Литьевой аппарат для изготовления зубных протезов из термопластических полимерных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 140159
Автор: Копейкин

Текст
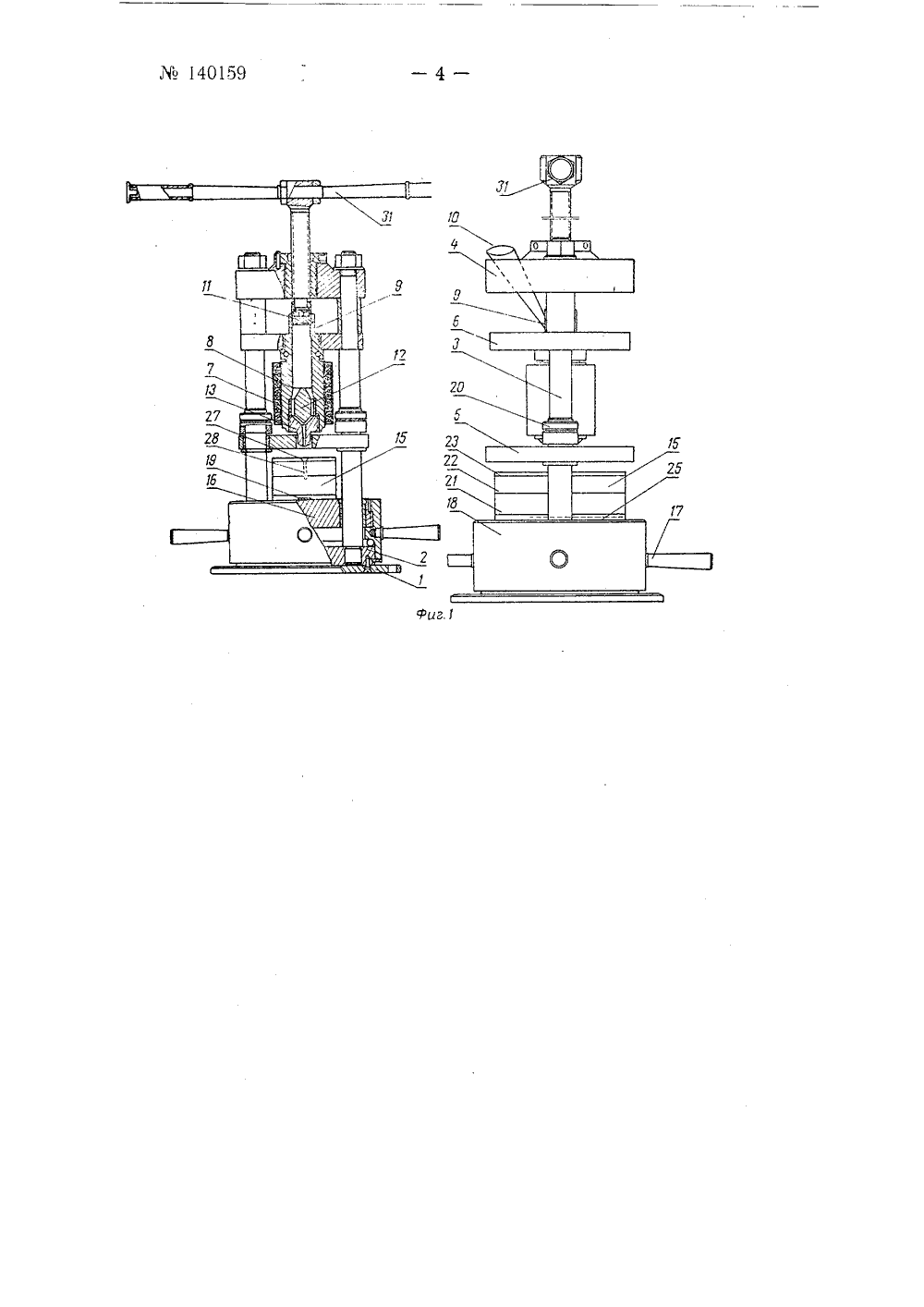
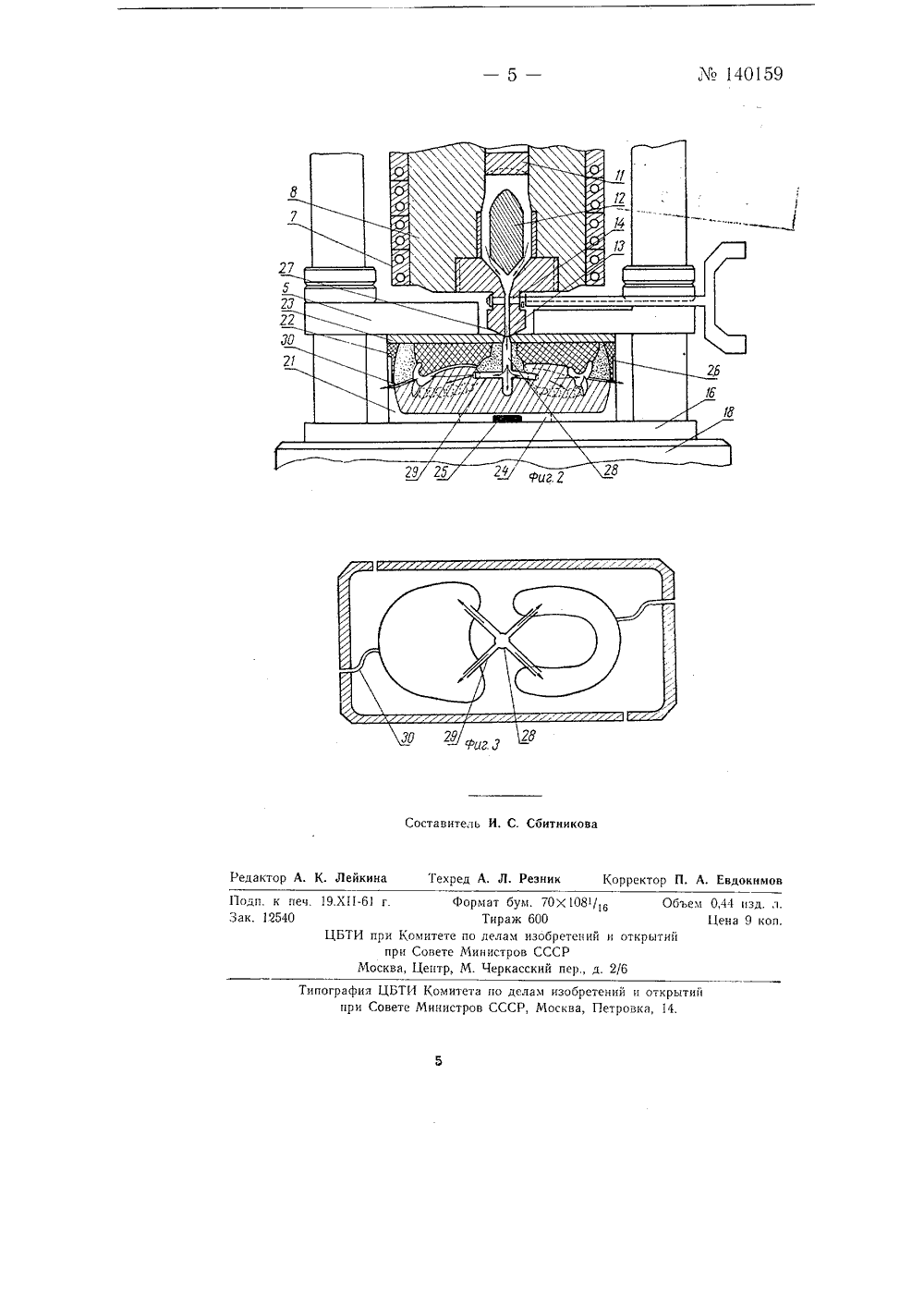
140159 Класс 30 Ь, 12 в 1 СССР ЕНИЯ ПИСАНИЕ ИЗОБРЕ К АВТОРСКОМУ СВИДЕТЕЛ Подписная груп опейкин ЛИТЪЕВОЙ АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ УБНЫХ ПРОТЕЗОВ ИЗ ТЕРМОПЛАСТИЧЕСКИХ ПОЛИМЕРНЪХ МАТЕРИАЛОВ4 января 1960 г. заб 51452/31тений и открытий нрн Совете Министров ССС Заявленоделам изоб итет Опубликовано в Бюллетене изобретепий15 за 19 б г на основан ия аппар Литьевые аппараты для изготовления зубных протезов из термопластических полимерных материалов, содержащие станину, траверсу, литьевое сопло, разъемную кювету и пресс-шприц с электрической печью и ромбическим цилиндром, известны. Однако известные аппараты не обеспечивают плотного соединения частей кюветы между собой и плотного ее прилегания к соплу; кроме того, они не обеспечиваюг точной центровки входного литьевого отверстия кюветы и сопла,Для устранения этих недостатков в нижней части предлагаемого аппарата смонтировано зажимное устройство, выполненное в виде вертикально перемещающейся по направляющему винту платформы с закрепленной на ней центрирующей планкой,На фиг, 1 изображен предлагаемый аппарат в двух проекциях; на фиг. 2 изображена кювера с соплом; на фиг. 3 изображена гипсовая форма.Предлагаемый литьевой аппарат смонтирован ии 1 с опорным диском 2, приспособленным для закреплен ата на рабочем столе.На основании установлены две вертикальные монтажные стойки несущие на себе верхнюю траверсу 4 и опорную траверсу 5, фланец б, фиксирующий электрически обогреваемый с помощью спирали 7 цилиндр 8. Через загрузочное отверстие 9 в цилиндре 8 подается термо пластическая зубопротезная масса. Для обеспечения загрузки к загрузочному отверстгпо 9 подводится съемная воронка 10, Загрузка проводится после поднятия плунжера 11 в крайнее верхнее положение,С целью равномерного обогрева и пластификации материала в материальном цилиндре 8 смонтирована торпеда 12 (ромбический цилиндр), В нижней части материального цилиндра 8 расположено сопло 13 с запирающим устройством 14. Сопло имеет конусовидную форму с округлой поверхностью для лучшего контакта сопла с конусовидным округлым углублением крышки кюветы 15,Нижняя часть аппарата представляет собой узел смыкания кюветы 15 с соплом 13 и состоит из вертикально-перемещаемой платформы 1 б, приводимой в движение при помощи рукоятки 17 гайки 18.