Бак преимущественно для трансформаторов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1342434
Автор: Вальтер

Текст
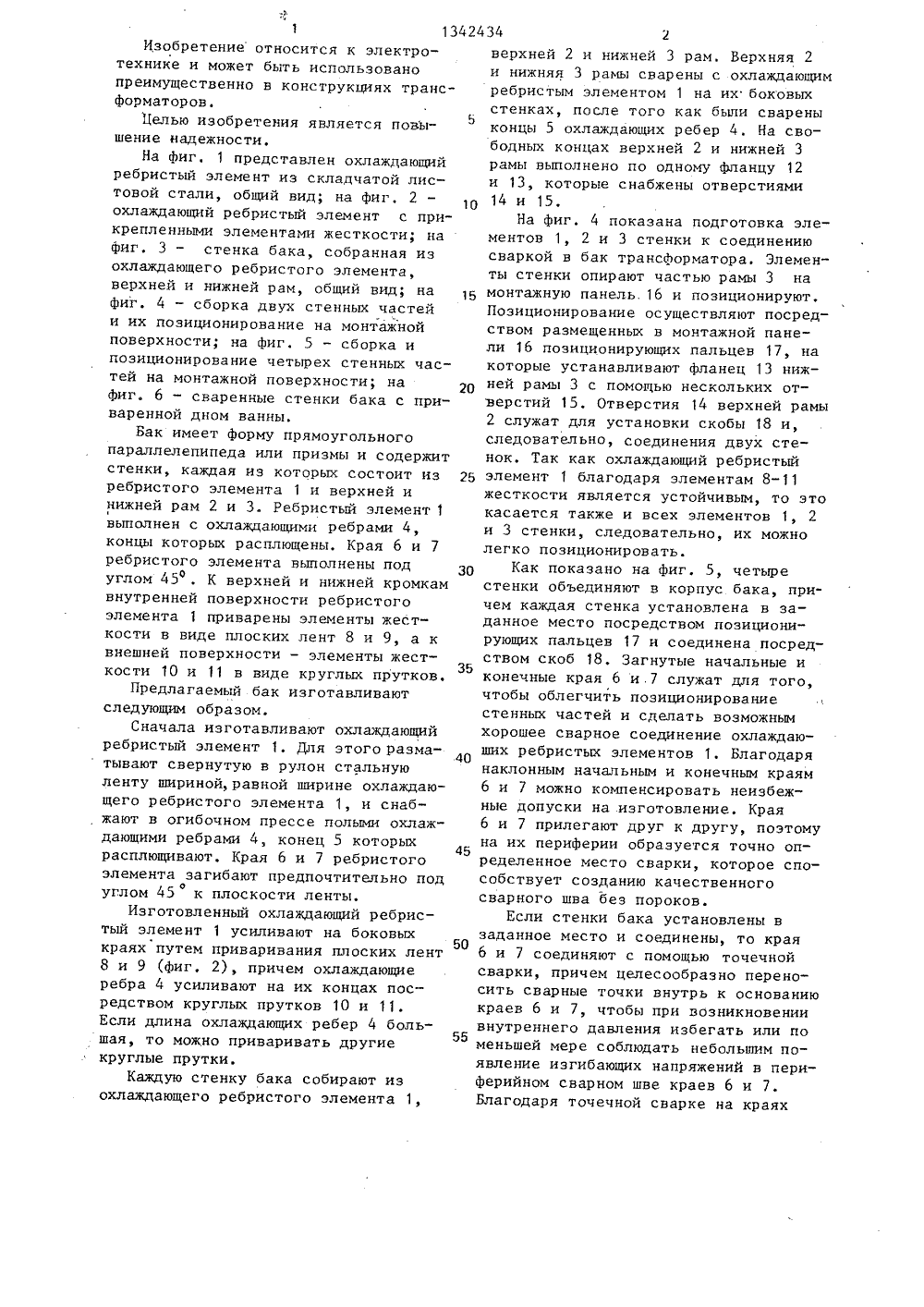
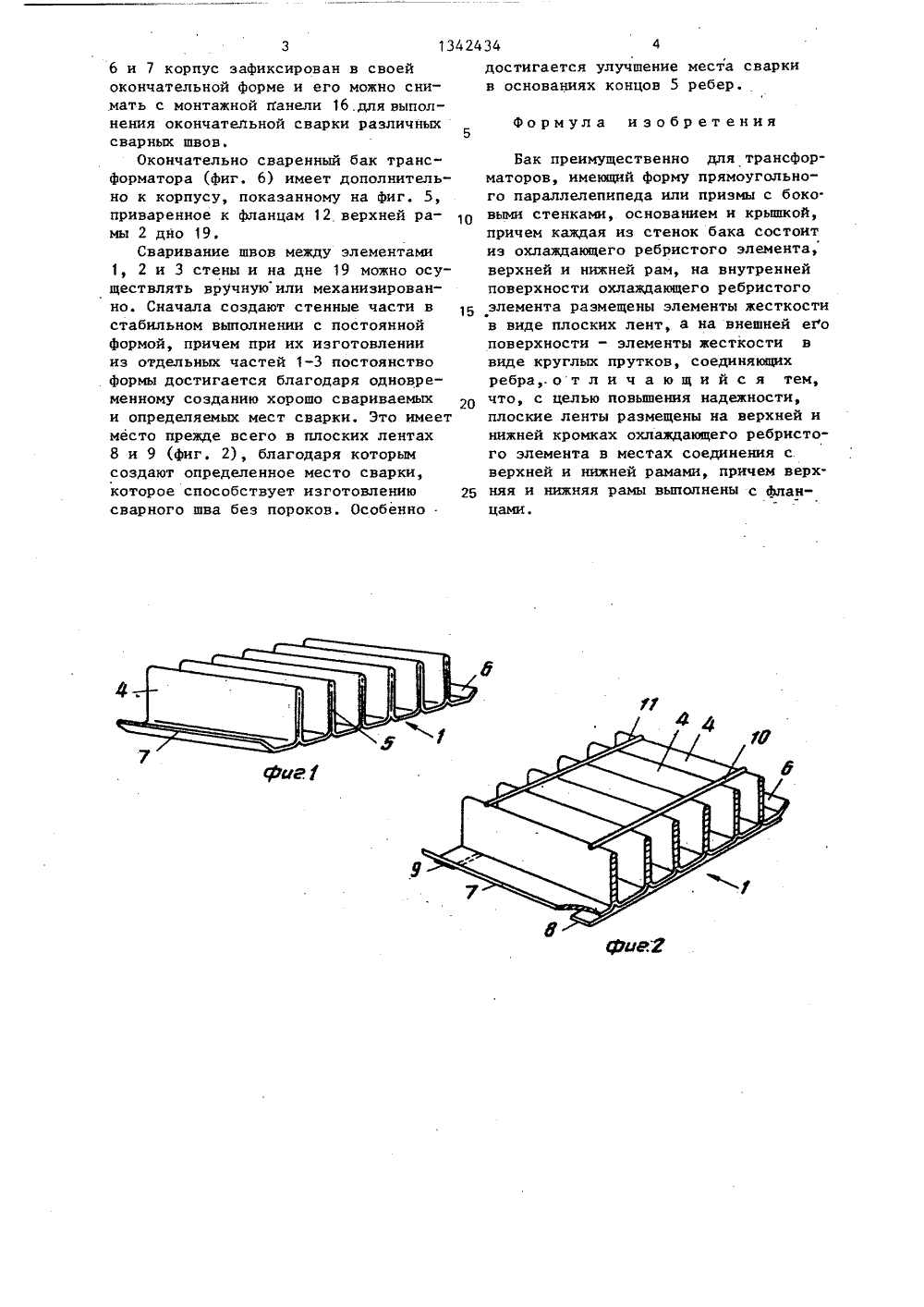
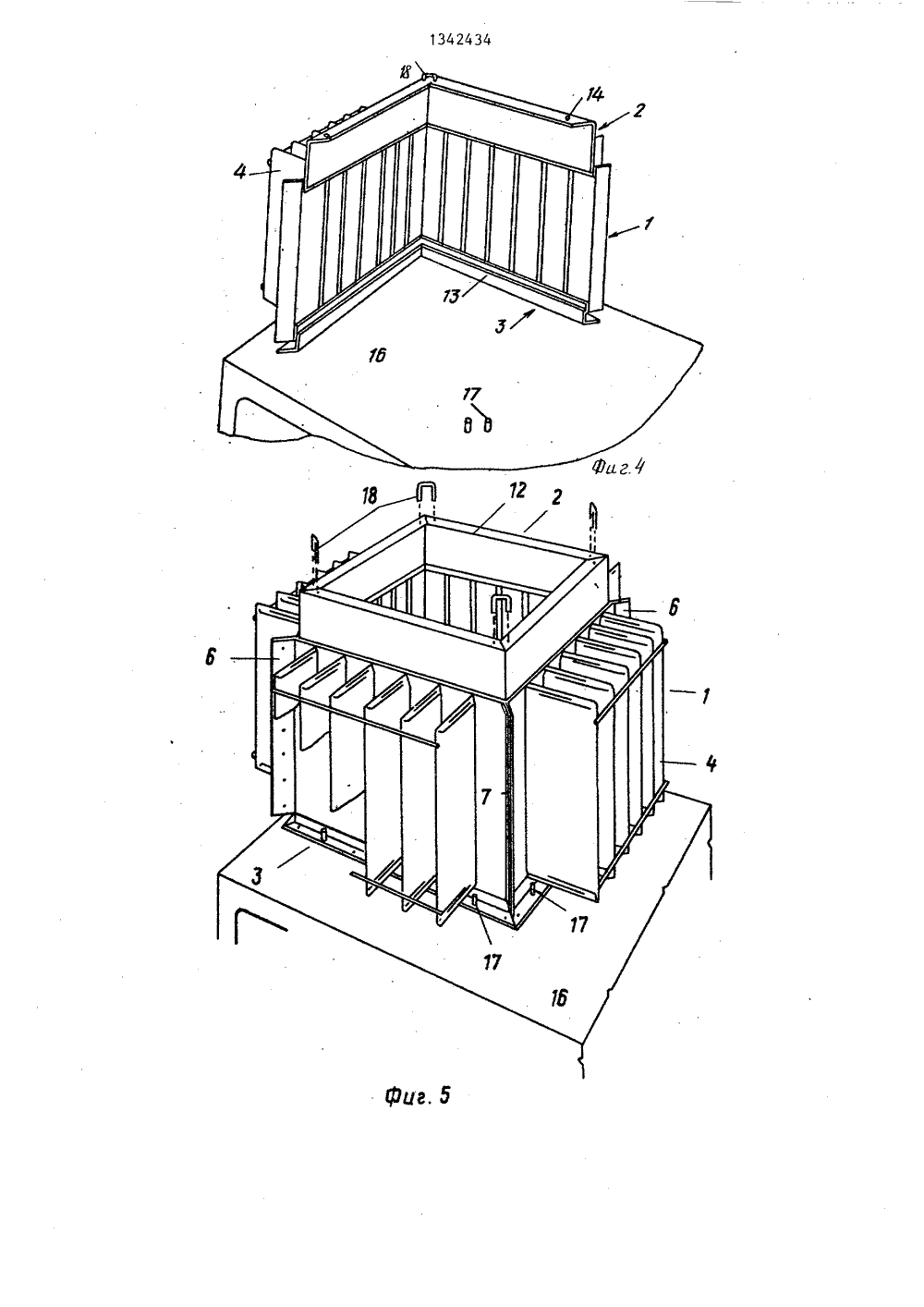
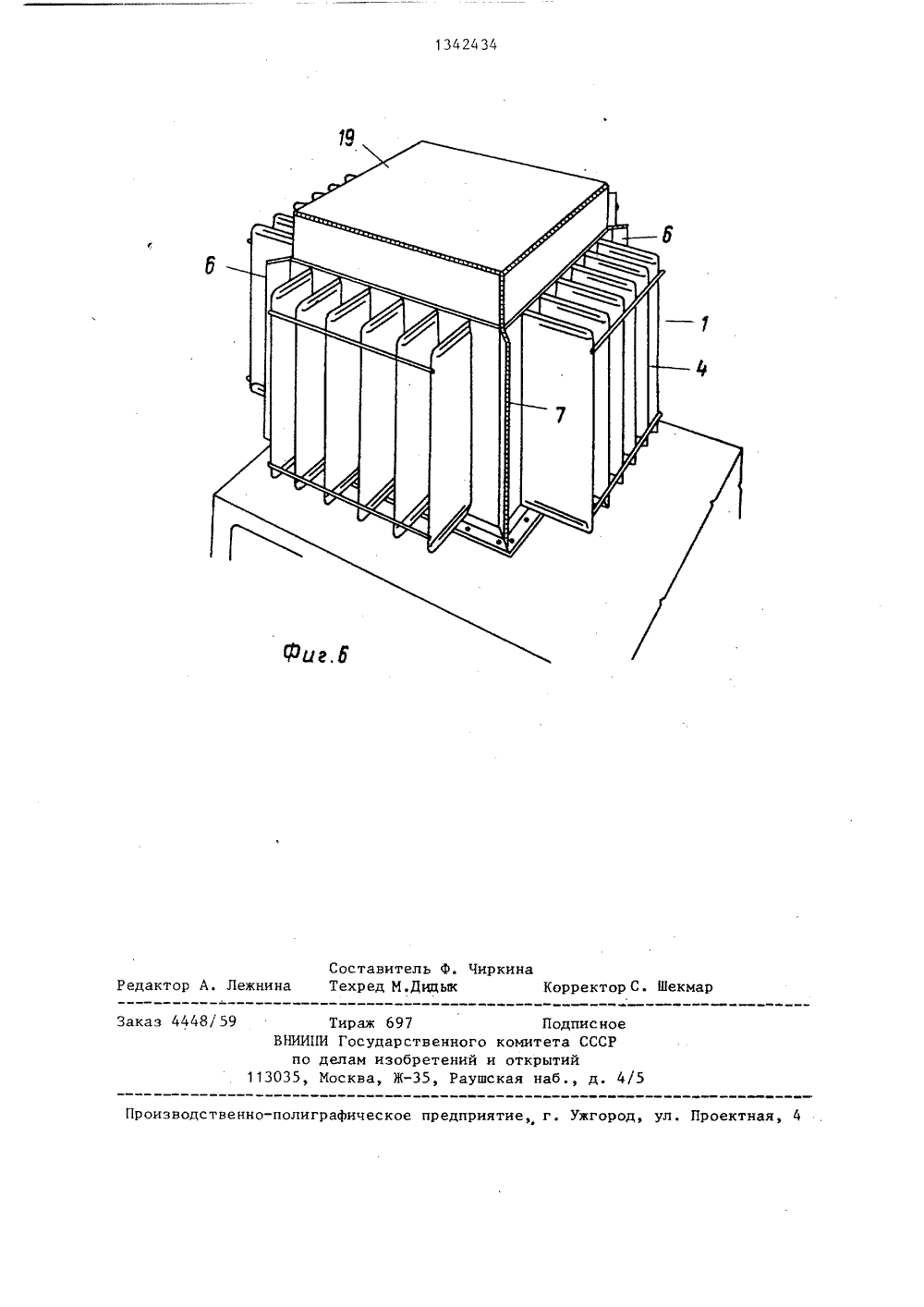
(594 Н 01 Р 27 02 ВСЕС(1 ЖОПИСАНИЕ ИЗОБРЕТЕНИЯК ПАТЕНТУ 11 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(71) Цшокке Вартманн АГ (СН)(54) .БАК ПРЕИМУЩЕСТВЕННО ДЛЯ ТРАНСФОРМАТОРОВ (57) Изобретение относится к электротехнике, в частности к конструкциям трансформаторов. Цель изобретения - повышение надежности. Устройство содержит стенки, каждая из которых состоит из ребристого элемента 1,верхней и нижней рам 2, 3, крышки и основания. Благодаря размещению на внутренних кромках ребристого эле. мента, элементов жесткости в виде плоских лент 8, 9 в местах соединения ребристого элемента 1 с верхней 2 и нижней 3 рамами и наличию элементов жесткости в виде круглых прутков эФ 10, 11 на внешней поверхности ребристого элемента 1 повышается надежность бака трансформатора. 6 ил.13424 1Изобретение относится к электротехнике и может быть использовано преимущественно в конструкциях трансформаторов.Целью изобретения является повы 5 шение надежности.