Устройство для правки доводочных дисков двухдискового доводочного станка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки





Текст
ОЮЗ СОВЕТСКИХ ОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 3357 19) 53 02 В 23 Н 1)5 Н ЕЛЬСТ ВТОРСКОМЪ( С ОВО ОГО ти майствам поверхГОСУДАРСТВЕННЫЙ КОМИТЕПО ИЗОБРЕТЕНИЯМ И ОТКРЫТПРИ ГКНТ СССР ПИСАНИЕ ИЗОБ(54) УСТРОЙ СТВО ДЛЯ П РАВ КИДОЧНЫХ ДИСКОВ ДВУХДИСКДОВОДОЧНОГО СТАНКА(57) Изобретение относится к облашиностроения, в частности к устродля правки плоских шлифующих 2ностей кругов до водочных станков. Цель изобретения - повышение качества правки и увеличение производительности доводки за счет осуществления электроэрозионной правки технологическим током, подводимым к кругам. Устройство содержит алмазные круги, между которыми расположен сателлит 1, выполненный в виде электрода, на рабочей поверхности которого установлены абразивные кольца и магниты 8, предназначенные для удержания токопроводного ферромагнитного порошка, через который инициируются правящие электрические разряды. 12 ил.Изобретение относится к машиностроению, в частности к устройствам для правки плоских шлифующих поверхностей кругов доводочных станков.Цель изобретения - повышение качестваправки и увеличение производительности доводки за счет осуществления электроэрозионной правки технологическим током,подведенным к дискам.На фиг. 1 представлена схема устройства для электроэрозионной правки одновременно двух алмазных кругов: верхнегои нижнего; на фиг. 2 - то же, вторая проекция; на фиг, 3 - вариантвыполнения сателлита-электрода, собранного в виде зубчатого электропроводного колеса, колец из абразивного матери:ала(из абразивных шлифовальных кругов),постоянных магнитов и ферромагнитныхэлектропроводных порошков; на фиг. 4то же, вторая проекция; на фиг. 5 - элемент электрода в виде постоянного кольцевого магнита, ограниченного втулкой изизоляционного материала и радиальнымипазами на внутреннем абразивном кольцедля подачи охлаждающей жидкости (межэлектродной среды); на фиг. б - элемент электрода, вид сверху; на фиг, 7то же, с отверстием в постоянном магните для подачи охлаждающей жидкости,вид сбоку; на фиг. 8 - элемент электрода-сателлита без наружного абразивногокольца, вид сбоку; на фиг. 9 - участок электрода с кольцевой полосой постоянного магнита без наружного абразивного кольца, вид сверху; на фиг, 10то же, с наружным и внутренним абразивными кольцами, с радиальными пазами для СОЖ, вид сверху; на фиг, 11электрод с двумя ко цевыми магнитамии ради альными пазами в абразивныхкольцах, вид сверху; на фиг. 12 - электрод с медным кольцом и абразивнымдиском,Устройство состоит из колеса сателлита 1, выполненного из электропровод- ного материала, находящегося в зацеплении с внутренней 2 и наружной 3 шестернями (цевочное зацепление), и расположено в зазоре между верхним 4 и нижним 5 алмазными кругами, которые установлены соосно друг другу.На шестерне 1 установлены втулки 6 и винты 7 из ферромагнитного электро- проводного материала. На винтах 7 установлены постоянные магниты 8, ограниченные внутренним 9 и наружным 10 абразивными кольцами с различными торцовыми пазами 11, глубина которых равна высоте столба ферромагнитного порошка 12.В некоторых вариантах исполнения магниты 8 помещены в изоляционную трубку 13 (фиг. 5, 7, 8) и могут иметь5 10 15 20 25 30 Устройство работает следующим образом.