Способ создания системы внутренних трещин в сварных швах
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1581521
Авторы: Белый, Васильченко, Вон, Гетман, Головин, Карпун, Коробцов, Лукьянов, Людмирский, Напрасников


Текст
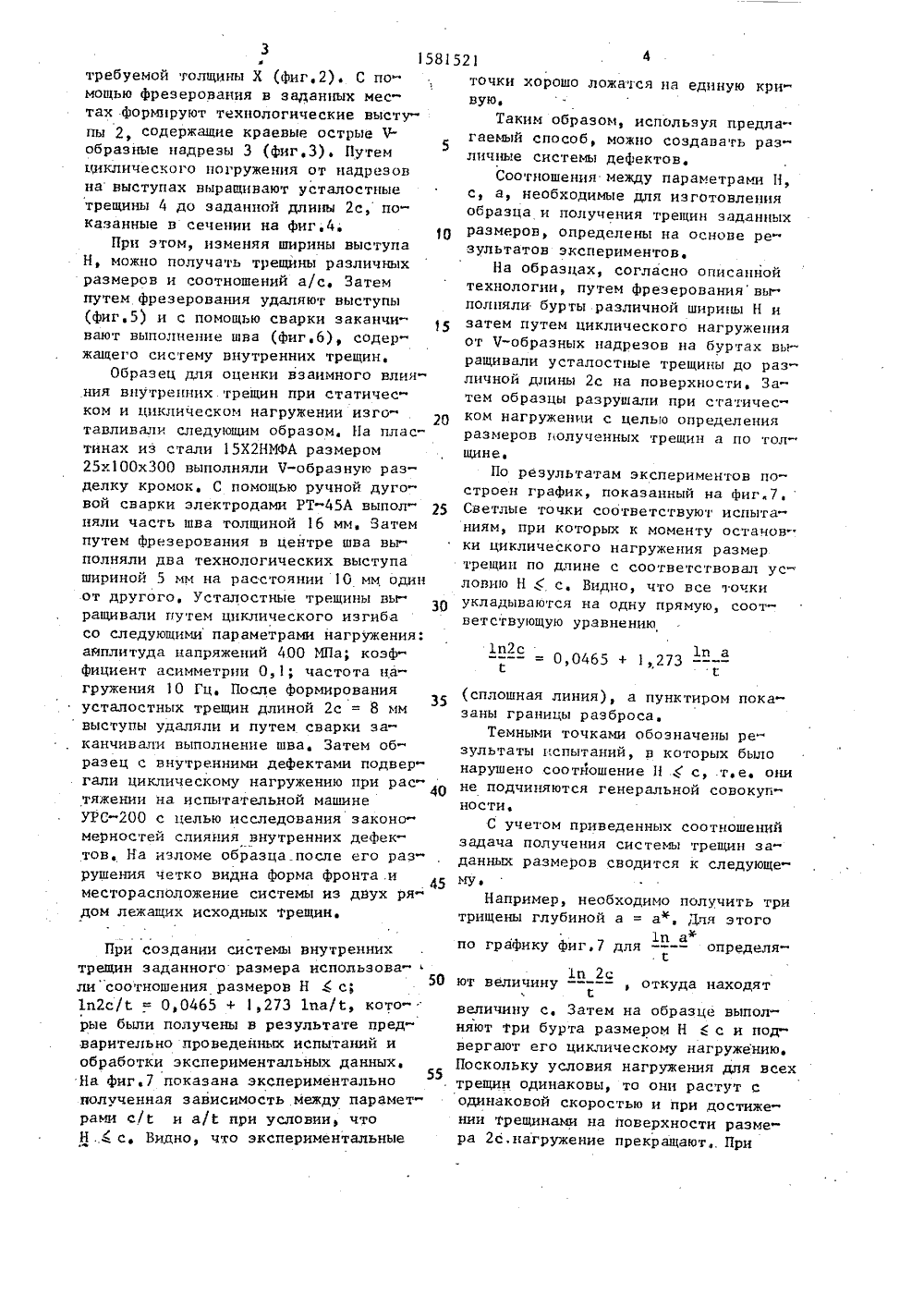
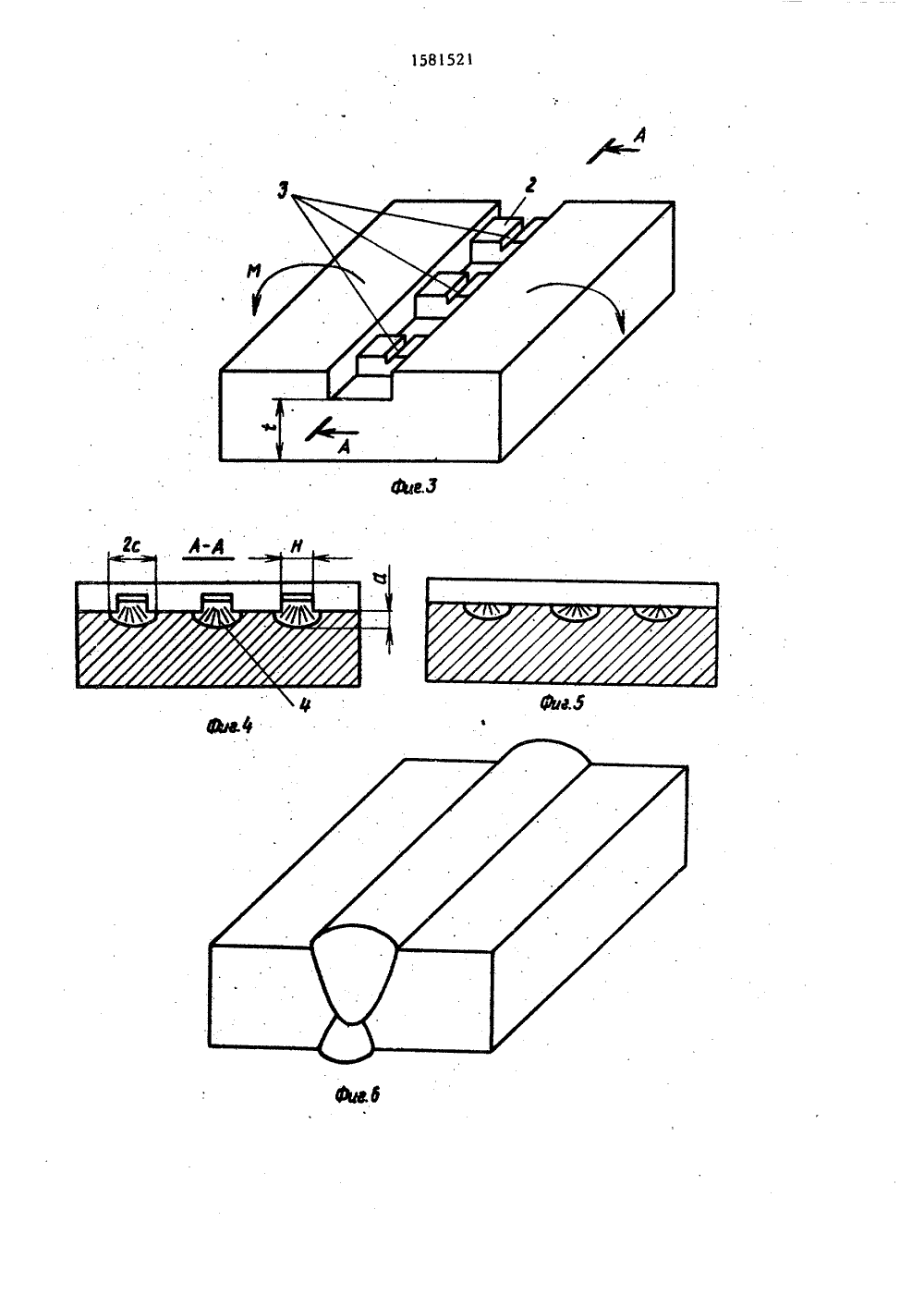
3Мтребуемой толщины Х (фиг,2). С помощью фреэерования в заданных местах формируют технологические выступы 2 содержащие краевые острые ЧФ5 образные надрезы 3 (фиг.3). Путем циклического погружения от надрезов на выступах выращинают усталостные трещины 4 до заданной длины 2 с, показанные в сечении на фиг,4.10При этом, изменяя ширины выступа Н, можно получать трещины различных размеров и соотношений а/с. Затем путем фрезерования удаляют выступы (фиг.5) и с помощью сварки заканчивают выполнение шва (фиг,6), содержащего систему внутренних трещин.Образец для оценки взаимного влияния внутренних трещин при статическом и циклическом нагружении изготавливали следующим образом, На пластинах из стали 15 Х 2 НМФА размером 25 х 100 х 300 выполняли Ч-образную разделку кромок, С помощью ручной дуговой сварки электродами РТА выпол ияли часть шва толщиной 16 мм. Затем путем фрезерования в центре шва выполняли два технологических выступа шириной 5 мм на расстоянии 10 мм один от другого, Усталостные трещины выращивали путем циклического изгиба со следующими параметрами нагружения: амплитуда напряжений 400 МПа; коэффициент асимметрии 0,1; частота нагружения 10 Гц, После формирования35 усталостных трещин длиной 2 с = 8 мм выступы удаляли и путем сварки заканчивали выполнение шва, Затем образец с внутренними дефектами подвергали циклическому нагружению при растяжении на испытательной машине УРСс целью исследования закономерностей слияния внутренних дефектов, На изломе образца. после его разрушения четко видна форма фронта и месторасположение системы из двух рядом лежащих исходных трещин. 