Способ изготовления разъемных магнитных форм и модельная плита для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1388188
Автор: Левшин

Текст
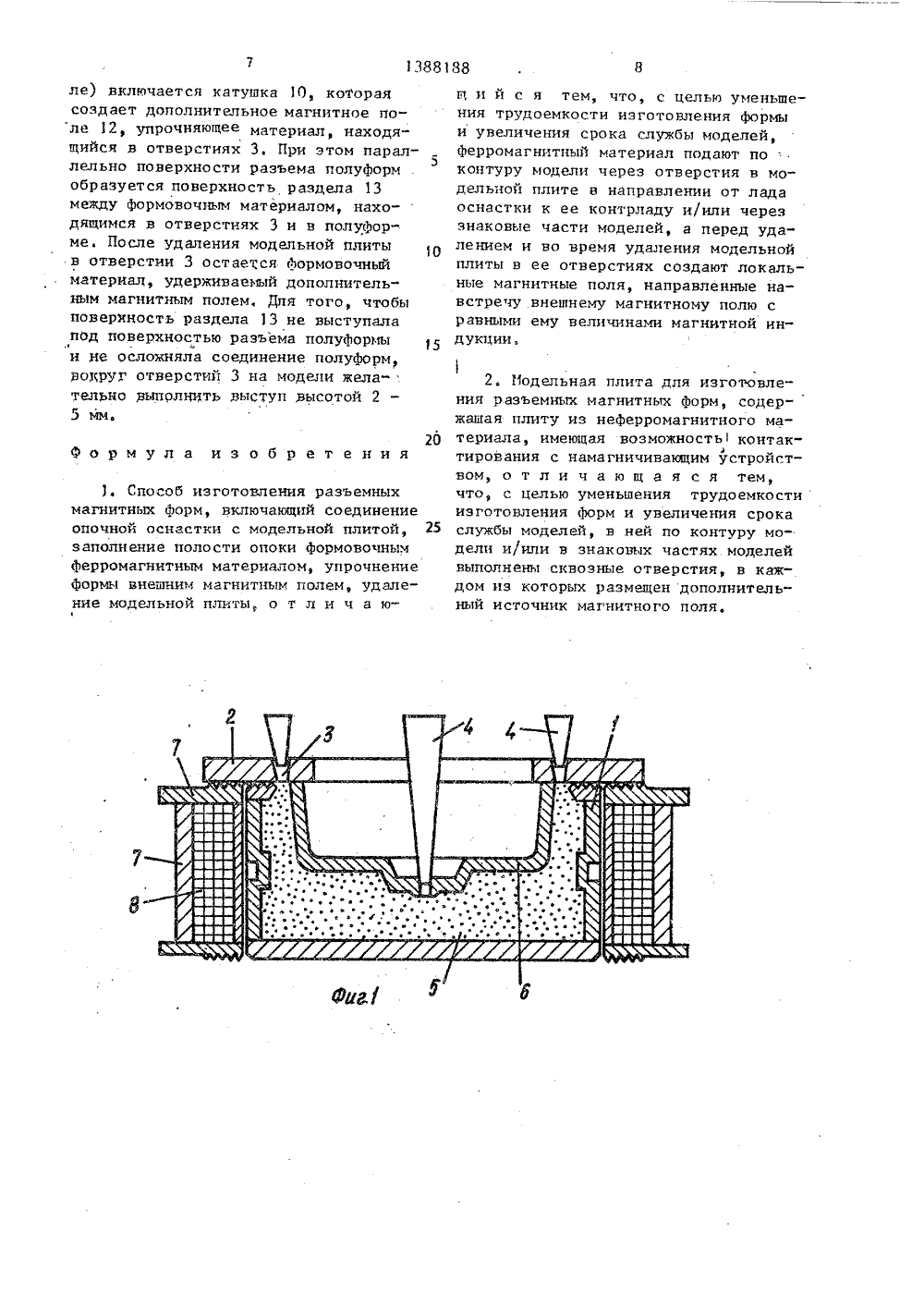
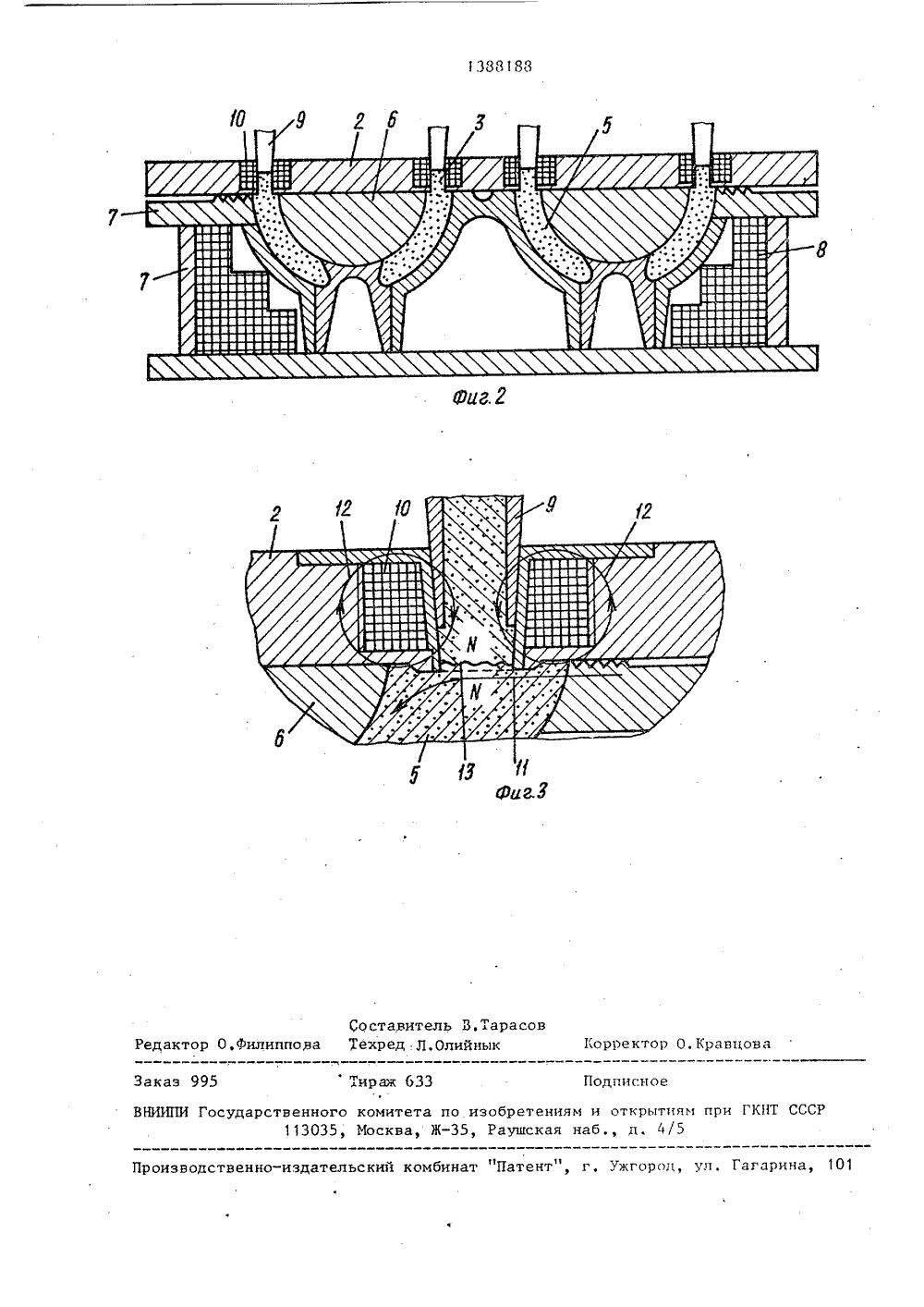
(5 БРЕТЕ ЕТЕЛ что послес модельнойштного маотверст ГОСУДАРСТ 8 ЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМПРИ ГННТ СССР ОПИСАНИ К АВТОРСКОМУ(71) Алтайский политехнический институт им, И.И,Ползунова(56) Авторское свидетельство СССР . В 1154029, кл. В 22 С 9/00, 1932.Авторское свидетельство СССР 9 1228960, кл. В 22 С 9/00, 1984.(54) СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМ 11 ЬЕ МАГНИТНЫХ ФОРМ И МОДЕЛЬНАЯ ПЛИТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Изобретение относится к литейному производству, в частности к способам и устройствам для изготовления магнитных разъемных форм. Целью изобретения является уменьшение трудоемкости изготовления форм и увеличение срока службы моделей. Сущность иэобИзобре.ение относится к литейному производству, в частности к способам и устройствам для изготовления магнитных разъемных форм.Целью изобретения является уменьшение трудоемкости изготовления форм и увеличение срока службы моделей.На фиг. 1 показана модельная плита с отверстиями в сборе с опокой.и намагничивающим устройством (перед на- магничиванием формовочного материала); на фиг, 2 - модельная плита в сборес намагничивающим устройством (перед намагничиванием формовочного материала); на фиг. 3 - распределение полярности и силовых линий магнитных полей Взамен рслпее изданного ретения заключается в т сборки опочной оснастки плитой 2 засыпку ферром териала 5 производят че 3 в модельнои плите 2 по контуру модели б. После упрочнения материала 5магнитным полем перед снятием модельной плиты 2 включают локальные источники дополнительных магнитных полей,расположенных соосно с отверстиями 3.При этом дополнительные локальныемагнитные поля имеют противоположноенаправление к основному магнитномуполю. Возникающие отталкиваюцие силыразделяют ферромагнитньп 1 материал 5по линии разъема опочной оснастки 1с модельной плитой 2 и при съеме модельной плиты 2 удерживают ферромаг-нитный материал 5 в отверстиях 3,что исключает его просыпаниев магнитную форму, 2 с,п. ф - лы, 3 ил,возле отверстий для подачи формовного материала. П р и м е р 1. Соединяют опочную оснастку 1 с модельной плитой 2. Затем через отверстия 3 в модельной пли те 2 с помоцью воронок 4 засыпают формовочный ферромагнитньп материал 5 например дробь ДСЛ 08 или ДСЛ 1,0 (ГОСТ 11964-33), которьп заполняет полость, образовавшуюся между моделью 6 и внутренней поверхностью опоки 1, Отверстия 3 выполняют на участках модельной плиты, не занятых моделями. Поэтому струя формовочного материала, вытекая из отверстия 3, ударяется овнутреннюю поверхность опоки 1 (а не о модель). Это уменьшает износ модели.