Способ изготовления пильчатых сегментов чесальной машины
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1807108
Авторы: Беклемышева, Веремеевич, Вязьмина, Перекотин, Попов, Тонков, Ульев

Текст
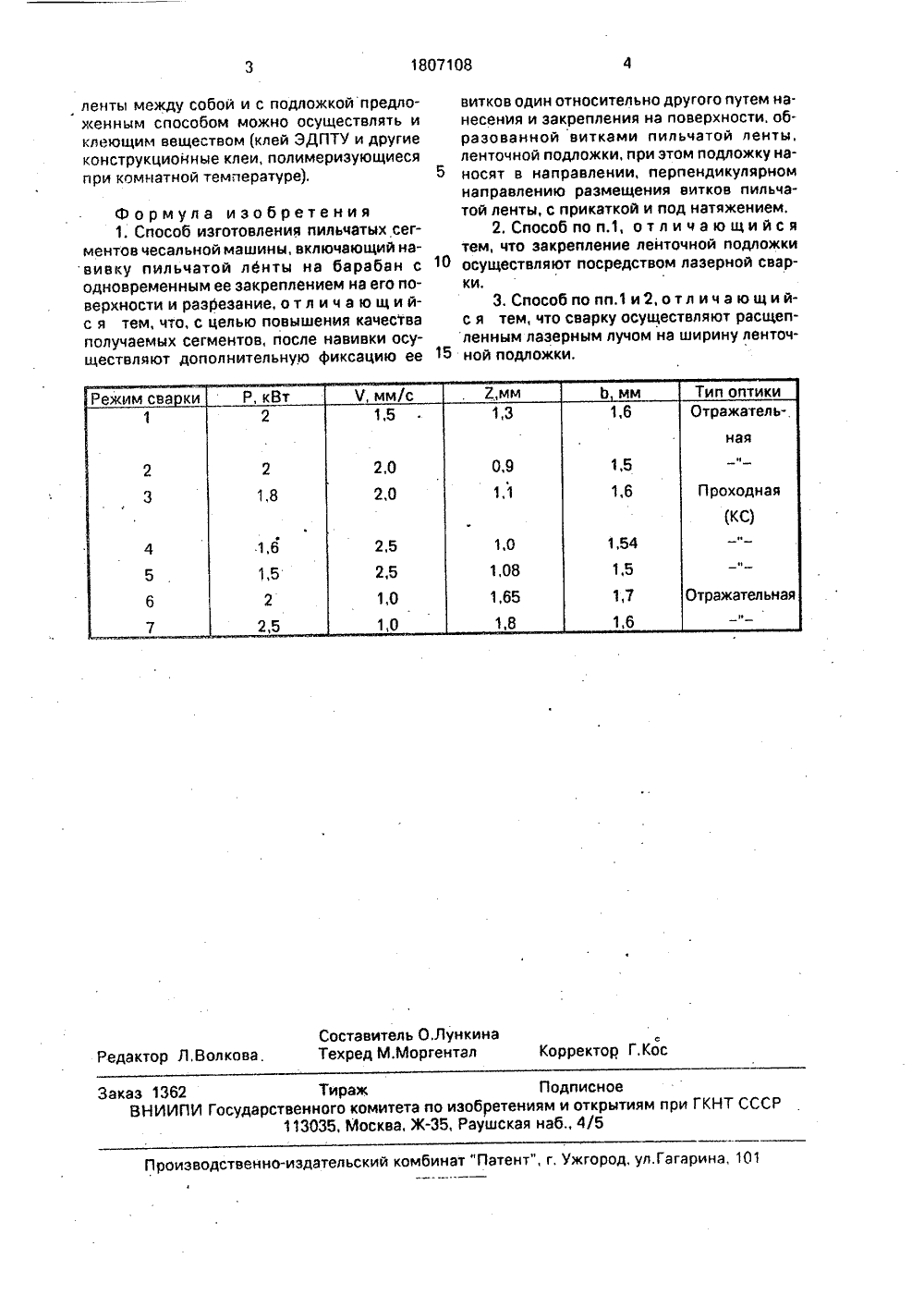
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК 9 5)5 О 01 С 15/84 ИЗОБРЕИДЕТЕЛ ЬСТВУ РСКОМУ С ГОСУДАРСТВЕННОЕ ПАТЕНТНОВЕДОМСТВО СССР(71) Ивановское производственное объединение "Ивчесмаш" и Московский институтстали и сплавов(56) Авторское свидетельство СССРМ 1493696, кл, О 01 С 15/85, 1987,Изобретение относится к текстильному машиностроению и может быть использовано в чесальных машинах при предварительной обработке волокон.Цель изобретения - повышение качества получаемых сегментов.Полосы пильчатой гарнитуры, изготовленной из стали 60 плотной, в виде спирали наматывают на барабан с рабочей шириной 1020 мм и соединяют с помощью тонкой подложки ленточного типа. Для этого конец ленты подложки фиксируют на барабане специальным прижимом; ленту разматывают иэ рулона, перемещающегося вдоль оси барабана с натяжением с одновременным прикатыванием подложки к полосам гарнитуры специальным роликом и лазерной сваркой боковых граней ленты подложки с полосами гарнитуры расщепленным лазерным лучом,В таблице приведены режимы сварки.(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПИЛЬЧАТЫХ СЕГМЕНТОВ ЧЕСАЛЬНОЙ МАШИНЫ (57) Использование: в текстильном машиностроении при изготовлении чесальных машин для предварительной обработки волокон. Сущность изобретения: изготовление пильчатой гарнитуры осуществляют путем соединения зафиксированных полос пильчатой ленты с подложкой ленточного типа, наносимой на них в перпендикулярном направлении с натяжением и прикаткой при одновременном сваривании полос между собой и с подложкой посредством лазера, 2 Э.п. ф-лы, 1 табл. В таблице приняты следующие обозначения: Р - мощность лазерного излучения,кВт; Ч - скорость сварки, мм/с; г и Ь -соответственно глубина и ширина сварногошва, мм.При толщине полосы пильчатой ленты Ь=4 мм(см, рабочие чертежи ПО "Ивчесмаш")глубина составляет (0,25 - 0,41)Ь, т.е, г =. (1 -1,65) мм.