Способ изготовления полых пространственных фитингов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1362525
Авторы: Богоявленский, Брагин, Кобышев, Судариков, Шарапенко

Текст
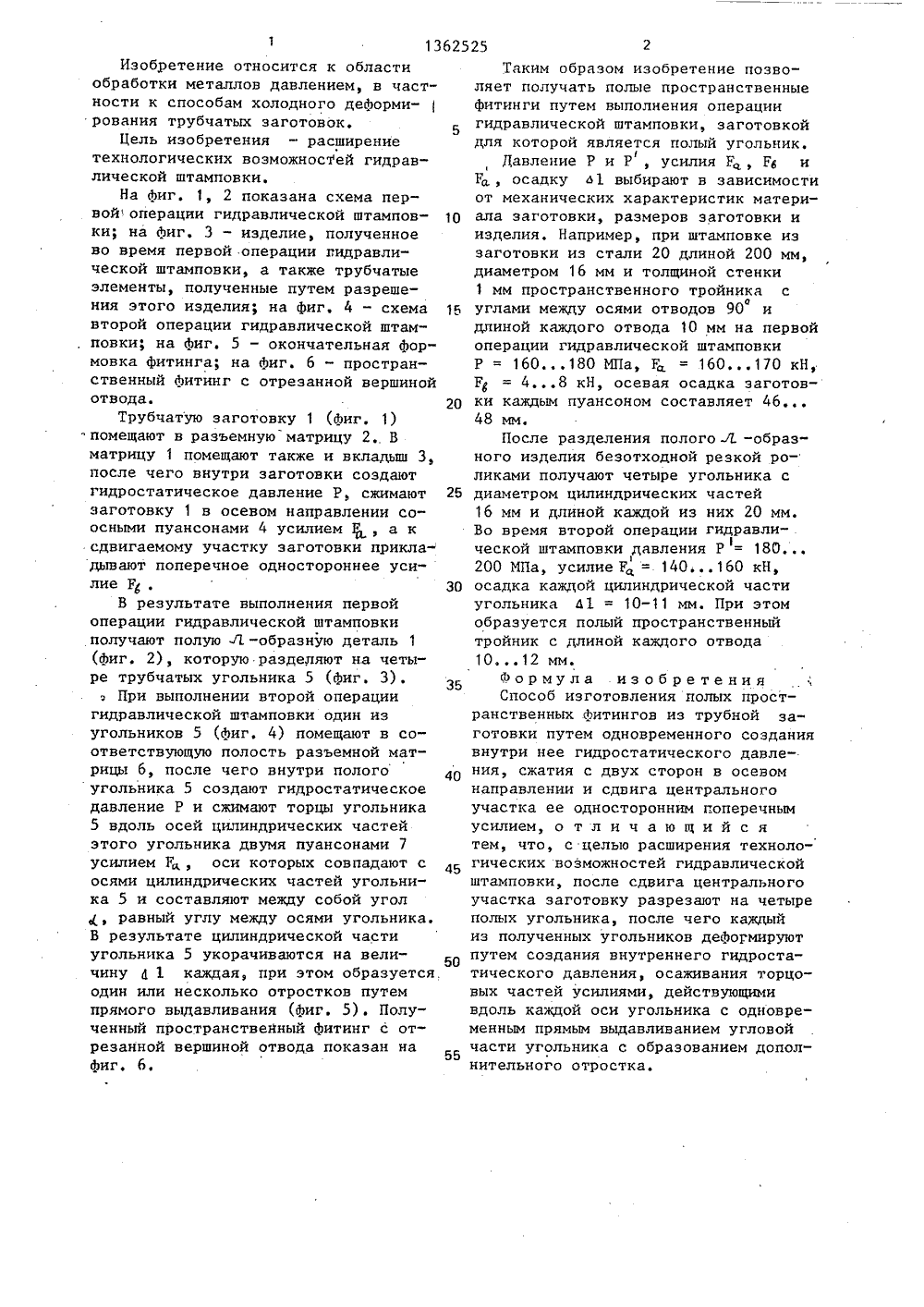
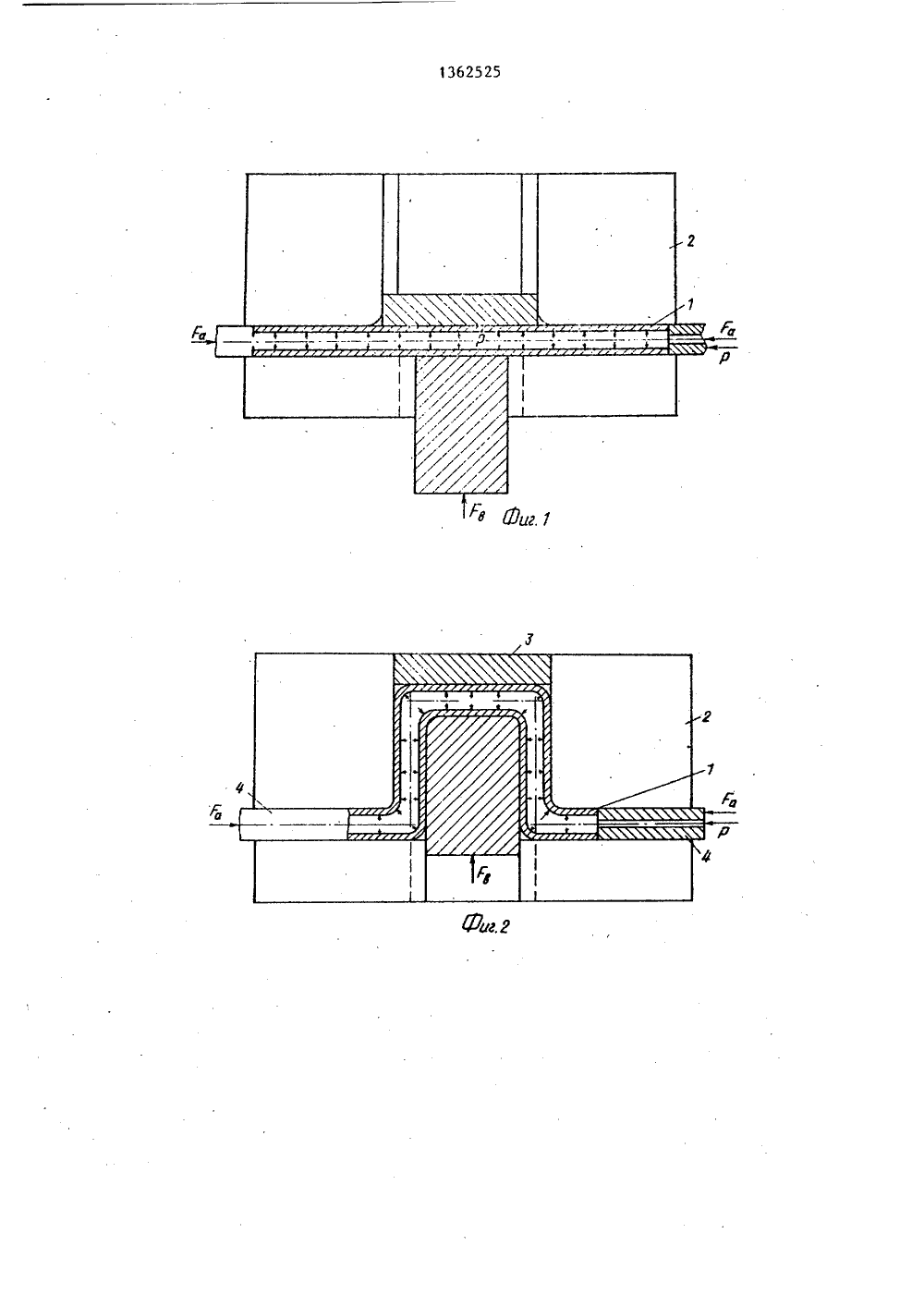
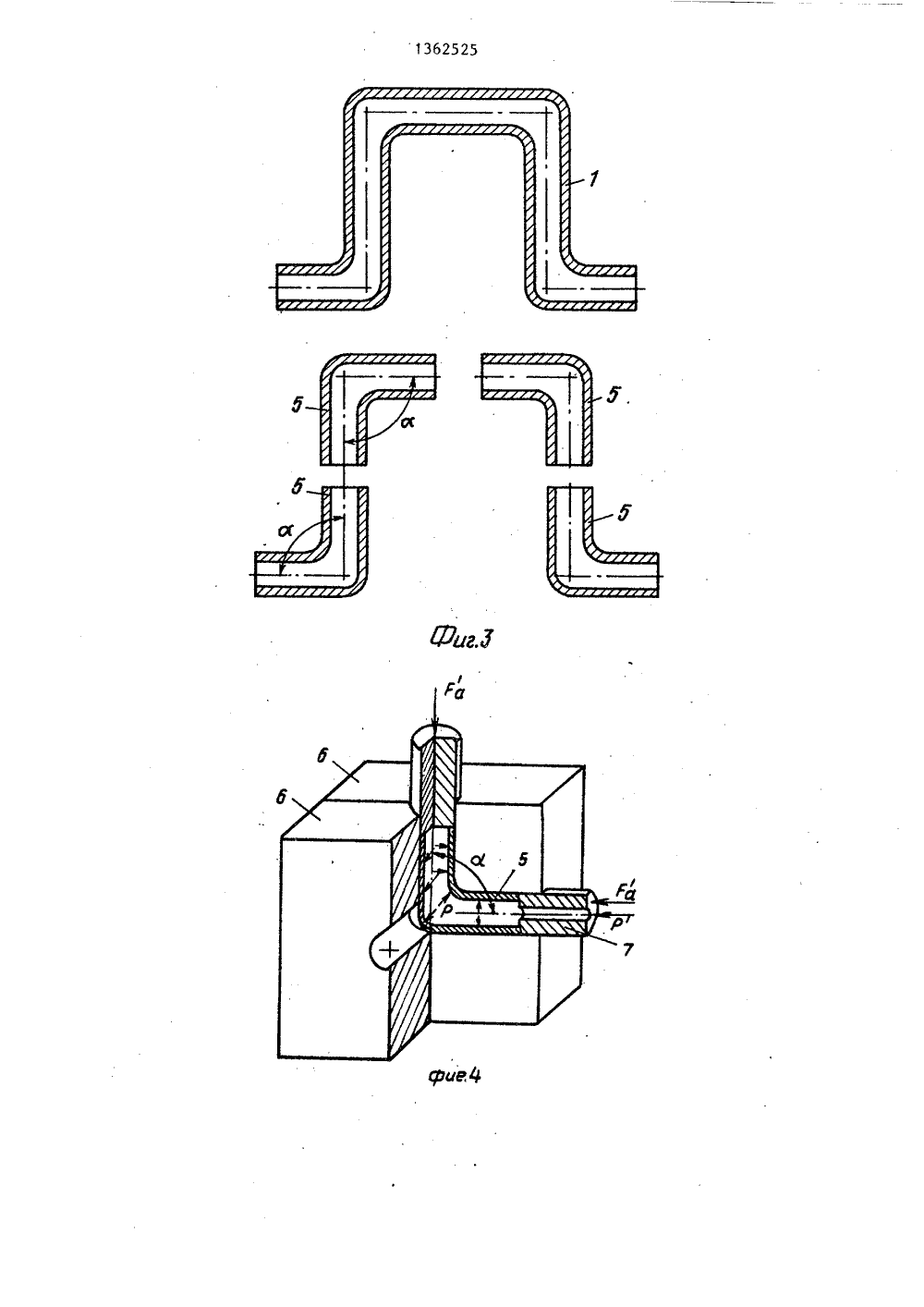
СОЮЗ СОВЕТСНИХ ОЦИАЛИСТИЧЕСНИХ 09) (11) СПУБЛИ 37 2 ИСА ОБР ехнически А. Н. иков.05.76. ский,бышев,Су тво СС видетел 21 С 37 ПОЛЫХ ПРОСТ ГОСУДАРСТВЕННЫЙ НОМИТЕТ ССС пО делАм изОБРетений и ОткРыт ТОРСКОМУ СВИДЕТЕЛЬ(54) СПОСОБ ИЗГОТОВ РАНСТВЕННЫХ ФИТИНГО(57) Изобретение относится к области обработки металлов давлением, в частности к способам холодного деформирования трубчатых заготовок. Цель изобретения - расширение технологических возможностей гидравлической штамповки. Гидравлическая штамповка проводится в два этапа: на первом из заготовки получают иэделие со ступенчатой осью, которое разделяют на четыре полых угольника 5, на втором к каждому угольнику 5 прикладывают внутреннее гидростатическое давление и осаживают торцовые части усилием Ра с одновременным выдавливанием угловойсти отростка. При этом получаютсялне пространственные фитинги. 6 ил.Изобретение относится к областиобработки металлов давлением, в частности к способам холодного деАормирования трубчатых заготовок.Цель изобретения - расширениетехнологических возможносТей гидравлической штамповки.