Способ изготовления чешущего сегмента и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
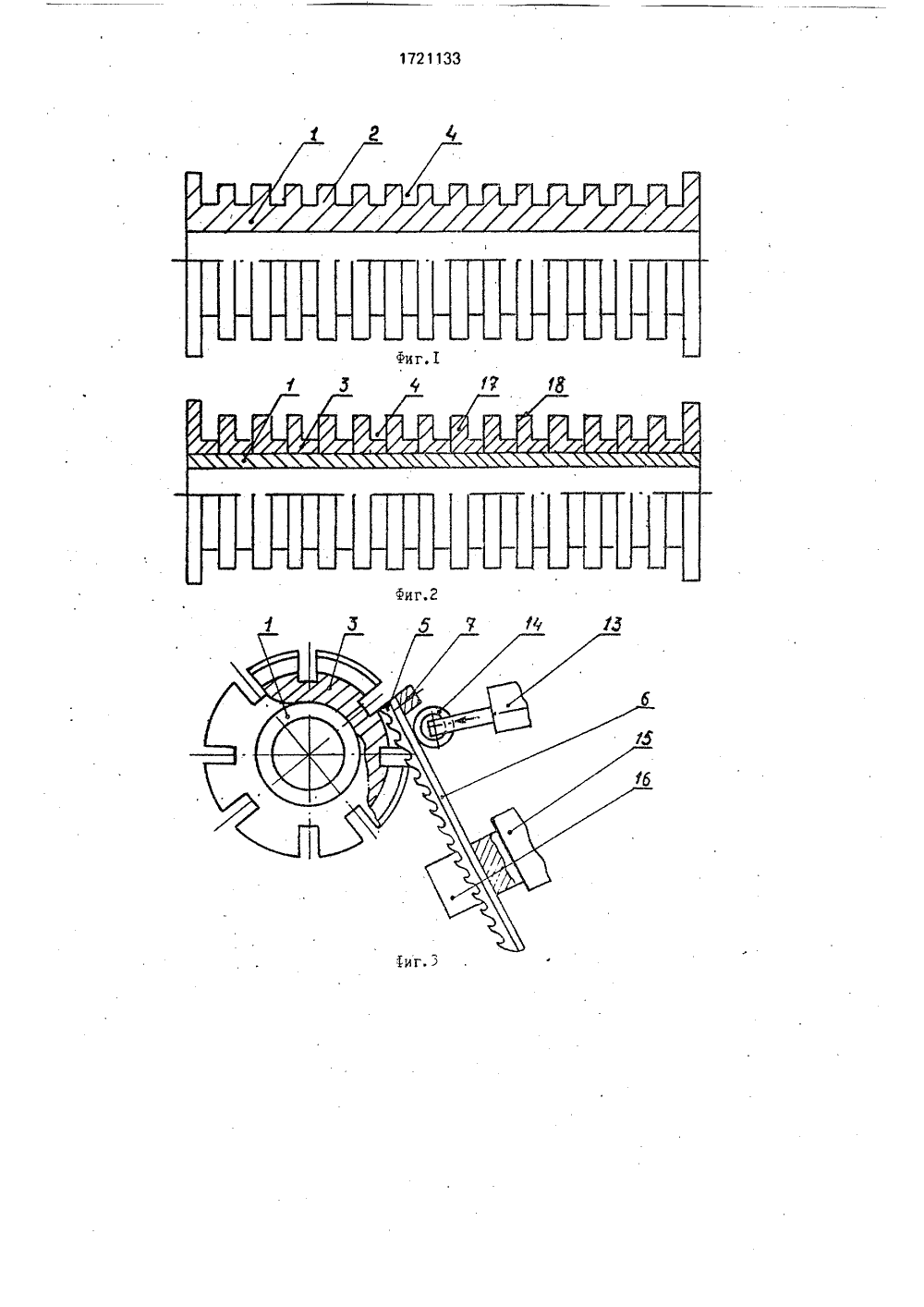
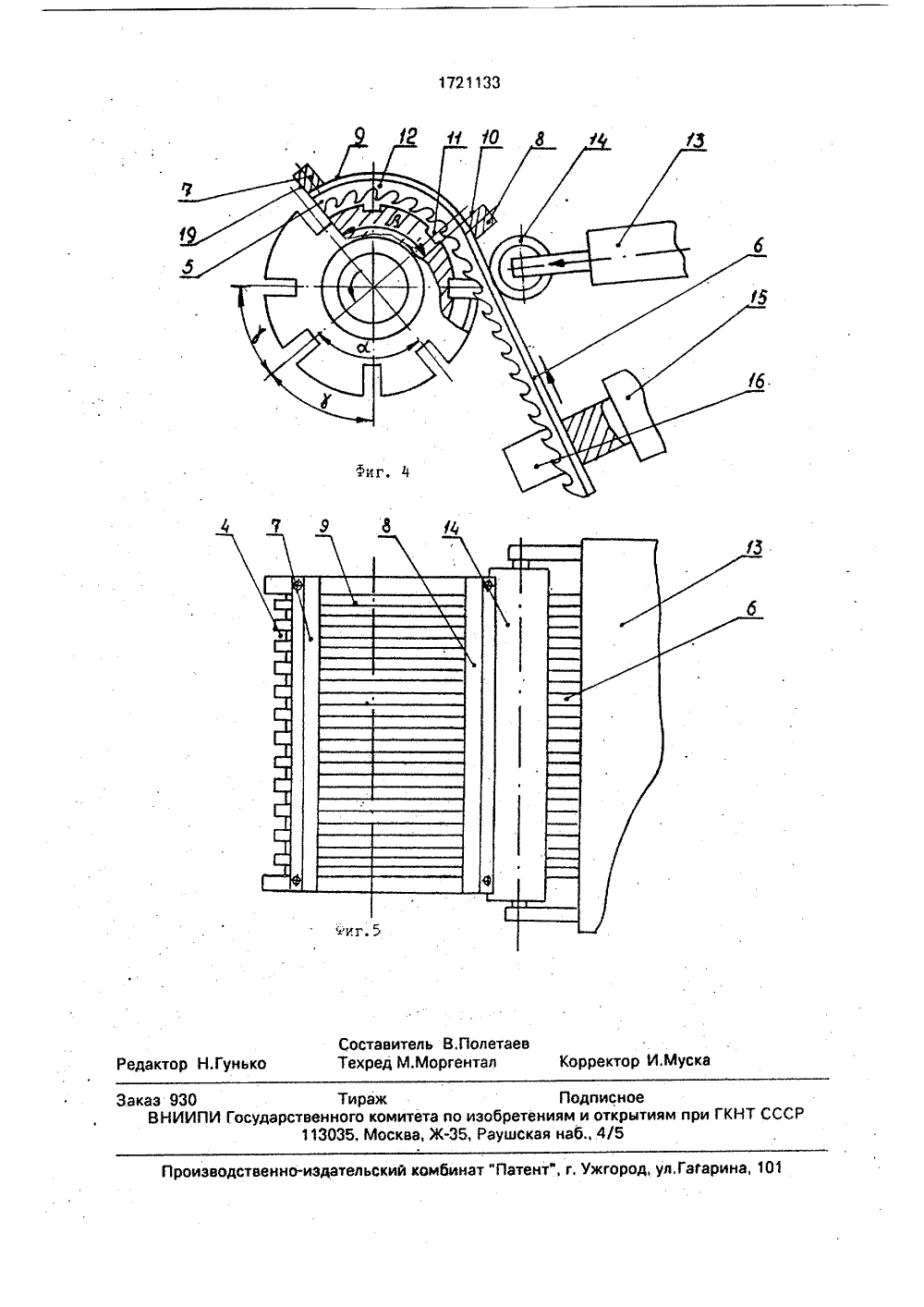
(46) 23.03.92. Бюл. М 11 (71) Ивановский энерг им, В.И. Ленина и Иван конструкторское бюро ч (72) В,А, Полетаев, С,А, ков (53) 677.051(088.8) (56) Авторское свидетел %1011740, кл: 0 01 6 1 12; 480433 тический институтвское специальноесальных машинИванов и С.М, Тон ство СССР /92, 1982. ОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР К АВТОРСКОМУ СВИДЕТЕЛЬСТ Изобретение относится к машиностроению для текстильной промышленности и может быть использовано при изготовлении пильчатых чешущих сегментов для чесальных машин приготовительного производства прядильных фабрик.Известен способ изготовления чешущего сегмента, при котором цельнометаллическую пильчатую ленту укладывают зубьями вниз в винтовую канавку барабана, образованную витками ленты :образного или - образного сечения, закрепленной на поверхности барабана. При этом основание пильчатой ленты базируют на вершину винтовой канавки. Затем на поверхность навоя закрепляют при помощи клея и других способов армирующие пластины и разрезают навой на сегменты в местах продольных пазов на винтовой поверхности барабана. Перед навивкой пильчатой ленты на барабан на поверхность последнего наносят консистентную смазку с целью предохранения рабочей поверхности пильчатых сегментов от попадания клеящего вещества.(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕШУЩЕГО СЕГМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Изобретение относится к способам изготовления чешущего сегмента и заключается в том, что концы нескольких пильчатых лент укладывают. в кольцевые канавки, параллельные торцам барабана, поворачивают его на угол дуги окружности изготавливаемого сегмента, фиксируют навой прижимами, скрепляют пильчатые лен" ты между собой и отрезают по линии вдоль прижима. 2 с. и 2 э. и. ф-лы, 5 ил. Известно устройство для изготовления пильчатых сегментов, содержащее барабан для навивки пильчатой ленты, имеющий винтовую канавку, образованную витками ленты : или 1-образной формы, закрепленной на поверхности барабана, при этом винтовая поверхность имеет продольные пазы, параллельные оси барабана.Недостатками известного способа и устройства являются большая трудоемкость изготовления сегментов (длительное время шлифования обечайки барабана около 100 ч), необходимость шлифовки краев барабана на длине 250 мм на конус с целью достижения прямолинейности образующей пильчатой поверхности барабана после его обтяжки пильчатой лентой, необходимость в балансировке барабана после каждого снятия гарнитуры (сегментов), так как не равномерное натяжение пильчатой