На фиг. 1 представлен охлаждающий ребристый элемент из складчатой листовой стали, общий вид; на фиг. 2 охлаждающий ребристый элемент с прикрепленными элементами жесткости; на фиг. 3 - стенка бака, собранная из охлаждающего ребристого элемента, верхней и нижней рам, общий вид; на 15 фиг. 4 - сборка двух стенных частей и их позиционирование на монтажной поверхности; на фиг. 5 - сборка и позиционирование четырех стенных частей на монтажной поверхности; на20 фиг. 6 - сваренные стенки бака с приваренной дном ванны.Бак имеет форму прямоугольного параллелепипеда или призмы и содержит стенки, каждая из которых состоит из 25 ребристого элемента 1 и верхней и нижней рам 2 и 3. Ребристый элемент 1 выполнен с охлаждающими ребрами 4, концы которых расплющены. Края 6 и 7 ребристого элемента выполнены под углом 45 . К верхней и нижней кромкам внутренней поверхности ребристого элемента 1 приварены элементы жесткости в виде плоских лент 8 и 9, а к внешней поверхности - элементы жесткости 10 и 11 в виде круглых прутков.35Предлагаемый бак изготавливают следующим образом.Сначала изготавливают охлаждающий ребристый элемент 1. Для этого разма тывают свернутую в рулон стальную ленту шириной, равной ширине охлаждающего ребристого элемента 1, и снабжают в огибочном прессе полыми охлаждающими ребрами 4, конец 5 которых расплющивают. Края 6 и 7 ребристого элемента загибают предпочтительно подоуглом 45 к плоскости ленты.