На Аиг, 1, 2 показана схема первой операции гидравлической штамповки; на Аиг. 3 - изделие, полученноево время первой операции пидравлической штамповки, а также трубчатыеэлементы, полученные путем разрешения этого изделия; на фиг. 4 " схемавторой операции гидравлической штам"повки; на Аиг. 5 - окончательная фор"мовка фитинга; на Аиг. 6 - пространственный Аитинг с отрезанной вершинойотвода.Трубчатую заготовку 1 (фиг. 1)"помещают в разъемнуюматрицу 2. Вматрицу 1 помещают также и вкладыш 3,после чего внутри заготовки создаютгидростатическое давление Р, сжимаютзаготовку 1 в осевом направлении соосными пуансонами 4 усилием, а ксдвигаемому участку заготовки прикладывают поперечное одностороннее усилие Р 6,В результате выполнения первойоперации гидравлической штамповкиполучают полую Л -образную деталь 1(фиг. 2), которую разделяют на четыре трубчатых угольника 5 (фиг. 3).При выполнении второй операциигидравлической штамповки один изугольников 5 (Лиг, 4) помещают в соответствующую полость разъемной матрицы 6, после чего внутри пологоугольника 5 создают гидростатическоедавление Р и сжимают торцы угольника5 вдоль осей цилиндрических частейэтого угольника двумя пуансонами 7усилием Р оси которых совпадают сосями цилиндрических частей угольника 5 и составляют между собой уголравный углу между осями угольника,В результате цилиндрической частиугольника 5 укорачиваются на величину 4 1 каждая, при этом образуетсяодин или несколько отростков путемпрямого выдавливания (фиг. 5). Полученный пространственный фитинг с отрезанной вершиной отвода показан нафиг. 