ленты в процессе обтяжки по длине барабана вызывает несимметричные изменения его формы, что ведет к нарушению его балансировки, длительное время навивки отдельной пильчатой ленты в винтовую ка 172113351015 20 25 30 35 40 50 55 навку барабана до тех пор, пока не образуется пильчатая поверхность всего барабана), Кроме того, недостатками являются низкая точность формы рабочей поверхности сегментов, разновысотность вершин зубьев гарнитуры, неперпендикулярность оси зубьев пильчатой ленты основанию сегментов вследствие нарушения цилиндричности пильчатой поверхности (из-за недостаточного натяжения ленты ЦМПЛ, приводящего к уменьшению плотности намотки, сдвигу витков и их неправильной установке на обечайке барабана, из-за чрезмерного натяжения, вызывающего значительную деформацию обечайки, несоблюдения технологии обтягивания, колебания натяжения пильчатой ленты, обтяжка барабанов с переменным натяжением по длине барабана, прогиба обечайки барабана в середине на 0,02 - 0,06 мм больше, чем по . краям, увеличения деформации обечайки за счет нагревания пильчатой ленты при обтяжке и последующем охлаждении на обечайке барабана, низкой надежности установки пильчатой ленты на обечайке барабана, из-за необходимости удержания витков на своем месте силами трения между торцовыми поверхностями витков пильчатой ленты и выступов винтовой канавки и радиальной силой прижатия витков пильчатой ленты к барабану, возникновения внутренних остаточных напряжений в витках пильчатой ленты, под действием которых отдельные полоски пильчатой гарнитуры в отрезанном от всего навоя сегменты начинают расправляться, что приводит к деформации формы изготовления сегмента).Сложность конструкции устройства заключается в необходимости изготовления точной винтовой канавки на поверхности барабана.Целью изобретения является повышение качества изготовления пильчатых сегментов путем повышения точности формыего рабочей поверхности при одновременном снижении трудоемкости процесса,Указанная цель достигаетСя тем, что в способе изготовления чешущих сегментов концы нескольких пильчатых лент укладывают в кольцевые канавки барабана, поворачивают барабан на угол, равный углу дуги окружности изготовляемого сегмента, после чего и перед скреплением пильчатых лент между собой осуществляют продольное фиксирование навоя посредством прижима, ось которого параллельна оси барабана, а разрезание навоя на сегменты осуществляют по линии, проходящей вдоль прижима, со стороны, обращенной к концам пильчатых лент, кроме того, в канавки на поверхности барабана выполнены кольцевыми параллельно торцам барабана и образованы боковыми сторонами колец, закрепленных на поверхности барабана, а угол дуги его окружности между прижимами и угол поворота барабана при намотке пильчэтых лент равны углу душ пильчатого сегмента.