Изготовленный охлаждающий ребристый элемент 1 усиливают на боковых50 краях путем приваривания плоских лент 8 и 9 (фиг, 2), причем охлаждающие ребра 4 усиливают на их концах посредством круглых прутков 10 и 11. Если длина охлаждающих ребер 4 большая, то можно приваривать другие55 круглые прутки.Каждую стенку бака собирают из охлаждающего ребристого элемента 1,34 2верхней 2 и нижней 3 рам. Верхняя 2 и нижняя 3 рамы сварены с охлаждающим ребристым элементом 1 на их боковых стенках, после того как были сварены концы 5 охлаждающих ребер 4, На свободных концах верхней 2 и нижней 3 рамы выполнено по одному фланцу 12 и 13, которые снабжены отверстиями 14 и 15.На фиг. 4 показана подготовка элементов 1, 2 и 3 стенки к соединению сваркой в бак трансформатора. Элементы стенки опирают частью рамы 3 на монтажную панель. 16 и позиционируют. Позиционирование осуществляют посредством размещенных в монтажной панели 16 позиционирующих пальцев 17, на которые устанавливают фланец 13 нижней рамы 3 с помощью нескольких отверстий 15. Отверстия 14 верхней рамы 2 служат для установки скобы 18 и, следовательно, соединения двух стенок. Так как охлаждающий ребристый элемент 1 благодаря элементам 8-11 жесткости является устойчивым, то это касается также и всех элементов 1, 2 и 3 стенки, следовательно, их можно легко позиционировать.