На платформе закреплена планка 20, позволяющая центрировать выходное отверстие сопла 13 с центральным каналом литьевой фоомы.Положение опорной траверсы 5 и ее перемещение рассчитано так, что при сохранении плотного контакта сопла 13 с входным литниковым отверстием кюветы 15, все давление при впрыске и уплотнении литникового материала воспринимается не рабочей частью сопла 13, а всей поверхностью опорной траверсы 5 и фиксирующих ее движение вверх опорных шайб. Одновременно достигается и плотное соединение всех частей кюветы в момент впрыска, без дополнительных закрепляющих приспособлений.Предлагаемый аппарат рассчитан на одновременное изготовление за один цикл двух полных съемных пластинчатых протезов, поэтому кювета 15 сконструирована на одновременное гипсование двух гипсовых моделей с восковой композицией изготовляемых протезов.Кювета 15 представляет собой продолговатую металлическую коробку, состоящую из трех разъемных частей основания 21, верхней части 22 и съемной крьпвки 23.Основание 21 имеет в дне отверстие 24 для заливки через него гипса и идушего по наружной поверхности дна направляющего паза 25, скользящего по центрирующей планке 20, для точной установки кюветы 15 на подвижной платформе и ее центровки под сопло 13. На боковых стенках основание имеет два выступа 26. Эти выступы соответсгвуют пазам, имеющимся на верхней части кюветы 15. Верхняя часть 22 кюветы представляет собой продолжение основания 21 кюветы.Съемная крышка 23 кюветы в центре имеет конусовидное округлое углубление 27, соответствующее конусности и округлости сопла. В центре углубления 27 имеется отверстие, в которое вставляется литникообразующий штифт 28.В каждом выступе 2 б основания 21 кюветы в пазе верхней ее части предусмотрены отверстия для ввода штифта, в случае необходимости снятия кюветы с аппарата до того, как форма полностью остыла.Внутри гипсовой формы создается система литниковых каналов 29 Гипсование моделей с восковой композицией протезов производится по типу обратного гипсования. Для этого модели загипсовывают в верхнюю часть 29 кюветы, закрытой крышкой 23, дистальной стороной к литникообразующему штифту, вставленному предварительно в ог. верстие крышки 23.