15815 При создании системы внутренних трещин заданного размера использова-50 лисоотношения размеров Нс;1 п 2 с/ = 0,0465 + 1,23 1 па/й, которые были получены в результате предварительно проведенных испытаний и обработки экспериментальных данных,55 На фиг.7 показана экспериментально полученная зависимость между параметрами с/й и а/й при условии, что Н 4 с, Видно, что экспериментальные точки хорошо ложатся на единую кривую,Таким образом, используя предлагаемый способ, можно создавать различные системы дефектов,Соотношения между параметрами Н,с, а, необходимые для изготонленияобразца и получения трещин заданныхразмерон, определены на основе результатов экспериментов.На образцах, согласно описаннойтехнологии, путем фрезеронания выполняли бурты различной ширины Н изатем путем циклического нагруженияот Ч-образных надрезов на буртах выращивали усталостные трещины до различной длины 2 с на поверхности. Затем образцы разрушали при статическом нагружении с целью определенияразмеров полученных трещин а по толщине,По результатам экспериментов построен график, показанный на фиг.7,Светлые точки соответствуют испытаниям, при которых к моменту остановки циклического нагружения размертрещин по длине с соответствовал условию Н ( с, Видно, что все точкиукладываются на одну прямую, соответствующую уравнению1 п 2 с 1 п а(сплошная линия), а пунктиром показаны границы разброса.Темными точками обозначены результаты испытаний, н которых было нарушено соотношение Н ,С с, .т,е, они не подчиняются генеральной совокупности,С учетом приведенных соотношений задача получения системы трещин заданных размеров сводится к следующемуНапример, необходимо получить три трищены глубиной а = аф. Для этого1 п афпо графику фиг,7 дляопределя 1 п 2 сют величину в - - , откуда