На фиг. 1 показаны кольцевые выступы барабана, поперечное сечение; на фиг. 2 - кольца на поверхности барабана, поперечное сечение; на фиг. 3 - барабан с закрепленными на нем концами пильчатых лент, вид сбоку; на фиг, 4 - барабан с закрепленными на нем пильчатыми лентами, вид сбоку; на фиг. 5 - то же, вид сверху.Предварительно на поверхности барабана получают кольцевую поверхность, для чего на цилиндрической поверхности барабана 1 либо нарезают кольцевые выступы 2 сечением (фиг. 1), либо устанавливают кольца 3 (фиг. 2) такой же формы. В результате на поверхности барабана 1 образуются канавки 4, параллельные его торцам.Для получения сегментов концы 5 нескольких цельнометаллических пильчатых лент 6 укладывают зубьями вниз в кольцевые канавки 4 барабана 1 и закрепляют их на поверхности барабана при помощи прижима 7 (фиг, 3). Затем барабан 1 поворачивают на угол а равный углу Р дуги окружности изготовляемого сегмента (фиг, 4), и фиксируют ленты 6 на поверхности барабана при помощи прижима 8, После этого поверхность 9 пильчатой гарнитуры между прижимами 7 и 8 скрепляют, например посредством лазерной сварки, и отрезают по линии вдоль стороны 10 зажима 8 со стороны паза 11. После открепления зажима 7 и снятия скрепленного, например лазерной сваркой,.сегмента 12 барабан 1 снова поворачивается на угол а вместе с зажимом 8, ленты ЦМПЛ фиксируют новым зажимом, скрепляют лазерной сваркой и отрезают.Угол й определяется суммой угло у между осями продольных пазов, что позволяет изменить величину угла Р дуги окружности изготавливаемого пильчатого сегмента, Процесс изготовления пильчатых сегментов повторяют до тех пор, пока не закончатся пильчатые ленты в бухтах, Тогда необходимо свободные концы пильчатых лент закрепить в кольцевые канавки на поверхности барабана и повторить процесс изготовления пильчатых сегментов.Способ изготовления чешущих сегментов чесальной машины позволит наряду с повышением качества изготовления снизить трудоемкость процесса за счет одно510 6. Выступы 17 колец 3 образуют кольцевые канавки 4, в которые зубьями вниз установлены пильчатые ленты 6, опирающиеся обушками на вершины 18 выступов 17, Сторона 19 прижима 7 и сторона 10 прижима 8 ограничивают поверхность 9 изготовляемого сегмента 12, На кольцевой поверхности вдоль образующего барабана выполнены пазы 11, оси которых образуют угол а, равный углу дуги окружности изготовляемого сегмента Д,причем угол а зависит от угла В дуги окружности сегмента и определяется суммой углов у между осями пазов 17.Устройство работает следующим образом.