В собранном виде сателлит-электрод укладывают на нижний притир (шлифовальный круг) 5 в зацепление с внутренним 2 и наружным 3 цевочными колесами. Затем подводят до касания верхний притир 4. Включают вращение нижнего и верхнего притиров, а затем внутреннего цевочного колеса для привода электрода- сателлита. Подают воду в межэлектродный зазор и включают постоянный ток (12 или 24 В). Разрушение связки алмазного круга осуществляется за счет электрических разрядов между ферромагнитным порошком и алмазным кругом (между медным кольцом электрода и кругом). Причем кинематика движения обеспечивает высокое качество правки, плоскостность рабочих поверхностей кругов и эквидистантность торцов верхнего и нижнего кругов.Абразивные кольца 9 и 10 выполнены из диэлектрического материала и служат для снятия продуктов электроэрозии и очистки поверхности алмазного круга от нагара. В момент правки в отдельных сателлитах могут быть установлены обраба 35 40 45 50 55 различную форму, например, в виде замкнутых или разделенных колец (фиг. 9 - 11), Магниты 8 закреплены на ферромагнитных стержнях за счет сил магнитного поля. Токопровод к алмазным кругам осуществляется через постоянные магниты 14 и ферромагнитный электропроводной поршок 15, который может быть такого же состава, что и порошок 12.Сборка электрода выполняется в следующей последовательности.На зубчатое колесо 1 устанавливают втулки 6, зажимают винтами 7, на головки которых укладывают магниты 8 (притяжение магнитными силами), ферромагнитный порошок 12, а также абразивные кольца 9 и 10. Абразивные кольца 10 и 9 являются диэлектриками, а детали 1, 6, 7 и 8 выполнены из электропроводного материала, а деталь 7 и из ферромагнитного материала.Ферромагнитный порошок 12 может быть выполнен с регулируемым сопротивлением, которое зависит от концентрации абразивного порошка, добавляемого в ферромагнитный порошок, состава и свойств последнего. В токоподводах к алмазным кругам ферромагнитный порошок 15 применяют без добавления абразивного порошка, так как требуется его максимальная электропроводность,Как разновидность электрода-сателлита (фиг. 12) представлен электрод в виде медного кольца 16 с шестерней 1, с винтами и уголком 17 из электропроводного материала,1553357 Формула изобретения иг,2 тываемые (неэлектропроводные) детали. Положительный полюс источника тока подводится к алмазным кругам путем непосредственного контакта кабеля с поверхностью инструмента (рабочей или нерабочей), с дополнительным поджимом магнитом 14, на котором имеется ферромагнитный порошок 15 с малым электрическим сопротивлением. При этом магнит притягивается к алмазному кругу, корпус которого выполнен из стали,Режим обработки зависит от сопротивления ферромагнитного порошка 12, зазора между электродом и верхним алмазным кругом и скорости движения электрода-сателлита, что подбирается опытным путем.При правке электродом, выполненным в виде тонкого кольца из меди или другого электропроводного материала (фиг. 12), интенсивность съема зависит от площади контакта торца кольца 16 с поверхностью алмазного круга, скорости движения шлифовальных (притирочных) дисков, скорости вращения внутреннего цевочного колеса, опорной площади абразивного кольца электрода и его износостойкости по отношению к алмазному кругу.