После тщательного сглаживания гипса от литникообразующего штифта 28 к дистальным краям воскового базиса (лучше в область седьмых зубов) укладываются и приклеиваются обычным путем восковые стержни для образования литниковых каналов,Во фронтальном участке восковой композиции протезов по направ лению от протеза к краю кюветы, укладываются один-два восковых стержня для образования отводящих каналов 30.Затем накладывается основание 21 кюветы и через его отверстие 24 заливается гипс для получения второй половины формы,После выплавления воска и удаления литникообразующего штифта 28, получается звездчатая система литниковых каналов с центральным литьевым ходом (фиг, 3).Ходы, которые образовали положенные ранее восковые штифты во фронтальном участке, служат для выхода воздуха из формы, а такжеяВляются к 011 трольными ОтВерстиями, для Вы 51 снения ИОлнОты запОЛ 11 е. ния формы,Работа на предлагаемом литьевом аппарате осуществляется следующим образом,По завершении гипсования моделей и выплавлення на них воска горячей водой включается нагревательный элемент и через воронку 10 загружается в материальный цилиндр 8 гранулированный зубопротезный материал.По расплавлении зубопротезного материала кювета помещается на подвижную платформу 16 так, чтобы паз 25 дна кюветы совпал с установочной планкой 20.Вращением гайки,78 кювета 15 поджимается к опорной траверсе 5 и соплч 3.После этого открывается с помощью запирающего устройства 14 отверстие сопла 13 и вращением ручки 31 плунжер 11 опускается вниз, заставляя вытекать расплавленную пластмассу в форму, Вращение ручки 31 продолжается до тех пор, пока из отводящих каналов 30 не ПО. кажется пластмасса, что указывает на полное заполнение формы.Кювета оставляется в аппарате приблизительно на 10 мин для остывания. В случае массового изготовления протезов, основание кюветы с верхней ее частью закрепляются с помощью штифтов и тогда к 1 овета может быть вынута из аппарата спустя несколько минут.Извлечение кюветы из аппарата осунтествляется при обратном вращении гайки 18 и опускании подвижной платформы 1 б, а следовательно и помещенной на нее кюветы 15.По окончании работы нет необходимости производить очистку цилиндра, так как масса, ОсгаВшаЯся В нем, может быть повторно без изменения своих свойств использована для изготовления последующих протезов.По заключению Центрального научно-исследовательского института травмотологии и ортопедии предлагаемый аппарат отличается от зарубежных простотой конструкции и большей производительностью, Аппарат позволяет использовать для изготовления зубных протезов термопластичные массы с более высокими показателями механической прочности, чем применяемые в настоящее время в стоматологической прак з ике.