Одновременно с засыпкой формовоч 5 ного материала (или после) опоку 1 подвергают вибрации или встряхиванию для уплотнения материала и растекания его по горизонтали, После заполнения опоки 1 удаляют воронки 4 и прекраща ют вибрации. Из отверстий 3 удаляют оставшийся Формовочный материал либо путем его извлечения, либо путем допрессовки, В любом случае уровень Формовочного материала в отверстии 3 желателен не выше уровня поверхности разъема модельной плиты 2. Если модель имеет большие размеры в плане и знаковые части, то отверстия 3 выполняют и в знаковых частях модели. Затем опоку 1 соединяют с источником магнитного поля (намагничивающим устройством) 7 и включают его. Появляющееся магнитное поле, создаваемое источником 3 в виде электрической катушки, намагничивает формовочный ма,териал 5 и упрочняет его. После упрочнения полуформы удаляют модельную плиту (путем ее подъема или опускания полуформы). Если в отверстиях 3 все же остался Формовочный материал, то он также намагнитится и при удалении модели останется на разъеме полуформы и будет меыать ее последующему соединении с верхней полуформой. По 35 этому вокруг отверстий в полуформе желательно выполнить углубление (а на модельной плите соответствующий выступ), Такое углубление снижает1упомянутое требование относительно уровня Формовочного материала в отверстии 3. После удаления модельной плиты 2 на рабочуи поверхность полу- Формы и литниковой системы наносят противопригарное покрытие, устанавливают при .необходимости стержни и соединяют с верхней полуформой, которую изготовляют аналогично, Форма готова к заливке; Через некоторое время после заливки, необходимое для образования, на отливке затвердевшеи50 корочки, источники 3 магнитного поля отключают, намагничивающее устройство 7 отделяют от,полуформ. При этом, формовочный материал разупрочняетсяи восстанавливает сыпучесть. Посколь 55ку в плите контрлада нижней опоки от- .сутствуют отверстия для заполненияопоки формовочным материалом, то формовочный материал не высыпается из опок при транспортировании их по рольгангу и отпадает необходимость в подопочных плитах или других приспособлениях, препятствующих этому высыпанию.П р и м е р 2, Намагничивающее устройство 7 (фиг. 2) поджимают снизу к модельной плите 2, которая стационарно укреплена под пескодувной головкой формовочного автомата (не показана). Затем через отверстия 3 в модельной плите 2 с помощьи пескодувных сопел 9 подают под давлением 0,1 - 0,2 РПа формовочный ферромагнитный материал 5, например дробь ДСЛОЯ или ДСЛ 1,0 (ГОСТ 11964 в ), ко.торый заполняет узкую полость, образовавшуюся между моделями б и внутренней поверхностью намагничивающего устройства 7. Отверстия 3 выполняют. на тех участках модельной плиты ко.