В лабораторных условиях осуществляют правку алмазных кругов на металлических связках двухстороннего доводочного (шлифовального) станка. Краткая характеристика станка и инструмента., Алмазные круги Р,"Р = 905 мм, д. 300 мм. Алмазный слой АС 15 80/63 М 1 П 1000 с содержанием алмазов в одном круге 4300 карат. Толщина алмазного слоя 1,8 мм. Усилие прижима притирочных дисков 0 в 15 кгс с бесступенчатым регулированием. Число оборотов шпинделей 0 - 40 об/мин с бесступенчатым регулированием. Число оборотов внутреннего цевочного колеса 0 - 28 об/мин с бесступенчатым регулированием (наружное колесо неподвижно). Обрабатываемые детали - ситалловыеподложки 50)(60 мм, высотой 1 мм. Количество одновременно обрабатываемых деталей 24 шт. Диаметр электрода-сателлита5 по наружному абразивному кольцу 330 мм,диаметр, измеренный по магнитным вкладышам, 310 мм (перекрывает весь алмазный слой кольца притира). Магнит самарий-кобальтовый Я 15)(7 мм; Ь=З мм.10 Высота столба ферромагнитного порошка8 мм. Глубина пазов на абразивномкольце 8 мм. Количество магнитов и пазов 20 шт.Ферромагнитный порошок - железныйПЖ - ОМ, дисперсностью 0,05 - О,1 мм. Порошок абразивный - карбид кремния дисперсностью 0,1 - 0,15 мм. Источник постоянного тока - выпрямитель 1.1=12 В; 1.1=24 В;1 макс=150 А,20 Время правки алмазных кругов 3 - 5 минпри скорости вращения внутреНнего цевочного колеса 6 об/мин. Устройство для правки доводочных дисков двухдискового доводочного станка, содержащее планетарный механизм, гнезда сателлитов которого предназначены для размещения правящего инструмента и обрабатываемых деталей, отличаюиееся тем, что, с целью повышения качества правки и увеличения производительности доводки за счет осуществления электроэрозионной правки технологическим током, подведенным к дискам, правящий инструмент выполнен в виде Жэлектрода, на рабочей поверхности которого установлены концентричные абразивные кольца, между которыми расположены постоянные магниты, предназначенные для удержания токопроводного ферромагнитного порошка, а в кольцах выполнены торцовые 40 пазы для подачи межэлектродной среды.1553357 13 7 г. фиг. У баций Редактор И Заказ 426ВНИИПИ Го Корректор Подписное с арда Производств СоТехрТнрарствениого комитета113035, Москва,но-нздательский ком став ител ь Н. ГлаголеФ 34. Вересаж 608по изобретениям иЖ - 35, Раушскаябннат Патент, г. открытиям при ГКНТ СССРаб., д. 4/5жгород, ул. Гагарина, 101
СмотретьЗаявка
4361411, 08.01.1988
ПРЕДПРИЯТИЕ ПЯ В-8392
КОМАРОВ АЛЕКСАНДР МИХАЙЛОВИЧ, ПРОХОРОВ ЕВГЕНИЙ МИХАЙЛОВИЧ, БЕЛЬСКИХ ЕВГЕНИЙ ВЕНЕДИКТОВИЧ, ГОРОХОВ ЕВГЕНИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B23H 9/00, B24B 53/02
Метки: двухдискового, дисков, доводочного, доводочных, правки, станка
Опубликовано: 30.03.1990
Код ссылки
<a href="https://patents.su/5-1553357-ustrojjstvo-dlya-pravki-dovodochnykh-diskov-dvukhdiskovogo-dovodochnogo-stanka.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для правки доводочных дисков двухдискового доводочного станка</a>
Устройство для получения ферромагнитного металлического порошка

Номер патента: 1470464
Опубликовано: 07.04.1989
МПК: B22F 9/22
Метки: металлического, порошка, ферромагнитного
...менее 0,02 с. В этом случае диски 11 и 12 отталкиваются от соленоидов 3, встречая противодействие пружин сжатия 8 и растяжения 14.Диски 11 и 12 вибрируют на магнитной подушке на определенном расстоянии от нижнего основания центрального соленоида. Заслонки 6 и 7, также вибрируя, отходят от нижних оснований корпусов 1 и 2 и немагнитный материал отводится через образовавшиеся щели в воронку 32, из которой через патрубок-магнитопровод 33 он попадает в бункер 37. Отталкивание дисков 11 и 12 имеет место и при периодическом наложении переменного магнитного поля частотой 50 Гц без его прерывания, но при этом амплитуда их колебаний не больше 1-2 мм, Дополнительное прерывание такого поля увеличивает амплитуду колебания до 10-15 мм, что улучшает...