Для получения сегментов концы 5 нескольких цельнометаллических лент 6 устанавливают зубьями вниз в кольцевые канавки 4, опирая обушками на вершины 18 выступов 17, и закрепляют их на поверхности барабана при помощи прижима 7 (фиг.3), При этом, чтобы не было перекосов ленты ЦМПЛ при намотке на барабан, их пропускают через пазы 16 направляющего устройства 15 и прижимают к барабану подпружиненным роликом 14 прижимного устройства 13, Затем барабан 1 поворачивают на угол а (фиг. 4), равный углу Р дуги окружности изготовляемого сегмента, и фиксируют ленты 6 на поверхности барабана при помощи прижима 8, После этого поверхность 9 пильчатой гарнитуры между прижимами,7 и 8 скрепляют, например посредством лазерной сварки, и отрезают по линии вдоль стороны 10 прижима 8 со стороны паза 11, После открепления прижима 7 и снятия изготовленного сегмента 12 барабан 1 снова поворачивают на угол а вместе с прижимом 8, который занимает теперь положение прижима 7 (фиг. 4), а ленты 6 фиксируют новым прижимом в месте, которое раньше занимал прижим 8, После скрепления пильчатой гарнитуры полученный сегмент 12 с барабана, и весь процесс изготовления пильчатых сегментов повторяется. 15 20 25 30 35 40 45 50 55 временной намотки нескольких пильчатых лент в кольцевые канавки.Устройство содержит барабан 1, на котором закреплены кольца 3, например -образного профиля, прижим 7, фиксирующий концы 5 нескольких пильчатых лент 6, прижим 8, фиксирующий пильчатые ленты на поверхности барабана, прижимное устройство 13 с подпружиненным роликом 14, направляющее устройство 15 с пазами 16,имеющими форму обушка пильчатой ленты Наличие кольцевых пазов на поверхности барабана позволяет значительно упростить конструкцию устройства, так как отпадает необходимость изготовления винтовой канавки на поверхности барабана, а также длИтельное время сохранять цилиндричность окружности и прямолинейность образующей барабана за счет того, что ленты ЦМПЛ наматываются только на часть по верхности барабана и не деформируют его, что повышает точностные параметры изготовляемых пильчатых сегментов, Кроме того, одновременное наматывание нескольких лент ЦМПЛ в кольцевые пазы барабана повышает производительность процесса изготовления сегментов эа счет уменьшения времени намотки.Формула изобретения 1. Способ изготовления чешущего сегмента, при котором наматывают цельнометаллическую пильчатую ленту вниз зубьями в канавку барабана, скрепляют пильчатые ленты между собой и разрезают навой на сегменты, отличающийся тем,что,с целью повышения качества изготавливаемых пильчатых сегментов, концы нескольких пильчатых лЕнт укладывают в кольцевые канавки барабана, поворачивают барабан на угол, равный углу дуги окружности изготавливаемого сегмента, после чего и перед скреплением пильчатых лент между собой осуществляют продольное