Как показано на фиг. 5, четыре стенки объединяют в корпус бака, причем каждая стенка установлена в заданное место посредством позиционирующих пальцев 17 и соединена посредством скоб 18. Загнутые начальные и конечные края 6 и.7 служат для того, чтобы облегчить позиционирование стенных частей и сделать возможным хорошее сварное соединение охлаждаюших ребристых элементов 1, Благодаря наклонным начальным и конечным краям 6 и 7 можно компенсировать неизбежные допуски на изготовление. Края 6 и 7 прилегают друг к другу, поэтому на их периферии образуется точно определенное место сварки, которое способствует созданию качественного сварного шва без пороков.Если стенки бака установлены в заданное место и соединены, то края 6 и 7 соединяют с помощью точечной сварки, причем целесообразно переносить сварные точки внутрь к основанию краев 6 и 7, чтобы при возникновении внутреннего давления избегать или по меньшей мере соблюдать небольшим появление изгибающих напряжений в периферийном сварном шве краев 6 и Благодаря точечной сварке на краях41342434 места сваркигается улучшение месдостигв основаниях концов р я трансфорБак преимущественно длматоров, имеющи фи фор" ф му прямоугольномы с боко.епипеда или призмы сго параллелепкрьппкой,основанием и к10 выми стенками, остенок бака со стоитпричем аждк ая изго элемента,ающего ребристогонутреннейнижней рам, на вверхней и нижхл ающего ре рисб тогоповерхности охлажджесткостита азмещены элементы жестков виде плоских лент, а на- элементы жесткости впов ре хности - элтков, соединяющихвиде круглых прутков,и й с я темеба,.