находятйвеличину с, Затем на образце выполняют три бурта размером Нс и подвергают его циклическому нагружению, Поскольку условия нагружения для всех трещин одинаковы, то они растут содинаковой скоростью и при достижении трещинами на поверхности размера 2 с,нагружение прекращают При5 158152 этом глубина трещин близка к заданному размеру а.Формула изобретенияСпособ создания системы внутрен" них трещин в сварных швах, заключающийся в изготовлении образца по. край-ней мере с одним технологическим выступом, в инициации усталостной трещины от надреза, который выполняют на технологическом выступе, о т л ич а ю щ и й. с я тем, что, с целью повышения достоверности оценки взаим" 15 ного влияния внутренних дефектов на работоспособность сварных соединений за счет создания системы внутренних трещин заданных размеров и местоположения, сначала на частях образца вы полняют разделку кромок и сборку стыка, после чего с помощью сварки заполняют разделку выше отметки расположения верхнего края трещин на заданную высоту технологического выступа, который выполняют в наплавленном 16металле, и каждый из выступов оаспо лагают по центру каждой планируемой трещины, затем на выступе выполняют Ч-образный надрез, ширину выступов выбирают в зависимости от соотношения полуосей создаваемых трещин, путем циклического нагружения от надрезов выращивают усталостные трещины до заданной длины, после чего удаляют технологические выступы и заполняют разделку кромок с помощью сварки, при этом размеры трещин и выступов выбирают из соотношенийН (с,1 п 2 с 1 п 2 а 0 0465 + 1 273 ---Ф Ф Сгде И - ширина технологического вы-ступа;с - длина трещины вдоль шва;й - толщина образца в зоне сварного шва при выращивании усталостной трещины;а - глубина трещины в направлении толщины.актор Л,Веселовская аж 639 Подписноепо изобретениям и открытиям при ГКНТ СССР -35, Раупская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.уаг ул. Гагарина,Заказ 2056 Т ВНИИПИ Государственного комите 113035, Иосква