торые располагаются между моделями и соответствуют положению заполняемойполости. Возможно выполнение отвер,стий в знакОвых частях модели. Вытекая из отверстий 3, струя формовочного материала 5 ударяется о внутреннюю поверхность намагничивающего устройства а не о модель, что существенно уменьшает износ модели. Воздух из полости намагничиваищего устройства удаляется через вентиляционные отверстия, которые выполняют в модельной плите, внутренних стенках намагничивающего устройства и по разъему модельно-опочной оснастки.По окончании процесса пескодувного заполнения и уплотнения включают источник магнитного поля в виде электрических катушек 3, размещенных в устройстве 7. Появляющееся магнитное поле намагничивает частицы Формовочного материала, взаимодействие которых приводит к упрочнению Ферромагнитного формовочного материала в полуформе. Одновременно с этим или немного позже включают источники дополнительного магнитного поля в виде электрических катушек 10, расположенные в модельной плите 2. Эти катушки 10 размещены соосно с отверстиями 3 для подачи формовочного материала. Магнитное поле, создаваемое катушками 1 О, намагничивает и упрочняет формовочный материал, находящийся в отверстиях 3. Это поле должно иметь уповерхности разъема полуформы такуюже полярность., как и у поля, создаваемого катушками 8 намагничивающего устройства 7. Так, если основное поле 11 имеет полярность Л у доверхности разъема, то и дополнительное поле 12 должно иметь полярность Б. Это обеспечивает отталкивание полей. При этом желательно, чтобы магнитная индукция дополнительного поля у поверхности разъема поля немного превышала или равнялась индукции основного поля, В этих условиях образуется поверхность 13 раздела между объемами намагниченного Формовочного материала, находящегося в полуформе и в отверстиях 3, совпадающая с поверхностью разъема модельно-опочной оснастки (полуформы) или ниже ее.Если индукция дополнительного поля 12 немного меньше индукции основного поля 11, то поверхность раздела 13 образуется вьпде поверхности разъема полуформы, т,е. на поверхности разъема полуформы после удаления модели образуется выступ, который может мешать соединения полуформ, Поэтому возле отверстия в модельной плите ,целесообразен выступ высотой 2-5 мм для образования в полуформе соответствующего углубления.Затем удаляют модельную плиту 2путем опускания полуформы, При этом, Формовочный материал, находящийся вотверстиях 3 модельной плиты 2 не увлекается за полуформой. Если же полярность основного 11 и дополнительного 12 полей у поверхности разъема, различна, то формовочный материал изотверстия 3 увлекается за.полуформой,.попадает.