отличающ1ре ра,.ения надежности,с целью повьппеничтоы на верхней ит плоские ленты р азмещеныа его ре ра б истонижней кромках охлаждающв местах соединения сго элемента в мп ичем верх" и нижней рамами, причверхнеи иняя рамы выполнены с ан 25 няя и нижняя рацами . 36 и 7 корпус зафиксироован в своейме и его можно сниокончательной форме16. я выполмать с м онтажной йанели .длличных кения окончат ельной сварки разл сварных швов.бак трансОкончательно сваренный ак т( иг. 6) имеет дополнительформатора (фиг.корпусу, показанному на иг. приваренное к фланцам вер мы 2 д2 но 19.элементамиСваривание швов между э 1, и 12 3 стены и на дне 119 можно осув чную или механизир ованществлять вручые части вСначала создают стенные част но. начи с постоянной стабильном выполнении сформой, причем прпри их изготовлении1-3 постоянство из оотдельных частей - поостигается благодаря одо новреформы достихо ошо свариваемых менному созданию хорошо сведеляемых мест св ра ки. Это имееплоских лентах место прежде всего в плос 8 и 9 (фиг. 2) благодаря которыме место сварки, создают определенноспособствует изготовлению которое спосо ствО бенно сварного шва без пор оков. со Формула изобр етения5/5 шская н оизводственно-полиграфическое предприятие, г. Ужгоро роектная,каз 4448/ 59 Тираж 697ВНИИПИ ГосудаРстпо делам изобр113035, Москва, ЖПодписиого комитета СССий и открытий