СмотретьЗаявка
4491638, 18.07.1988
РОСТОВСКИЙ-НА-ДОНУ ИНСТИТУТ СЕЛЬСКОХОЗЯЙСТВЕННОГО МАШИНОСТРОЕНИЯ
ЛУКЬЯНОВ ВИТАЛИЙ ФЕДОРОВИЧ, ЛЮДМИРСКИЙ ЮРИЙ ГЕОРГИЕВИЧ, НАПРАСНИКОВ ВИКТОР ВАСИЛЬЕВИЧ, ГОЛОВИН ВАЛЕРИЙ ПЕТРОВИЧ, КОРОБЦОВ АЛЕКСАНДР СЕРГЕЕВИЧ, ВАСИЛЬЧЕНКО ГЕННАДИЙ САМОЙЛОВИЧ, КАРПУН АНДРЕЙ ПАВЛОВИЧ, БЕЛЫЙ ВЛАДИМИР ЕВГЕНЬЕВИЧ, ГЕТМАН АЛЕКСАНДР ФЕДОРОВИЧ, ВОН АРТУР СЕРГЕЕВИЧ
МПК / Метки
МПК: B23K 28/00
Метки: внутренних, сварных, системы, создания, трещин, швах
Опубликовано: 30.07.1990
Код ссылки
<a href="https://patents.su/5-1581521-sposob-sozdaniya-sistemy-vnutrennikh-treshhin-v-svarnykh-shvakh.html" target="_blank" rel="follow" title="База патентов СССР">Способ создания системы внутренних трещин в сварных швах</a>
Устройство для циклического нагружения испытуемого образца

Номер патента: 1104386
Опубликовано: 23.07.1984
Авторы: Балтрушайтис, Гутаускас, Панасюк
МПК: G01N 3/34
Метки: испытуемого, нагружения, образца, циклического
...ролики, служащие для приложения нагрузки к образцу,снабжено приспособлениями для фиксациироликов и укрепленными на роликах шестернями, кинематически связанными со съемным зубчатым колесом, неподвижно установленным на корпусе соосно роторуНаличие приспособлений для фиксациироликов, позволяет осуществить в устройстве новый вид нагружения, при котором ролики не поворачиваются в момент контактирования с образцом, а истирают его.Наличие укрепленных на роликах шестерен, кинематически связанных со съемнымзубчатым колесом, неподвижно установленным на корпусе, соосно ротору, позволяетосуществить в устройстве еще один вид нагружения, при котором ролики получают дополнительное принудительное вращение втом же направлении, что и ротор, и...