При глубине сварочного шва более 1,65мм (режим 7) вследствие образования прилазерной сварке зоны термического влияния развиваются процессы отпуска предварительно упрочненных зубьев полосы, чтоведет к их разупрочнению, При глубинесварного шва менее 1 мм (режим 2) конструкция не удовлетворяет условиям прочности,Таким образом, всем выше перечисленным условиям удовлетворяют режимы сварки 1. 3, 4, 5. 6. Соединение полос пильчатой1807108 витков один относительно другого путем нанесения и закрепления на поверхности, образованной витками пильчатой ленты, ленточной подложки, при этом подложку на носят в направлении, перпендикулярномнаправлению размещения витков пильчатой ленты, с прикаткой и под натяжением.2. Способ по п.1, отл и ч а ю щи йс ятем, что закрепление ленточной подложки 10 осуществляют посредством лазерной сварки.3. Способ по пп.1 и 2, о т л и ч а ю щ и йс я тем, что сварку осуществляют расщепленным лазерным лучом на ширину ленточ ной подложки. оставитель О.Лункинахред М,Моргентал ректор Г,К кава,едакт Заказ 1362 Тираж ВНИИПИ Государственного комитета по и 113035, Москва, Ж, ноекрытиям при ГКН обретениям и аушская наб ленты между собой и с подложкой предложенным способом можно осуществлять и клеющим веществом (клей ЭДПТУ и другие конструкционные клеи, полимериэующиеся при комнатной температуре). Формула изобретения 1. Способ изготовления пильчатых сегментов чесальной машины, включающий навивку пильчатой ленты на барабан с одновременным ее закреплением на его поверхности и разрезание, о т л и ч а ю щ и йс я тем, что, с целью повышения качества получаемых сегментов, после навивки осуществляют дополнительную фиксацию ее оиэводственно-издательский комбин Патент", г. Ужгород, ул,Гагарина, 1
СмотретьЗаявка
4846771, 04.07.1990
ИВАНОВСКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "ИВЧЕСМАШ", МОСКОВСКИЙ ИНСТИТУТ СТАЛИ И СПЛАВОВ
ВЕРЕМЕЕВИЧ АНАТОЛИЙ НИКОЛАЕВИЧ, УЛЬЕВ АНДРЕЙ АЛЕКСАНДРОВИЧ, ВЯЗЬМИНА ТАТЬЯНА МИХАЙЛОВНА, БЕКЛЕМЫШЕВА ГАЛИНА ЕФИМОВНА, ПОПОВ ВЛАДИМИР ДМИТРИЕВИЧ, ПЕРЕКОТИН НИКОЛАЙ МАКСИМОВИЧ, ТОНКОВ СЕРГЕЙ МАРКОВИЧ
МПК / Метки
МПК: D01G 15/84
Метки: пильчатых, сегментов, чесальной
Опубликовано: 07.04.1993
Код ссылки
<a href="https://patents.su/2-1807108-sposob-izgotovleniya-pilchatykh-segmentov-chesalnojj-mashiny.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления пильчатых сегментов чесальной машины</a>
Способ изготовления зубчатой гарнитуры на сегментах к гребнечесальному барабанчику