Способ изготовления изделий из порошков, преимущественно ферромагнитных

Номер патента: 1743696
Опубликовано: 30.06.1992
Авторы: Борисов, Косолапов, Курилов
Метки: порошков, преимущественно, ферромагнитных
...отключают питание электромагнитов, производят заполнение и пропитку связующим,При создании каркаса могут быть использованы. не только ферромагнитные порошки, но и порошки из любых материалов, на которые известными способами нанесен слой ферромагнитного материала,П р и м е р, Изготовлены образцы в соответствии с способом-прототипом и предлагаемым способом, после чего оценивалась степень повышения теплопроводности.Для определения теплопроводности создавали одномерный тепловой поток сквозь образец (слой материала заданной толщины) и измеряли разность температур на границах слоя.Для коэффициента теплопроводнос ти Л при одномерном тепловом потоке 0через плоский слой толщиной Ь справедлива формулаЛ =Ой/Я(Тг Тх.10ЗДесь 5 - плоЩаДь повеРхности...
Способ правки электрода-инструмента и одновременного определения межэлектродного зазора

Номер патента: 246732
Опубликовано: 15.12.1981
МПК: B23P 1/00
Метки: зазора, межэлектродного, одновременного, правки, электрода-инструмента
...приспособлении 2 (фиг. 1) Последнее устанавливают в центрах станка и фиксируют в положении, при котором режущая кромка пластинки лежит на высоте осп шпинделя электрода 3. Фиксацию производят, устанавливая упор между нижней опорной поверхностью приспособления и столом станка, По ширине пластинка 1 должна выходить за пределы электрода 3.В этом положении производят правку электрода 3, используя пластинку 1 как резец. Правка производится только с по перечной подачей. В конце правки прекращают поперечную подачу и делают выдержку до тех пор, пока пластинка 1 перестанет снимать стружку с электрода 3,После этого убирают упор и поворачивают приспособление 2 так, чтобы пла стинка 1 вышла из соприкосновения с электродом 3 (положение 1, фиг....
Устройство для упрочнения поверхностей деталей ферромагнитными порошками в магнитном поле

Номер патента: 1743743
Опубликовано: 30.06.1992
Авторы: Люцко, Палий, Соболев, Шулев
МПК: B23H 9/00