в ее рабочую полость и полуФорма подлежит дополнительной обра"ботке,После удаления модели на рабочуюповерхность полуформы и литниковойсистемы наносят противопригарное покрытие, устанавливают при необходимости стержня и соединяют с верхней полуформой, которую изготовляют анало"гично, Форма готова к заливке. Приверхнем расположении модельной плитыотносительно опочной оснастки снижается расход энергии на заполнение оснастки Формовочным материалом, упрощается осмотр полуформы и нанесениепокрытия, верхняя полуформа кантуетсятолько один раз непосредственно перед35 40 50 55 5 10 15 20 25 30 Прц нижнем расположении модельнойплиты относительно оцочной оснастки повышается расход энергии ца эаполнениЕ оснастки формовочным материалом,усложняется конструкция пескодувныхсопел, необходимо кантовать обе полуформы, причем верхнюю полуформу дважды (один раз для осмотра и нанесенияпокрытия, а другой раэ перед сборкой).Кантовка полуформ нежелательна, таккак при этом возрастает вероятностьотключения электроэнергии (на стыкахтроллеев и токосъемников),Иодельная плита для осуществленияпредложенного способа содержит неферромагнитные подмодельную плиту 2и одну или несколько моделей 6, укрепленные на плите 2, В плите 2 изнаковых частях модели 6 имеются отверстия 3 (круглые или щелевые) дляподачи Формовочного материала в опочную оснастку 1. Соосно с отверстиями3 могут быть размещены источники 10магнитного поля 12, выполненные в виде электрических катушек. Эти катушки размещаются в углублениях, выполненных в модельной плите вокруг отверстий 3.Предложенная модельная плита работает следующим образом.После соединения модельной плиты 2 с оснасткой 1 (или намагничивающим устройством) через отверстия 3, имеющиеся в подмодельной плите и знаковых частях модели, с помощью воронок 4 засыпается Ферромагнитный формовочный материал, обладающий сыпучестью, Когда полость между модельной плитой и опочной оснасткой будет полностью заполнена (этому спо соб ству ет вибрация модельно-опочной оснастки), воронки 4 убираются, а из отверстий 3 удаляется оставшийся в них формовочный материал, Это можно осуществить с помощью эжектора илц путем допрессовки этого материала в полуформу.После упрочнения полуфорлы магнитнымполем модельная плита 2 удаляется изполуформы,По другому варианту вокруг отверстий 3 предусматрцвается размещениеэлектрических катушек 10 (илц другихисточников магнитного поля), Это позволяет устранить операция удаленияформовочного матерцала цз отверстий 3,В этом случае после подачи Формовочного материала, его уплотнения одновременно с цамагццчцваццем (цлц пос 1388188ле) включается катушка 10, которая создает дополнительное магнитное поле 12, упрочняющее материал, находящийся в отверстиях 3, При этом параллельно поверхности разъема полуформ образуется поверхность раздела 13 между формовочным материалом, находящимся в отверстиях 3 и в полуформе. После удаления модельной плиты в отверстии 3 остается формовочный материал, удерживаемый дополнительным магнитным полем. Дпя того, чтобы поверхность раздела 13 не выступала под поверхностью разъема полуформы и не осложняла соединение полуформ, нокруг отверстий 3 