопоступательных перемещений резца за один оборот. 1 з,п, ф-лы, 5 ил,кий инстит ССС 976,НОГОРЕЗЦОВОГОСТВО ДЛЯ ЕГО ОСУ. ботке и может бной обработке Е- Те относится к металлообрать использовано при токарнежестких длинномерных Изобретение относится к металлообработке и может быть использовано при обра.ботке нежестких ступенчатых валов,Цель изобретения - повышение стойкости инструмента, точности и качества обработанной поверхности и расширениетехнологических возможностей многорезцового точения,На фиг.1 показан общий вид устройства; на фиг.2 - вид А на фиг.1; на фиг,3 - видБ.на фиг 1; на фиг,4 - сечение В - В на фиг.2;на фиг.5 - сечение Г - Г на фиг.2,Предлагаемый способ многорезцовоготочения обеспечивает все преимуществаПТТ при обработке длинномерных нежестких валов, а также позволяет обрабатыватьвалы со сложным профилем (некруглым) гюперечного сечения,Например, для получения вала с эксцентриситетом - чйсло колебаний резц". за оборот детали относительно резца должно бытьравным единице (в этом случае в устройстве, имеющем четыре радиальных суппорта,на многорезцовой головке размещают один резцедержатель). Отношение скоростей найдем из выражения-=1+ - =1+ - =5,К 4 М К 1а величины скоростей обходимости, наприм йр = 200 об/мин.Для получения вал ем (четыре резцедержа та в устройстве) числ резца К = 4; можно задат р йц= 1000 о поб/м сечени- суппор- аждого квадратнь ля и четыр колебании й 9 = 1000 об/мин, Мр = 500 Для обеспечен ерхности при то рофилем сечен олжно быть как м мер, К =100,ГОСУДАРСТВЕННОЕ ПАТ ЕНТНОЕВЕДОМСТВО СССР(56) Авторское свидетельствйт 1022778, кл, В 23 В 1/00,я высокого качества поении валов с круглым я число колебаний К ожно бол ь шим. Н ап риМ 4Я =1+ 00 = " 04йц =2080, йр = 2000 (об/мин),При обработке валов с кругль м профилем, особенно, при небольших К, для получения низкой шероховатости число К нужно задавать некратным числу резцедержэтелей й. В этом случае каждый резец будет снимать свой припуск. В случае кратности К и й все резцы проходят друг за другом "вслед", сечение детали получается некруглым:при К = В это квадрат, при К = 28 - восьмиугольник и так далее,Форма поперечного сечения детали зависит также от величины возвратно-поступательного движения резцов.Устройство содержит корпус 1, установленный на продольном суппорте 2 станка, несущий поперечные суппорты 3, расположенные в радиальных пазах 4, выполненных на корпусе 1. В корпусе 1 расположены два винта 5, имеющие червяки с противоположным наклоном винтовой линии. Расположенные на винтах 5 червячные гайки 6 имеют штифты.7, которыми они взаимодействуют с пазами 8,выполненными в суппортах 3. Винты 5 расположены,в корпусе 1 на подшипниках 9, Винты 5 связаны с приводом поперечной подачи станка через две пары конических шестерен 10 и 11. Конические шестерни 11 насажены на винт поперечной подачи станка 12.Суппорт 3 подпружинен цил индрической пружиной 13, закрепленной на корпусе 1 болтами 14. В центральном цилиндрическом отверстии на корпусе 1 на подшипниках 15 и 16 расположена многорезцовая головка 17, Подшипники 15 и 16 закреплены в корпусе 1 крышкой 18 и болтами 19. На головке 17 в радиальных пазах размещены резцедержатели 20 с резцами 21,.имеющие опорные ролики 22 на осях 23; Резцедержатели 20 подпружинены пружиной 24, которая крепится кронштейном 25, закрепленным на резцедержателях 20, На торце головки 17 со стороны шпинделя 26 станка закреплена коническая шестерня 27, Шестерня 27 взаимодействует с конической шестерней 28, насаженной на вал 29 электродвигателя 30, закрепленного на кронштейне 31 болтами 32, Кронштейн 31 крепится на корпусе 1 устройства.Устройство работает следующиМ образом.