Метки: магнитном, поверхностей, поле, порошками, упрочнения, ферромагнитными
...следующим образом,Оправку с электродом-инструментом 1 соединяют со шпинделем горизонтально фрезерного станка, например, мод 6 Р 82 Г, обрабатываемую деталь 16 через прокладку 17 закрепляют на столе станка. На станине станка устанавливают бункер 6 с ферромагнитным порошком. бесконечные длинно- мерные элементы 11, 12 пропускают вертикально через бункер 6 так; то элементы 11, 12 охватывают цилиндрические магниты 2, 3.Вертикальной подачей стола станка устанавливают необходимый зазор между электродом-инструментом 1 и деталью 16; Приводят электрод во вращение, например, с частотой 125 об/мин, детали сообщают продольную подачу 480 ммlмин, От источника технологического тока 20 в зону обработки подается ток силовой 0-90 А и напряжение 0-24...
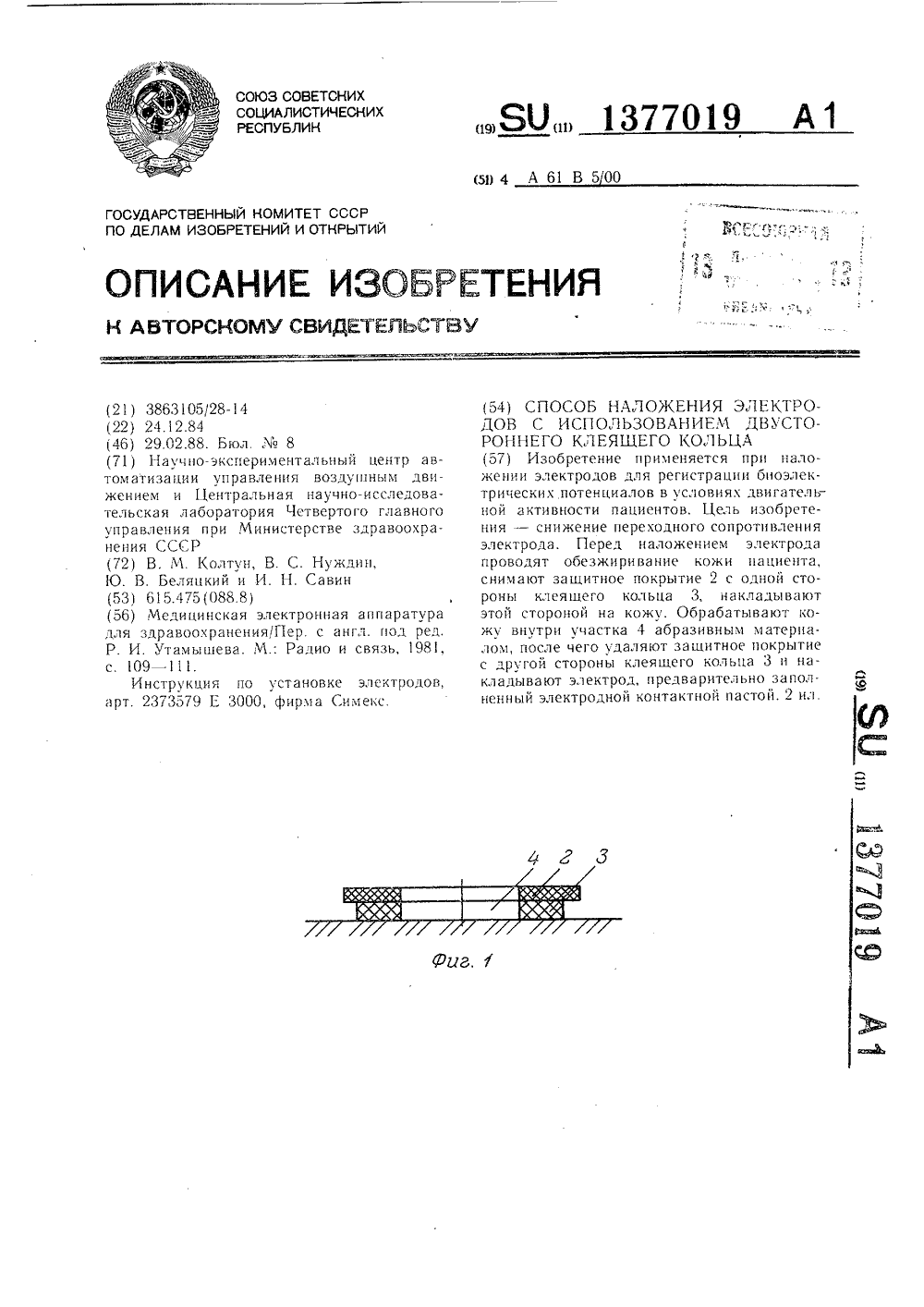
Способ наложения электродов с использованием двустороннего клеящего кольца
Номер патента: 1377019
Опубликовано: 28.02.1988
Авторы: Беляцкий, Колтун, Нуждин, Савин
МПК: A61B 5/00
Метки: двустороннего, использованием, клеящего, кольца, наложения, электродов
...г. аков И. Эрдейи Редактор К. КЗаказ 510/4ВНИИПИ Гос Корр екто Подписно 1 изобретений аб., д. 4/5 жгород, ул. П упкина открытииектная, 4 ударственного к13035, Москва нно-полиграфи зводс Изобретение предназначено для использования в медицинской технике и, в частности, может быть применено при наложении электродов для регистрации биоэлектрических потенциалов в условиях двигательной активности пациентов. Целью изобретения является снижение переходного сопротивления электрода.На фиг. 1 и 2 показана последовательность операций реализующих предлагаемый ,способ.На фиг. 1 обозначено: 1 - участок кожи пациента; 2 - защитное покрытие; 3 - двухстороннее клеящее кольцо; 4 - участок обрабатываемой кожи.Способ заключается в следующем.Выбранный...
Предыдущий патент: Способ правки шлифовального круга бесцентрово-шлифовального станка
Следующий патент: Устройство для подачи смазочно-охлаждающей жидкости
Случайный патент: Устройство для защиты шахтного подъемника от напуска и остаточного удлинения головных канатов