6.40455055 внутри нее гидростатического давления, сжатия с двух сторон в осевом направлении и сдвига центрального участка ее односторонним гоперечнымусилием, о т л и ч а ю щ и й с я тем, что, с целью расширения технологических возможностей гидравлическойштамповки, после сдвига центрального участка заготовку разрезают на четыре полых угольника, после чего каждый из полученных угольников деформируют путем создания внутреннего гидростатического давления, осаживания торцовых частей усилиями, действующими вдоль каждой оси угольника с одновременным прямым выдавливанием угловой части угольника с образованием дополнительного отростка. Таким образом изобретение позволяет получать полые пространственныефитинги путем выполнения операциигидравлической штамповки, заготовкойдля которой является полый угольник.Давление Р и Р, усилия Р, Р иР, осадку ь 1 выбирают в зависимостиот механических характеристик матери ала заготовки, размеров заготовки иизделия. Например, при штамповке иззаготовки из стали 20 длиной 200 мм,диаметром 16 мм и толщиной стенки1 мм пространственного тройника со 15 углами между осями отводов 90 идлиной каждого отвода 10 мм на первойоперации гидравлической штамповкиР = 160180 МПа, Р = 160170 кН,Р = 48 кН, осевая осадка заготов ки каждым пуансоном составляет 4648 мм.После разделения полого 7. -образного изделия безотходной резкой ро-ликами получают четыре угольника с 25 диаметром цилиндрических частей16 мм и длиной каждой из них 20 мм.