фиксирование навоя посредством прижима, ось которого параллельна оси барабана, а разрезание навоя на сегменты осуществляют по линии, проходящей вдоль прижима со стороны, обращенной к концам пильчатых лент,2, Способпоп,1, отличающийся тем, что, с целью комбинирования плотности и геометрических параметров пил ьчатой гарнитуры, при намотке используют пильчатые ленты различных типов,3. Устройство для изготовления чешу- щего сегмента, содержащее барабан с канавками и продольными пазами вдоль оси барабана, о т л и ч а ю щ е е с я тем, что. с целью повышения качества изготавливаемых пильчатцх сегментов, канавки на поверхности барабана выполнены кольцевыми параллельно его торцам и образованы боковыми сторонами колец, закрепленных на поверхности барабана.4,Устройствопоп,3, отлича ющеес я тем, что угол дуги окружности барабана между прижимами и угол поворота барабана при намотке пильчатых лент равны углу дуги пильчатого сегмента.1721133 Редактор Н.Гунько оизводственно-издательский комбинат "Патент", г. Ужгород, ул, Гагарина, 101 Заказ 930 ВНИИПИ Г ставитель В.Полетаевхред М.Моргентал Корректор И,Мус Тираж Подписноественного комитета по изобретениям и открытиям при ГКНТ ССС 113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4798717, 05.03.1990
ИВАНОВСКИЙ ЭНЕРГЕТИЧЕСКИЙ ИНСТИТУТ ИМ. В. И. ЛЕНИНА, ИВАНОВСКОЕ СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРО ЧЕСАЛЬНЫХ МАШИН
ПОЛЕТАЕВ ВЛАДИМИР АЛЕКСЕЕВИЧ, ИВАНОВ СЕРГЕЙ АЛЕКСАНДРОВИЧ, ТОНКОВ СЕРГЕЙ МАРКОВИЧ
МПК / Метки
МПК: D01G 15/92
Опубликовано: 23.03.1992
Код ссылки
<a href="https://patents.su/5-1721133-sposob-izgotovleniya-cheshushhego-segmenta-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления чешущего сегмента и устройство для его осуществления</a>
Эластичное уплотнение поверхностей скольжения пресса с бесконечной лентой

Номер патента: 940637
Опубликовано: 30.06.1982
Автор: Курт
МПК: B30B 5/04
Метки: бесконечной, лентой, поверхностей, пресса, скольжения, уплотнение, эластичное
...положены со стороны входа ружной - со стороны вых, а выступы зубьев крепеж змешены во впадинах зубьеся за счет повышения надежности и долговечности уплотнения. Эластичное уплотнение поверхностей скольжения пресса с бесконечной лентой, включающего установленные на барабанах две бесконечные ленты, образующие между собой зазор для прохода заготовки, содержащее смонтированные в пазу блока прессования подпружиненный замкнутый уплотнитель с крепежными планками, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности и долговечности за счет улучшения условий трения, на крепежных планках выполнены зубья, а уплотнитель выполнен в виде трех элементов: наружной и внутренней металлических обечаек с зубьями на одной из их б;"ковых...