Обрабатываемая деталь 33 устанавливается нэ станок и поджимается задним цент Формула изобретения 1. Способ многореэцового точения, согласно которому резцам, равномерно расположенным вокруг оси обрабатываемой детали, сообщают продольную подачу, взаимосвязанные перемещения в радиальном направлении и вращение вокруг оси детали, о тл и ч а ю щ и й с я тем, что, с целью расширения технологических возможностей, резцам дополнительно сообщают возвратно-поступательное перемещения в радиальном направлении, а вращение резцов вокруг оси детали сообщают совпадающим с направлением вращения детали, причем скорости вращения детали и резцов выбирают из условия 50 55 ром 34, Перемещением продольного суппорта 2 станка устройство устанавливаетсяу заднего центра 34. Включается главноевращательное движение станка. Вращение5 через шпиндель 26 передается на деталь 33.В ращением вала 12 через шестерни 10 и 11,передающими вращение на винты 5, перемещают червячные гайки 6 и, соответственно,суппорты 3 в крайнее от детали 33 положение.Резцедержатель 20 при этом под действиемпружины 24 также устанавливаются вкрайнее положение, упираясь роликами22 в пружину 13, опертую на суппорты 3. Включают электродвигатель 30.15 Вращение вала 29 электродвигателя передается через шестерни 26 и 27 на головку 17, которая вращается в сторонудетали 33.Вращением вала 12, шестерен 10 и 11,20 винтов 5 перемещают гайки 6, суппорты 3 всторону детали. При этом сжимаются пружины 13 и 24, а резцедержатели 20, обкатываясь при.вращении головки 17 по пружине13, периодически вводят и выводят резцы 2125 в тело детали 33, снимая заданный припуск.Затем включают продольную подачу суппорта 2.При обработке ступенчатых валов глубину резания меняют поперечной подачей30 суппортов 3, отводя или подводя их к деталипри вращении вала 12, аналогично описан-.ному ранее. Вращение, вала 12 осуществляется от руки или по команде от ЧПУ станкана привод поперечной подачи.35 При этом обеспечивается схема по-путного тангенциального точения и выполняются все преимущества методамногорезцового точения, что обеспечиваетвысокую точность и качество обработки, по 40 вышенную стойкость инструмента при высокой производительности обработкинежестких ступенчатых валов,-д:1+,-, йр К 15 где Йд - скорость вращения детали;йр - скорость вращения резцов;В - число резцов,К - необходимое число возвратно-поступательных перемещений резца за один оборот.2, Устройство для многорезцового точения, содержащее предназначенный для закрепления на продольном суппорте станка корпус с радиальными суппортами и приво.дом их перемещения, многорезцовую головку с резцедержателями, установленную с 5 возможностью вращения вокруг оси центров станка, о т л и ч а ю щ е е с я тем, что, с целью расширения технологических возможностей, резцедержатели установлены в головке с возможностью перемещения и 10 подпружинены в радиальном направлении,при этом их дальние относительно оси центров торцы имеют возможность взаимодействия с торцами радиальных суппортов.. Через аказ 1603 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раувская наб 4/б Производственно-издательский комбинат "Патент", г.Ужгород, ул,Гагарина, 101 Составитель ехред М Моргент
СмотретьЗаявка
4919648, 19.03.1991
КИРОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ЧЕРЕЗОВ СЕРГЕЙ ГЕННАДЬЕВИЧ
МПК / Метки
МПК: B23B 5/44
Метки: многорезцового, точения
Опубликовано: 15.05.1993
Код ссылки
<a href="https://patents.su/5-1814969-sposob-mnogorezcovogo-tocheniya-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ многорезцового точения и устройство для его осуществления</a>
Устройство “нева” для отрезки детали на токарном станке