Во время второй операции гидравлической штамповки давления Р = 1801200 МПа, усилие Р, = 140160 кН, 30 осадка каждой цилиндрической частиугольника а 1 = 10-11 мм. При этомобразуется полый пространственныйтройник с длиной каждого отвода1012 мм.Формула изобретенияСпособ изготовления полых пространственных Аитингов из трубной заготовки путем одновременного создания/6 Тираж 731ВНИИПИ Государственного комитетапо делам изобретений и открытии 113035, Москва, Ж, Раушская наб де жгород, ул. Проектная, 4 Производственно-полиграфическое предприяти ПодписноеСССРн
СмотретьЗаявка
4087752, 19.05.1986
ЛЕНИНГРАДСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. М. И. КАЛИНИНА
БОГОЯВЛЕНСКИЙ КОНСТАНТИН НИКОЛАЕВИЧ, КОБЫШЕВ АЛЕКСАНДР НИКОЛАЕВИЧ, ШАРАПЕНКО АНДРЕЙ ФЕДОРОВИЧ, СУДАРИКОВ СЕРГЕЙ АЛЕКСЕЕВИЧ, БРАГИН ЮРИЙ ВИКТОРОВИЧ
МПК / Метки
МПК: B21C 37/29
Метки: полых, пространственных, фитингов
Опубликовано: 30.12.1987
Код ссылки
<a href="https://patents.su/5-1362525-sposob-izgotovleniya-polykh-prostranstvennykh-fitingov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления полых пространственных фитингов</a>
Устройство для гидравлической штамповки тонкостенных полых деталей

Номер патента: 1323154
Опубликовано: 15.07.1987
Авторы: Брагин, Кобышев, Шарапенко
МПК: B21C 37/29
Метки: гидравлической, полых, тонкостенных, штамповки
...штампуемой грани детали. Подвижные вкладьппи 3 и 4 могут перемещаться соосно внутрь полу- матриц 1 и 2 один навстречу другому перпендикулярно плоскости разъема матрицы.Устройство для гидравлической штамповки работает следующим образом.