Способ циклического нагружения материала и устройство для его осуществления

Номер патента: 1619117
Опубликовано: 07.01.1991
Автор: Шерстнев
МПК: G01N 3/32
Метки: нагружения, циклического
...6 и 7 гармонически изменяется от 2 до 0 в противофазе, амплитуды О щ =О 7 д =(тд достигают значения1од = - сто (главные оси напряженного со 2стояния неподвижны), Плавным увеличе; ием амплитуды колебаний у 2(т) поршня впульсаторе 22 создают пульсации давления в гидроцилиндрах 11 и 12 и возбуждают циклическое кручение образца при амплитуде касательных напряжений тд, равной1тд = оо. Пульсации давления рассчитывают из условия, что амплитуда скручиваю- щего М должна быть равна Мо. При периодическом изменении ии ау в образце возбуждается ротационное растяжение, когда вектор растяжения ао вращается соИскоростью - .2Достижение чистого ротационного растяжения (сто =по, а (т 2 =0) предполагает периодическое изменение давления в каждом канале...
Установка для циклического нагружения образцов материалов

Номер патента: 1672284
Опубликовано: 23.08.1991
Автор: Лодус
МПК: G01N 3/32
Метки: нагружения, образцов, циклического
...2 и 3 и расположенные между ними активные захваты 4 и 5 соответствующих образцов 6 и 7, силовоэбудители для перемещения пассивных захватов, выполненные в виде винтов 8 и 9 в станине 1, механизм нагружения, выполненный в виде маятника 10 с приводом его отклонения в виде лебедки 11, гибкой тягой 12 связанной с маятником 10, установленный на оси маятника 10 с возмох достык вращения, расположенный между активными захватами 4 и 5 и жестко связанный с ними жесткий передаточный элемент 13, цредназначенные для соединения этого элемента 13 с осью маятника 10 и выполненные в виде вилок, охватывающих с двух сторон элемент 13, упоры 14, и электромагнитные фиксаторы 15 для их соединения с осью маятника 10. При этом упоры 14 выполнены из упругого...
Установка для циклического нагружения изделий

Номер патента: 769404
Опубликовано: 07.10.1980
Авторы: Бараник, Гончар, Дойхен, Лящин
МПК: G01N 3/32
Метки: нагружения, циклического
...выполняется цикл пульсации. Другим конструктивным вариантом может быть выполнение отверстий 18 - 20 одного пульсатора смещсццыми от-осиге ьцо отверстий другого пульсатора на половицу угла пульсации. Каждый пульсатзр имеет трубопровод 36, 37 для раздельного подклочения к изделиям 4, 5, а коллекторы 30, 33 подключены к насосу 1.Установка работает следующим образом.Масло от насоса 1 по трубопроводам и каналам в корпусе (позицие не обозначены) поступает в коллекторы 32, 33 пульса- торов 6 и 7. В пульсаторе 6 отверстия 19 ротора 15 не совпадают с окнами 22 дисков 25, 26, поэтому масло запирается в коллекторе 30, Масло из коллекторов 33 пульсатора 7 по сообщающимся отверстиям 18, 19 поступает в коллекторы 34, откуда по каналам в корпусе и...
Устройство для циклического нагружения образцов материалов

Номер патента: 1608475
Опубликовано: 23.11.1990
Автор: Лодус
МПК: G01N 3/32
Метки: нагружения, образцов, циклического
...нагрузки,На чертеже представлена схема устройства, общий вид.Устройство содержит захват 1 образца 2 и нагружатель в виде двух коаксиальных секционированных катушек 3 и 4, связанных каждая со своим источником постоянного тока (не показаны), груза 5 в виде якоря, установленного в полости внутренней катушки 4, и пружину 6, одним концом соединенную с захватом 1, а другим - с грузом 5. Груз 5 и катушка 4 размещены с возможностью осевого перемещения на направляющей 7.Устройство работает следующим образом,Для одночастотного нагружения образца 2 включают секцию 8 или 9 катушки 4 и фиксируют положение груза 5 в этой катушке. Поочередным включением соответствующих секций 10 катушки 3 вызывают возвратно-поступательное перемещение катушки 4 с...
Предыдущий патент: Устройство управления процессом лазерной закалки
Следующий патент: Устройство для контроля сварных соединений в процессе контактной микросварки
Случайный патент: Устройство для обеспечения сплошности масляной пленки