Номер патента: 1289925
Опубликовано: 15.02.1987
МПК: D01G 19/10
Метки: барабанчику, гарнитуры, гребнечесальному, зубчатой, сегментах
...продольном направлении, рабочую поверхность формируютиз оснований сегментов путем их укладки вогнутыми сторонами на расстоянии, например, 5-.10 мм друг от друга на цилин"рический барабан по всему его периметру и закрепления, например, болтами и затем одновременнос наматыванием осуществляют закрепление зубчатой ленты на выпуклойповерхности оснований сегментов, вчастности, путем приклеиваиФ.П р и и е р. Для производствазубчатого сегмента для гребнечесальной машины "Текстима" на цилиндрическом барабане диаметром 114 мм нарасстоянии 10 мм друг от друга закрепляются, например, болтами основания, например, 4 сегментов, имеющие радиусы внешней и внутреннейобразующей 74 и 57 мм соответственно 35и ширину 308 мм. На полученную таким.образом...
Клей для липких лент с полиэтиленовой подложкой

Номер патента: 747870
Опубликовано: 15.07.1980
Авторы: Антипова, Мясищева, Шарай
МПК: C09J 3/12
Метки: клей, лент, липких, подложкой, полиэтиленовой
...эканифоли Бутилфенолоформальдегидная смола 101 "К(дибутилсебацинат) 2 0,5 Днбутилфталат (диоктилфта лат) 4,Продукт конленсациметилсилантриолаи фенилсилантрнола 2 0 4,5 34,0 Бензин БР - 1 43,5 олу 3Адгезионная добавка 2,0-15,0Пластнфикатор 0,5-4,0Продукт конденсацииметилсилантриолаи фенилсилантриола 1,0 - 7,0Растворитель ОстальноеВ качестве адгезионной добавки (агента липкости) могут быть использованы глицериновыйэфир канифоли, бутилфенолформальдегиднаясмола 1 О "К", политерпеновая смола,В качестве пластификатора могут быть взяты эфиры себациновой кислоты или эфирыфталевой кислоты,В качестве растворителя используется смесьбензина и толуола в соотношении 1:1.Клей готовят следующим образом.В клеемешатель загружают все компонентыклея и...
Диэлектрическая подложка для высокочастотной сварки полимерных материалов

Номер патента: 764992
Опубликовано: 23.09.1980
МПК: B29C 27/04
Метки: высокочастотной, диэлектрическая, подложка, полимерных, сварки
...эначительнай часть тепла ввиде лучистой энергии теряется нанагрев высокочастотного электрода,что увеличивает продолжительностьпроцесса сварки,щего изобретения явие времени процессаых материалов за.тепловых потерь, иду сокочастотного электЭта цель достигается применением известной металлизированной свето- отражающей полимерной пленки в каче-,2 стве диэлектрической подложки.Особенностью применения металлизированной светоотражающей полимерной пленки при сваривании является то, что пленка может служить как 3 ки,На фиг 1 схемат о устройство для высо о ки; на фиг. 2 - кри ч зависимости роста тмени сварки.Устройство для высокочасто сварки включает верхнюю плиту 1 пре са (на чертеже не показан), нижнюю плиту 2, высокочастотный электрод 3 и...
Способ получения плоских полос и лент

Номер патента: 835537
Опубликовано: 07.06.1981
Авторы: Бричко, Васюков, Лунев, Тарнавский, Яременко
МПК: B21B 1/38
...желоба.Способ осуществляют следующим образом.Полосу 1 с моталки 3 подают к валкам2 и сматывают на моталку 3. В случае не симметричной прокатки и протяжки полосыили ленты через неприводные валки возникает дефект планшетности - поперечный прогиб ленты (желобчатость). Лента с указанным дефектом имеет с одной стороны 20 вогнутую, с другой выпуклую поверхности.Для устранения желобчатости необходимо изменить угол выхода из валков полосы или ленты в сторону выпуклости желоба проката. Изменение угла выхода может 25-быть осуществлено, например, смещениемроликов 4 относительно линии прокатки.П р и м е р 1, При прокатке ленты размером 0,1)(50 мм из стали 08 КП с вытяжкой равной 1,54 на стане с рассогласованием 30 скоростей рабочих валков лента...
Плавленый флюс для механизированной сварки

Номер патента: 975292
Опубликовано: 23.11.1982
Авторы: Королев, Кох, Руссо, Фролов
МПК: B23K 35/362
Метки: механизированной, плавленый, сварки, флюс
...свойств флюсов.Роль нитридов, вводимых в предлагаемый флюс, заключается в том, что, являясь тугоплавкими соединениями, они способствуют измельчению первичной структуры металла шва. Вследствии этого ударная вязкость сварных швов не снижается при использовании повышенных сварочных токов, вызывающих замедленное остывание металла и рост зерна. 50Допустимое содержание двуокиси циркония в предлагаемой шлаковой системе, из которой исключены окислы марганца, железа, кальция и др., может достигать 21% и более без опасности снижения ударной вязкости металла шва. Это объясняется тем, что оксидные включения на основе двуокиси циркония; имея большое поверхностное натяжение на границе металл - включение, более интенсивно удаляются из сварочной ванны и...
Предыдущий патент: Ручной ударный инструмент
Следующий патент: Питающее устройство преимущественно ленточных машин
Случайный патент: Пластинчатый теплообменник