Тонкостенную трубчатую заготовку 7 с наружным диаметром й и толщиной стенки г в холодном состоянии помещают в полость нижней полуматрицы 2, после чего опускают верхнюю полуматрицу 1 до полного смыкания с полуматрицей 2. При этом подвижные вкладыши 3 и 4 в полуматрицах 1 и 2 не перемещаются и образуют вместе с этими полуматрицами формообразующую полость1323154 5. Устройство по пп. 1-4, о т л ич а ю щ е е с я тем, что торцовые поверхности вкладышей для выталкивания заготовки образуют совместцл с...
Устройство для гидравлической штамповки полых деталей со ступенчатой осью

Номер патента: 1355312
Опубликовано: 30.11.1987
Авторы: Брагин, Кобышев, Судариков, Шарапенко, Шарапов
МПК: B21C 37/29
Метки: гидравлической, осью, полых, ступенчатой, штамповки
...другому,сжимая трубчатую заготовку 2 двумяусилиями Г. Под действием усилия осевого сжатия Р заготовка 2 теряет1" устойчивость и деформируется; приэтом ось заготовки изменяет прямоли-нейную форму, центральная часть заготовки 2 смещается вместе с подвижнымвкладышем в направлении перемещения15вкладыша поперечно оси заготовки 2.Продолжают перемещать пуансоны3 и 4 один навстречу другому, осаживая заготовку 2 и поддерживая внутринее давление жидкости Р до тех пор,2 О пока не будет достигнут требуемыйсдвиг Е деформируемой трубчатой ваготовки (фиг. 3).В процессе штамповки ролики 8 сво 25бодно вращаются в полуматрицах 1,в результате чего изгиб заготовкипроисходит без скольжения ее стенки взоне изгиба по поверхности матрицы.Таким образом,...