Устройство для изготовления пильчатых сегментов чесальных машин

Номер патента: 1067101
Опубликовано: 15.01.1984
Авторы: Борисов, Копятин, Максимовский
МПК: D01G 15/84
Метки: машин, пильчатых, сегментов, чесальных
...разрезания цельчато ленты, и коли барабан для навй пильч йленты, ШагНе мею ий 11 1 0ости бадот данного ст йства оличеству Цель бок ходимостью нареэания узк й о и глуметаллическую пильчатую окой винтовой канавки.вают на барабан, располагая ее з бь Цель иэ .в винтовоагая ее зубья ст эобретения - упрощение конй канавке, образованной Рукции устройства.1- или 1 -образной лентой. П Ук азанная цель достигается тке пи льчатая лента обушком оо . Ри намотчто в ст ся тем, в вершин лопирается устройстве для изготовленияну ленты- или 1 -образного пильчатых соеж сегментов чесальных маш ия профиля ашин, шинойа между ее основанием д р ащем барабан для .навивки пиль- зубьев пильчатой ленты сох аи верчатой ленты й инт вую канавки пиль няется зазо...
Способ изготовления пильчатых сегментов чесальной машины

Номер патента: 1807108
Опубликовано: 07.04.1993
Авторы: Беклемышева, Веремеевич, Вязьмина, Перекотин, Попов, Тонков, Ульев
МПК: D01G 15/84
Метки: пильчатых, сегментов, чесальной
...с натяжением и прикаткой при одновременном сваривании полос между собой и с подложкой посредством лазера, 2 Э.п. ф-лы, 1 табл. В таблице приняты следующие обозначения: Р - мощность лазерного излучения,кВт; Ч - скорость сварки, мм/с; г и Ь -соответственно глубина и ширина сварногошва, мм.При толщине полосы пильчатой ленты Ь=4 мм(см, рабочие чертежи ПО "Ивчесмаш")глубина составляет (0,25 - 0,41)Ь, т.е, г =. (1 -1,65) мм.При глубине сварочного шва более 1,65мм (режим 7) вследствие образования прилазерной сварке зоны термического влияния развиваются процессы отпуска предварительно упрочненных зубьев полосы, чтоведет к их разупрочнению, При глубинесварного шва менее 1 мм (режим 2) конструкция не удовлетворяет условиям прочности,Таким...
Способ изготовления цельнометаллической пильчатой ленты на просечных автоматах и устройство для его осуществления

Номер патента: 95653
Опубликовано: 01.01.1953
МПК: B21D 37/08, B21D 53/14
Метки: автоматах, ленты, пильчатой, просечных, цельнометаллической
...пилы, образующий режущую грань пуансона. Дополнительная режущая грань 9 пуансона образована цилиндрической его поверхностью.Плоскость пуансона, совершающего колебательное движение, перпендикулярна к плоскости неподвижной матрицы (фиг. 4 - 5). Во время работы устройства круговой выступ 8 пуансона, входя в паз матрицы, просекает зубец в ленте 10, прилегающей гладкой стороной к торцу матрицы. Одновременно дополнительные режущие грани 5 и 9 матрицы пуансона срезают с ленты припуск па обработкуНаправляющая ленту планка (кондуктор) 11, составленная из двух линеек, свободно соединеннь.х штифтами 12, неподвижно установлена над пуансоном и по всей длине имеет канавку 13 для ленты, периодически продвигаемой вдоль планки механизмом подачи....
Станок для полирования абразивными лентами поверхностей лопаток турбин

Номер патента: 282956
Опубликовано: 01.01.1970
Автор: Хасанов
МПК: B24B 19/14, B24B 21/16
Метки: абразивными, лентами, лопаток, поверхностей, полирования, станок, турбин
...5, При вращении полого вала 4 от электродвигателя б стержень 5 и связанная с ним через Г-образный переход ник лопатка получают круговое плоско-параллельное движение, Рычаг 7 удерживает стержень 5 и лопатку от вращения. Прижимам 2 и 3 также придается круговое плоско-параллельное движение с частотой, в 3 - 5 раз мень шей, чем частота кругового движения лопатки,Для этой цели служит аналогичный механизм, состоящий из полого вала 8 и эксцентрично установленного в нем стержня 9. Прижим 3 жестко связан со стержнем 9 и является в этом 15 движении ведущим. Прижим 2 самоустанавливается на лопатке. Вал 8 приводится во вращение от электродвигателя 10 через зубчатую передачу 11. Левый прижим удерживается от врагцения рычагом 12.20 При разгрузке...
Предыдущий патент: Способ рыхления и очистки волокнистого материала
Следующий патент: Способ регулирования линейной плотности волокнистого холстика
Случайный патент: Волноводный переключатель