на модели желательно выполоть выступ высотой 2 - э ммф20Формула изобретения 1. Способ изготовления разъемных магнитных форм, включающий соединение опочной оснастки с модельной плитой, 25 заполнение полости опоки формовочным ферромагнитным материалом, упрочнение формы внешним магнитным полем, удаление модельной плиты, о т л и ч а ющ и й с я тем, что, с целью уменьшения трудоемкости изготовления формыи увеличения срока службы моделей,ферромагнитный материал подают поконтуру модели через отверстия в модельной плите в направлении от ладаоснастки к ее контрладу и/или череззнаковые части моделей, а перед удалением и во время удаления модельнойплиты в ее отверстиях создают локальные магнитные поля, направленные навстречу внешнему магнитному полю сравными ему величинами магнитной индукции,2. Иодельная плита для изготовления разъемных магнитных форм, содержащая плиту из неферромагнитного материала, имеющая возможность контактирования с намагничивающим устройством, о т л и ч а ю щ а я с я тем,что, с целью уменьшения трудоемкостиизготовления форм и увеличения срокаслужбы моделей, в ней по контуру модели и/или в знаковых частях моделейвыполнены сквозные отверстия, в каждом из которых размещен дополнительный источник магнитного поля,Составитель 3, ТарасовРедактор О,Филиппова Техред Л.Олийнык Корректор О, Кравцова Заказ 995 Тираж 633 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб д. 4/5
СмотретьЗаявка
4079796, 19.05.1986
АЛТАЙСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. И. И. ПОЛЗУНОВА
ЛЕВШИН ГЕННАДИЙ ЕГОРОВИЧ
МПК / Метки
МПК: B22C 9/00
Метки: магнитных, модельная, плита, разъемных, форм
Опубликовано: 15.04.1988
Код ссылки
<a href="https://patents.su/5-1388188-sposob-izgotovleniya-razemnykh-magnitnykh-form-i-modelnaya-plita-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления разъемных магнитных форм и модельная плита для его осуществления</a>
Приспособление для смены модельных плит вне формовочной машины

Номер патента: 1289585
Опубликовано: 15.02.1987
Автор: Хорст
МПК: B22C 19/00, B22C 7/04
Метки: вне, модельных, плит, смены, формовочной
...является рас"ширение технологических возможностей,На Фиг. 1 изображено приспособление для смены модельных длит, видсверху; на Фиг. 2 - то же, вид спереди; на Фиг. 3 - носитель моделей сположенной модельной плитой, вид свер"ху; на Фиг. 4 " разрез А-А на Фиг. 3,с закрепленной модельной плитой, наФиг. 5 " то же, со свободной модельной плитой.Приспособление для смены модельныхплит (Фиг. 1) содержит два носителя 2с положенными и модельными плитамн 3,причем носитель 2 модельной плитынаходится на рабочей ноэиции 17 Формовочной машины, а другой носительнаходится на позиции 18 смены модельных плит. С обеих сторон позиции 18смены модельных плит расположены ре"шеточные сменные кассеты 20, 23, содержащие устройства 19, 22 транспорта и...