Пре;1 метизобретенияЛитьевой аппарат для изготовления зубных протезов из термопла стических полимерных материалов, содержащий станину, траверсу, литьевое сопло, разъемную кювету и пресс-шприц с электрической печь 5 о и ромбическим цилиндром, о т л и ч а ю щ и й с я тем, что, с целью обеспечения плотности соединения частей кюветы между собой и плотного ее прилегания к соплу, а также обеспечения точной центровки вход 11 ого литьевого отверстия кюветы и сопла, в нижней части аппарата смонти;.овано зажимное устройство, выполненное в виде вертикально перемещающейся по направляющему винту платформы с закрепленной на ней центрируюшей планкой.., д. 2 Типография ЦБТИ Комитета по делам изобретений и открытий при Совете Министров СССР, Москва, Петровка, 14,Формат бум ОХТиражпо делам изобреМинистров СССРМ. Черкасский п Подп. к печ. 19.Х 1-61 г.Зак. 12540ЦБТИ при Комитетепри СоветеМосква, Центр,8/в Объем 044 нздЦена 9 коп ийи открытий
СмотретьЗаявка
651452, 04.01.1960
Копейкин В. Н
МПК / Метки
МПК: A61C 13/20
Метки: аппарат, зубных, литьевой, полимерных, протезов, термопластических
Опубликовано: 01.01.1961
Код ссылки
<a href="https://patents.su/5-140159-litevojj-apparat-dlya-izgotovleniya-zubnykh-protezov-iz-termoplasticheskikh-polimernykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Литьевой аппарат для изготовления зубных протезов из термопластических полимерных материалов</a>
Стенд для определения характеристик активного сопла струйного аппарата

Номер патента: 1810612
Опубликовано: 23.04.1993
МПК: F04F 5/46
Метки: активного, аппарата, сопла, стенд, струйного, характеристик
...ствола 2 (см,фиг.2) может быть установлен датчик линейного перемещения 21 с пружиной 22.Стенд работает следующим образом.Перед началом испытаний в газо-гидродинамические опоры 3 и 4 подают рабочую. среду с целью вывешивания ствола 2 активного сопла 1, Затем к стенду подводят активную среду через подвод 8. Дляпредотвращения перетечек между полостью газо-гидродинамических опор 3 и 4корпуса 5, камер регулирования 6 и низкого 15давления 19, а также подвода активной среды 8 включаются системы питания кольцевых камер 10, 11, 12, 13, 14, 15, 16 и 17 дляобеспечения нулевого показания О-образных манометров, свидетельствующих об отсутствии перетечек.Измерение реактивного усилия сопла исоответственно скорости на срезе соплаобеспечивается...