СмотретьЗаявка
3680413, 28.12.1983
Цшокке Бартманн АГ
ВАЛЬТЕР КАНИС
МПК / Метки
МПК: H01F 27/02
Метки: бак, преимущественно, трансформаторов
Опубликовано: 30.09.1987
Код ссылки
<a href="https://patents.su/5-1342434-bak-preimushhestvenno-dlya-transformatorov.html" target="_blank" rel="follow" title="База патентов СССР">Бак преимущественно для трансформаторов</a>
Способ восстановления нижней стенки орбиты

Номер патента: 1358940
Опубликовано: 15.12.1987
Автор: Стадин
МПК: A61F 9/00
Метки: восстановления, нижней, орбиты, стенки
...Москва, Ж - 35, Раушская наб., д. 4/5Производственно. полиграфическое предприятие, г, Ужгород, ул. Проектная, 4 Изобретение относится к медицине, а именно к онкологии, и касается способов хирургического лечения рака верхней челюсти.Целью изобретения является предупреждение натяжения лоскута. Способ осуществляют следующим образом.После резекции верхней челюсти, скуловой кости и решетчатого лабиринта рассекают слизистую щеки по переднему краю жевательной мышцы. Последнюю выделяют тупым путем, Затем мышцу по средней линии рассекают вдоль волокон на всю толщину, Переднюю часть мышцы отсепаровывают от нижней челюсти. Образовавшийся лоскут рассекают сверху вниз от скуловой дуги, при этом образуется У-образный лоскут с тремя ножками...