Устройство для гидравлической штамповки полых деталей с отводами

Номер патента: 599885
Опубликовано: 30.03.1978
Авторы: Антонов, Киселев, Матвеев, Никонов, Прокофьев
МПК: B21C 37/29
Метки: гидравлической, отводами, полых, штамповки
...в положении О, распределитель 43 - в положение О.Масло от насоса 35 через дроссель 38, обеспечивающий постоянный расход масла, распределитель 40 поступает в поршневую полость дозатора 27, поршень 28 перемещается вверх, вытесняя разные объемы масла из штоковых полостей дозатора 27 и гидроцилиндры ползунов 8 и 9, при этом деформирующие пуансоны 10 и 11 синхронно перемещаются навстречу друг другу.При движении поршня 28 дозатора 27 срабатывает конечный выключатель 31 и включает распределитель 41 в положение П. При этом масло от насоса 36 через распределитель 41 перемещает шток 13 мультипликатора вправо. Масло под высоким давлением из полости 12 через осевое отверстие в пуансоне 10 подается внутрь трубной заготовки 7.При этом внутренняя...
Способ гидравлической штамповки полых деталей сложной формы

Номер патента: 1274815
Опубликовано: 07.12.1986
Авторы: Кобышев, Прошунин, Шарапенко
МПК: B21D 37/00
Метки: гидравлической, полых, сложной, формы, штамповки
...изображена схема штамповки в начальный момент осевой осадки заготов. ки; на фиг.2 - местная раздача цент. ральной части заготовки, момент окончания раздачи центральной части заготовки и начала первого этапа ее осевого обжатия; на фиг.З - то же, после второго этапа осевого обжатия центральной части заготовки.Трубчатую заготовку 1 в холодном состоянии помещают в разъемную матрицу 2. После смыкания полуматриц заготовку заполняют жидкостью и герметизируют ее полость путем перемещения пуансонов 3 и 4 навстречу один другому (фиг.1). Внутрь заготовки 1 через канал, выполненный в пуансоне 3, подают жидкость под давлением Р от источника высокого давления при продолжающемся перемещении пуансонов 3 и 4 в осевом направлении. Одновременно с...
Устройство для гидравлической штамповки полых осесимметричных цилиндрических деталей

Номер патента: 1348024
Опубликовано: 30.10.1987
Авторы: Богоявленский, Брагин, Кобышев, Шарапенко
МПК: B21C 37/29
Метки: гидравлической, осесимметричных, полых, цилиндрических, штамповки
...и внутреннимидиаметрами. Кольца 6 и 7 выполненыиэ менее жесткого материала, чемкольца 5 и 825 20 45 Устройство для гидравлической штамповки полых цилиндрических осесимметричных деталей работает следующим образом.Трубчатую заготовку 9 (фиг.1) с 3 п надетыми на нее и прилегающими друг к другу эластичными кольцами 5-8,образующими эластичный подпорщЬй вкладьпп, помещают в полость нижней полу- матрицы 2, после чего опускают верхнюю полуматрицу 1 до полного смыкания35 с полуматрицей 2, Внутрь заготовки 9 заливают жидкость, после чего герметизируют полость заготовки 9 путем перемещения жестких осевых пуансо 40 нов 3 и 4 один навстречу другому до упора в торцы заготовки 9.В полости заготовки 9 (фиг.2) создают давление жидкости Р и...
Предыдущий патент: Шовообжимный ролик
Следующий патент: Способ очистки проволоки от окалины и устройство для его осуществления
Случайный патент: Способ защиты полупроводникового вентильного преобразователя от перегрузок