Материал для изготовления зубных протезов и ортодонтических аппаратов

Номер патента: 1461441
Опубликовано: 28.02.1989
Авторы: Бобосаидов, Вахобов, Жахангиров, Обидов, Хайдаров, Хайридинов
МПК: A61C 5/08
Метки: аппаратов, зубных, материал, ортодонтических, протезов
...комбинированных коронок и мостовидного протеза - сплав нз основе особочистого алюминия, содержащий магний (10,0%), кремний (1,0%), титан (0,1%). бериллий (0,05%) и гафний (0,2%).1461441 Формула изобретения Составитель И. Воронцова Редактор Н. Кишт 1 линец Техред И. Верее Корректор М. Шароши Заказ 50//4 Тираж 044 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж - З 5, Рэушская нэб., д. 4/5 Производственно-издательский комбийат Патент. г. Ужгород, ул. Гагарина, 1 О 1Зубные пломбы,В подготовленной полости 1 и Ч класс зуба (или ее модели) вводится жидкий цемент и с помощью двух специальных инструментов трамбуют фольгу из алюминия особой степени чистоты (толщиной 0,01 - 0,1 мм) до...
Кювета для определения активности спермиев

Номер патента: 425628
Опубликовано: 30.04.1974
Авторы: Вишневский, Знамени, Научно, Полесйлуи
МПК: A61D 7/02, G01K 17/00
Метки: активности, кювета, спермиев
...1 нной трубке на дно емкости вносят исследуемую сперму, Однако внесение спермы через трубку приводит к неравномерному распределению ее в нижней части кюветы.С целью повышения точности определения активности спермиев в предлагаемой кювете емкость снабжена дозирующим устройством, установленным снизу емкости и выполненным в виде корцуса с окном, в котором установлен поворотный кран, имеющий на поверхности каиавку, и со сквозяым отверстием, площадь поперечного сечения которого равна площади поперечного сечения емкости. Емкость кюветы заполняют глюко-цит.ратным разбавителем и закрывают дозирующим устройством сверху. Затем канавку 5 крана заполняют спермой и поворачиваюткран в нейтральное положение, при котором сперма...
Газораспределительное сопло для аппаратов псевдоожиженного слоя

Номер патента: 685344
Опубликовано: 15.09.1979
Авторы: Ануров, Буянов, Ежов, Епифанов, Морозов, Нечволодов, Новиков, Сапожков
МПК: B05B 1/34
Метки: аппаратов, газораспределительное, псевдоожиженного, слоя, сопло
...рабочего агента внутрь сопла, который одновременно служит для крепления сопла к поди- не аппарата. Выходной срез патрубка 3 размещен в конической части 1 корпуса сопла. На внутренней поверхности конической части корпуса сопла выполнены ребра 4, образующие совместно с патрубком 3 и конусом 1 каналы 5 для прохода псевдоожижающего агента, Для удобства изготовления между патрубком 3 и торцами ребер 4 могут быть оставлены зазоры.В теле цилиндрической части 2 корпуса сопла с внутренней стороны выполнены выемки 6, на поверхности которых размещены входные отверстия каналов 7 для выхода рабочего агента в псевдоожижаемый материал. Каналы объединены в пучки, причем каждая выемка 6 является общей для одного пучка каналов. Каналы 7 имеют различный...
Дутьевое сопло для аппаратов с кипящим слоем твердых частиц

Номер патента: 965499
Опубликовано: 15.10.1982
Авторы: Колесниченко, Нечволодов, Синюгин
МПК: B01J 8/44
Метки: аппаратов, дутьевое, кипящим, слоем, сопло, твердых, частиц
...частиц.На фиг. 1 представлена конструк- Отивная схема сопла; на фиг. 2сечение А-А на фиг. 1.Дутьевое сопло включает корпус,состоящий иэ диска 1 и соединенныхс ним монолитно ребер 2, образующихс ним каналы 3, которые закрытыснизу крышкой 4, а сверху блоком изжароупорного материала 5. В центрекорпуса выполнена выемка б с несколькими ступенями, в которых расположены каналы 7 для газа. Последниеповернуты относительно радиуса выемки б и снабжены цилиндрическимивставками 8, закрепленными на. вертикальных осях 9. В дие цилиндрической выемки б выполнено отверстие 10для отвода. классифицированных частиц. Для подачи псевдоожижающегоагента в крышке 4 выполнено отверстие 11Между ребрами .2 выполненыперемычки,12. На верхней плоскостидиска 1...
Предыдущий патент: 140158
Следующий патент: Способ изготовления трубчатых протезов, например кровеносных сосудов
Случайный патент: Электропроводный антистатический состав