Чувствительный элемент системы защиты гибкой стенки регулируемого сопла аэродинамической трубы
Номер патента: 487570
Опубликовано: 15.03.1994
МПК: G01M 9/04
Метки: аэродинамической, гибкой, защиты, регулируемого, системы, сопла, стенки, трубы, чувствительный, элемент
ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ СИСТЕМЫ ЗАЩИТЫ ГИБКОЙ СТЕНКИ РЕГУЛИРУЕМОГО СОПЛА АЭРОДИНАМИЧЕСКОЙ ТРУБЫ, содержащий жесткий консольный рычаг, закрепленный на гибкой стенке в плоскости ее изгиба посредством П-образной стойки, и микровыключатели, отличающийся тем, что, с целью повышения точности контроля предельно допустимых значений изгибающего момента и осуществления его одновременно в двух сечениях гибкой стенки регулируемого сопла, чувствительный элемент снабжен вторым жестким консольным рычагом, закрепленным на гибкой стенке в плоскости ее изгиба с помощью П-образной стойки, причем свободный конец каждого рычага размещен между головками микровыключателей, укрепленных на другом рычаге, а соотношение длин названных рычагов и расстояния между осями...
Способ репозиции глазного яблока при переломах нижней стенки орбиты

Номер патента: 1162426
Опубликовано: 23.06.1985
Авторы: Атькова, Безруков, Брусова, Васильева, Зайцев, Ипполитов
МПК: A61F 9/007
Метки: глазного, нижней, орбиты, переломах, репозиции, стенки, яблока
...К, находилась на лечении по поводу грубойдеформации скулоорбитальной области, выраженной статической диплопии.Больной быпа произведена оператинная репозиция костей скулоорбитальной области и постановка их в пра 35вильное положение, мобилизация глазного яблока. Однако в ближайшем иотдаленном послеоперационных периодах у больной отмечалась диплопия иэнофтальм. При клиническом, стереорентгенологическом и офтальмологическом обследованиях выявлен дефектдна глазницы, рубцовая контрактураглазного яблока в заднем нижнем.его отделе, нарушение подвижностиглазного ябдока кверху, смещениеглазного яблока вниз на 1 см, энофтальм 4 ми.Произведена операция следующимобразом,Разрез кожи по нижнему веку,отступив 1-1,5 мм от ресиичного края. Кожа...
Способ восстановления нижней стенки глазницы

Номер патента: 1607804
Опубликовано: 23.11.1990
МПК: A61F 9/007
Метки: восстановления, глазницы, нижней, стенки
...8-е сутки и больного выписывают из онара,имер. Больной К., 45 лет. Диа ьчатый перелом скуловой кости с метичеспераций, тационаосстановления нижн ем замещения дефе ансплантатом, отли елью уменьшения п жнений, дефект стен мещают деминерал вым трансплантато й впадины трупа-до Способ в глазницы пут гическим тр тем что с ц ционных осло впадины за костно-хряще из вертлужноеи стенки та биолочающийся слеопераи глазнои зованнымвзятым ора. вкладпослона 6 -гноз: лева,оскол го кра слаив го кр всему тором глазни ее дна щают измерконсе ной в ОРСКОМУ СВИДЕТЕЛЬСТВ(54) СПО НЕЙ СТЕ (57) И зоб именно к может бы вреждений изобретени достигаетснои впади хрящевым лужной вп СОБ ВОССТАНОВЛЕНИЯ НИЖНКИ ГЛАЗНИЦЫретение относится к медицине, а костно-пластической...
Эндопротез нижней стенки глазницы

Номер патента: 1725875
Опубликовано: 15.04.1992
Авторы: Гюнтер, Итин, Медведев, Монасевич, Поленичкин, Темерханов
МПК: A61F 2/14
Метки: глазницы, нижней, стенки, эндопротез
...высоте поднятия глазного яблока. Пластины эндопротеза 1, 2 сжимают специальным зажимом до расстояния, равного сечению витка пружины. Конусность 10 пружины 3 предотвращает перехлыст витков. В таком положении эндопротез вводят в полость глазницы. Основную пластину 1 фиксируют к нижнеглазничному краю скоб-кой 4 из никелида титана с памятью формы 15 (фиг, 4), внедряя концы скобки в указанные отверстия, Рану промывают антисептиками, послойно ушивают и.дренируют. Первичная фиксация основной пластины обеспечивается за счет компрессии скобки 20 4, при этом сила трения на контакте кость - пористый никелид титана препятствует миграции пластины, В дальнейшем надежная фиксация основной пластины обеспечивается в результате прорастания ее костной...
Предыдущий патент: Изоляционная лента
Следующий патент: Труба-оболочка из пластмассы для электромонтажа
Случайный патент: Способ производства минераловатных изделий на синтетическом связующем