Приспособление для точного съемного присоединения моделей к формовочным плитам

Номер патента: 7568
Опубликовано: 31.01.1929
Автор: Грейнер
МПК: B22C 7/04
Метки: моделей, плитам, присоединения, съемного, точного, формовочным
...кверху. На обеихплоскостях раздела намечается линия таким образом, чтобы при наложении обеих половин моделилинии точно совпали, при чем присимметричности модели линии расположены по оси, в противном случае - там, где наиболее удобно располагались шпеньки.На обозначенные места обеихполбвин модели накладывается линейка а таким образом, чтобыс одной стороны вышеупомянутыевырезы приходились бы точно нанамеченной линии, с другой стороны-чтобы линейка равно отстоялаот концов модели, Затем, линейкаскрепляется с моделью а и в дваотверстия линейки вставляютсястальные втулки Ь (фиг, б и 7), че.рез которые просверливаются в деревянной модели отверстия дляшпеньков помощью нормальногосверла (фиг. 4 и 5), и в них вставляются шпеньки е,...
Устройство для сверления отверстий в плитах

Номер патента: 1294500
Опубликовано: 07.03.1987
Авторы: Адонин, Алексеенко, Ершов, Клинов, Протопопов, Чайка, Шельвинский
МПК: B23B 49/02
Метки: отверстий, плитах, сверления
...равноудалены от оси рабочего шпинделя 14.В качестве инструмента 15 применяется двухзубный зенкер из цельного40 твердосплавного материала (материал: Т 5 К 10), заточенного по специальной геометрии (не показана) с последующей обдувкой дробью. 2Плита 16 в зоне выхода инструмента 15 опирается на кольцевую подкладку 17 с тремя коническими шипами 18, угол при вершине которых составляет 90 , причем вершины их расположеныОна одном диаметре, равном трем диаметрам обрабатываемого отверстия.Подкладка 17 закрепляется выступами к плите 16 клеющей мастикой в местах обрабатываемых отверстий по предварительной разметке, после чего плиту плавно опускают на стол станка и закрепляют прихватами 19,. Если расположение обрабатываемых отверстий на плите...
Способ испытания истираемости материала пола

Номер патента: 781681
Опубликовано: 23.11.1980
Авторы: Богословская, Богословский, Волков, Есиркепов, Притула, Соловьев, Топчян
МПК: G01N 3/56
Метки: испытания, истираемости, пола
...истираемость копыт.Цель изобретения - приближение условий испытания к эксплуатационным и одновременное определение истираемости копыта животного и материала пола. Цель достигается тем, что материал пола подвергают ударному истирающему воздействию и в качестве контртела используют копыта животного (поверхность материала пола предварительно обрабатывают финильной жидкостью). На чертеже схематически изображено устройство, иллюстрирующее реализацию испытания,Образец 1 материала пола жесткозакрепляется на столике 2. К прижиму-Ударнику 3 крепится копыто животного 4. Прижим-ударник 3 наноситудар копытом 4 с нагрузкой, соответствующей весу и возрасту животного,по образцу 1 и некоторое время оставляет прижатым к нему, затем перемещается...
Устройство для отрезки мерных заготовок от полосового и ленточного материала, имеющего отверстия

Номер патента: 871922
Опубликовано: 15.10.1981
Автор: Краснянский
МПК: B21D 43/00
Метки: заготовок, имеющего, ленточного, мерных, отверстия, отрезки, полосового
...также эажимная планка 21 (рейка), перемещающаяся относительно кареток 8 и 9 точно в вертикальном направлении..Перемещение планки 21 (рейки ). относительно кареток 8 и 9 в горизонтальном направлении предотвращается выступами 22, выполненными на планке 21 (рейке) и расположенными .по обе Стороны каждой из кареток 8 и 9. Для прохода планок 20 и 21 (реек) в ножах 12 и 13 выполнены йазы 23 и 24 соответственно. На прессе 2 закреплены верхний пуансон 25 и матрица 26. Ширина планок и пазов не превьппает ширину отверстий 27 в материале 28.Устройство для обработки полосового и ленточного материала работает следующим образом.: Материал.28 (полоса или лента) подается в зазор между планками (рейками) 17 и 18, 20 и 21, Подается сжатый воздух...
Предыдущий патент: Способ изготовления литейных форм
Следующий патент: Устройство для отливки полых слитков
Случайный патент: Способ диагностики физиологического состояния организма кур