Номер патента: 1074660
Опубликовано: 23.02.1984
МПК: B23B 27/04
Метки: детали, нева, отрезки, станке, токарном
...показаны. варианты выДля повышения надежности креплеаая, т.е. повышения коэффициента зрения между плоскими краями крепеж-. ного хвостовика , параллельными его нейтральной оси и скосам И, а краями упора б и ползуна 7, на пос ледних выполнены закаленные зубцы или рифления, параллельные скосам М,врезающиеся в края крепежного хвостови-, ка Р при его закреплении.В пазу ползуна 7 расположена головка толкателя 9, который выполнен ,в виде винта. Толкатель 9 взаимодействует через резьбу с опорной втулкой 10 и имеет на заднем торце многогранник Р. Опорная втУлка 10 неподвижно закреплена на плите 1.Для повышения виброустойчивости процесса отрезки на токарном станке путем увеличения продольной жесткости упругой механической системы резец -...
Гидросистема привода вращения бурового станка

Номер патента: 1641990
Опубликовано: 15.04.1991
МПК: E21C 5/16
Метки: бурового, вращения, гидросистема, привода, станка
...под давлением, большим, чем в напорной магистрали 7, После упора поршня 12 в корпус 10 жидкости подается через обратный клапан 13. 1 ил. 8, Магистраль прямого хода 2 связана с первым 9 выходом распределителя 5. Преобра- С зователь давления 8 выполнен в виде О корпуса 10 с толкателем 11 и ступенчатого ( ) поршня 12 с обратным клапаном 13. образующих полости: управления 14, меньшей сту- ,Ф пени 15 поршня 12 и большей ступени 16 поршня 12, сообщенные соответственно с магистралью прямого хода 2 гидромотора 1, магистралью обратного хода 3 гидромотора 1 и с вторым выходом 17 гидрораспределителя 5.Устройство работает следующим образом.При рабочем вращении гидромотора 1 поршень 12 под действием сливающейся из.Василь аказ 1427 Тираж 304...
Приспособление к токарным револьверным станкам для нарезания резьбы лерками

Номер патента: 61829
Опубликовано: 01.01.1942
Автор: Васкевич
МПК: B23B 11/00, B23B 5/48, B23G 3/00
Метки: лерками, нарезания, револьверным, резьбы, станкам, токарным
...к шпинделю станка захватываются упорами 9, расположенными на шпицделе. Вместе с шайбой 7 вращается цаглухо цкреплсццая к ней шестсрця 10. Рядос шестерцей 10 ца валис 3 залисца шестеця 11. Имеощая ца один зуб хе:ше, че.; шестерця 10. На цестсрцях 10 и 11 свободно надет зубчатый венец 12 с вцутрецнцм зацеплением.При вращении шестерня 10 увлекает венец 12, который, опираясь на ролик 13, укрепленный в корпусе 1, своими зубьями как бы совмещает впадины между зубьями шестерен 10 и 11, располоценными с разным шагом. При этсм шестерця 11 смещается относительно шестерни 10, т. е, сообщает рабочее вращение лерке 5 относительно обрабатываемого винта 14, закрепленного в шпинделе станка.После прохода леркой 5 всец длиы нарезки сидящий ца...
Устройство для правки длинномерного материала

Номер патента: 557852
Опубликовано: 15.05.1977
Автор: Скорынин
МПК: B21F 1/02
Метки: длинномерного, правки
...предлагаемое устройство, общий вид,Устройство содержит корпус 1, выполненныйв виде барабана, в котором на оси 2 смонтирован качающийся трехплечий рычаг 3 с правильными элементами 4 и пальцем 5, взаимо 10 действующим с вилкой б, жестко закрепленной в обойме 7, которая имеет возможностьперемещения вдоль оси корпуса 1.На этой же оси 2 смонтирован двуплечийрычаг 8 с правильными элементами 9, кото 15 рый взаимодействует с установочными винтами 10, смонтированными в корпусе 1.Устройство работает следующим образом.Длинномерный материал 11 пропускают между правильными элементами 4 и 9 и включа 20 ют привод вращения корпуса 1, При этом закрепленные на оси 2 качающийся трехплечийрычаг 3 с правильными элементами 4 и двуплечий рычаг 8 с...
Привод вращения копирного шпинделя станка для обработки кулачковых валов

Номер патента: 1414565
Опубликовано: 07.08.1988
Авторы: Агафонов, Захватов, Ларцев, Рязанов, Худобин
МПК: B23Q 15/00, B23Q 5/08
Метки: валов, вращения, копирного, кулачковых, привод, станка, шпинделя
...шпинделя станка для обработки кулачковых валов,установленный на столе станка и ЬклюИзобретение относится к станкостроению и может быть использовано встанках для обработки кулачковых валов двигателей внутреннего сгорания,деталей, имеющих несколько одинаковыхкулачков, смещенных по углу, и другиханалогичных деталей, обрабатываемыхметодом копирования, а также для обработки некруглых валов, 10Цель изобретения - упрощение конструкции привода вращения заготовки, повышение его надежности, повышение производительности обработки и качества обработанных деталей, имеющих 15несколько одинаковых кулачков, сме-, щенных по углу, и других аналогичных деталей, обрабатываемых методом копирования, а также некруглых валов эа счет оптимизации угловой...
Предыдущий патент: Устройство для обработки конусов штуцеров
Следующий патент: Опорно-направляющий узел для транспортировки длинномерных заготовок
Случайный патент: Ультразвуковая установка для очистки деталей