Способ токарной обработки вращающимся резцом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
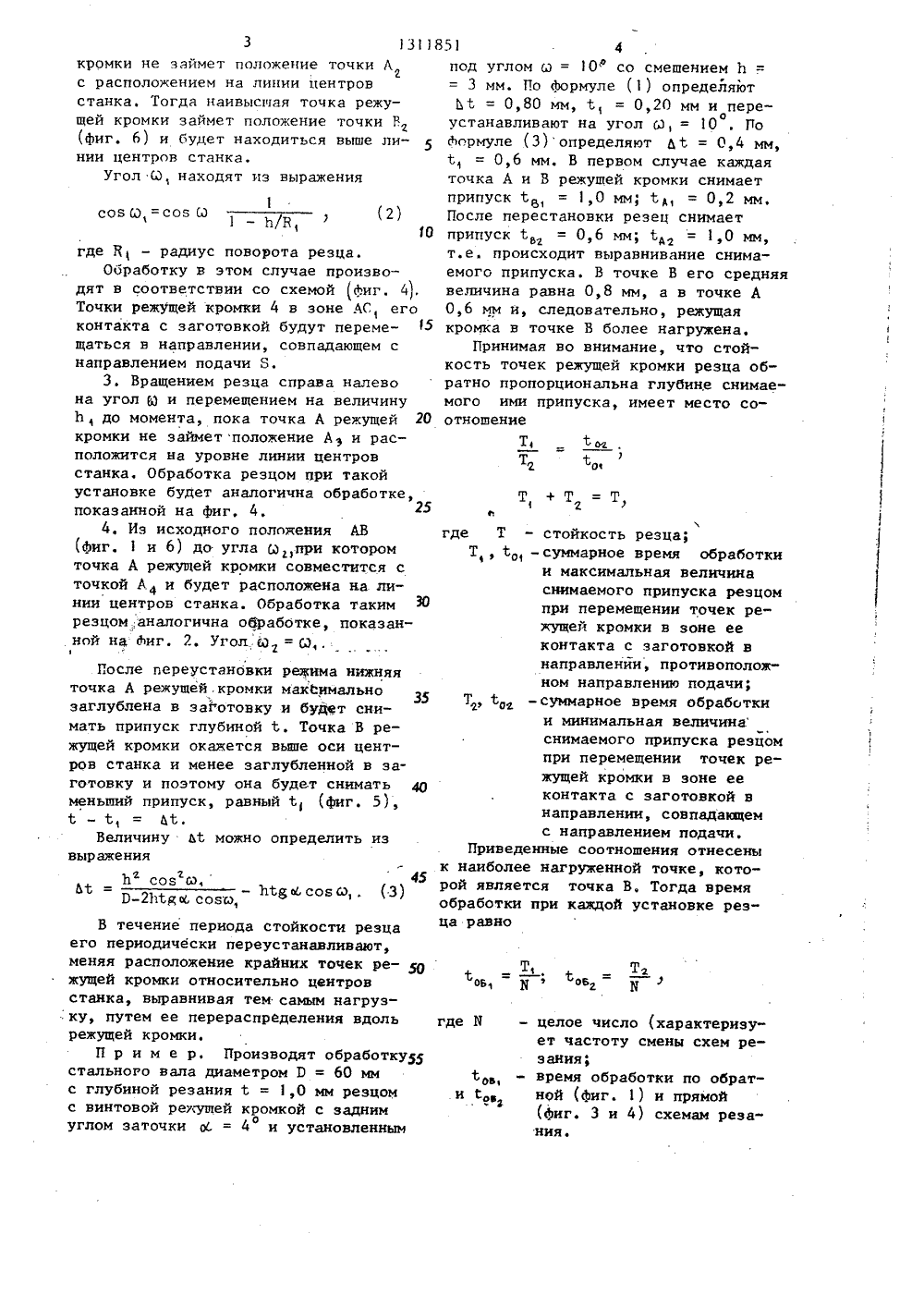
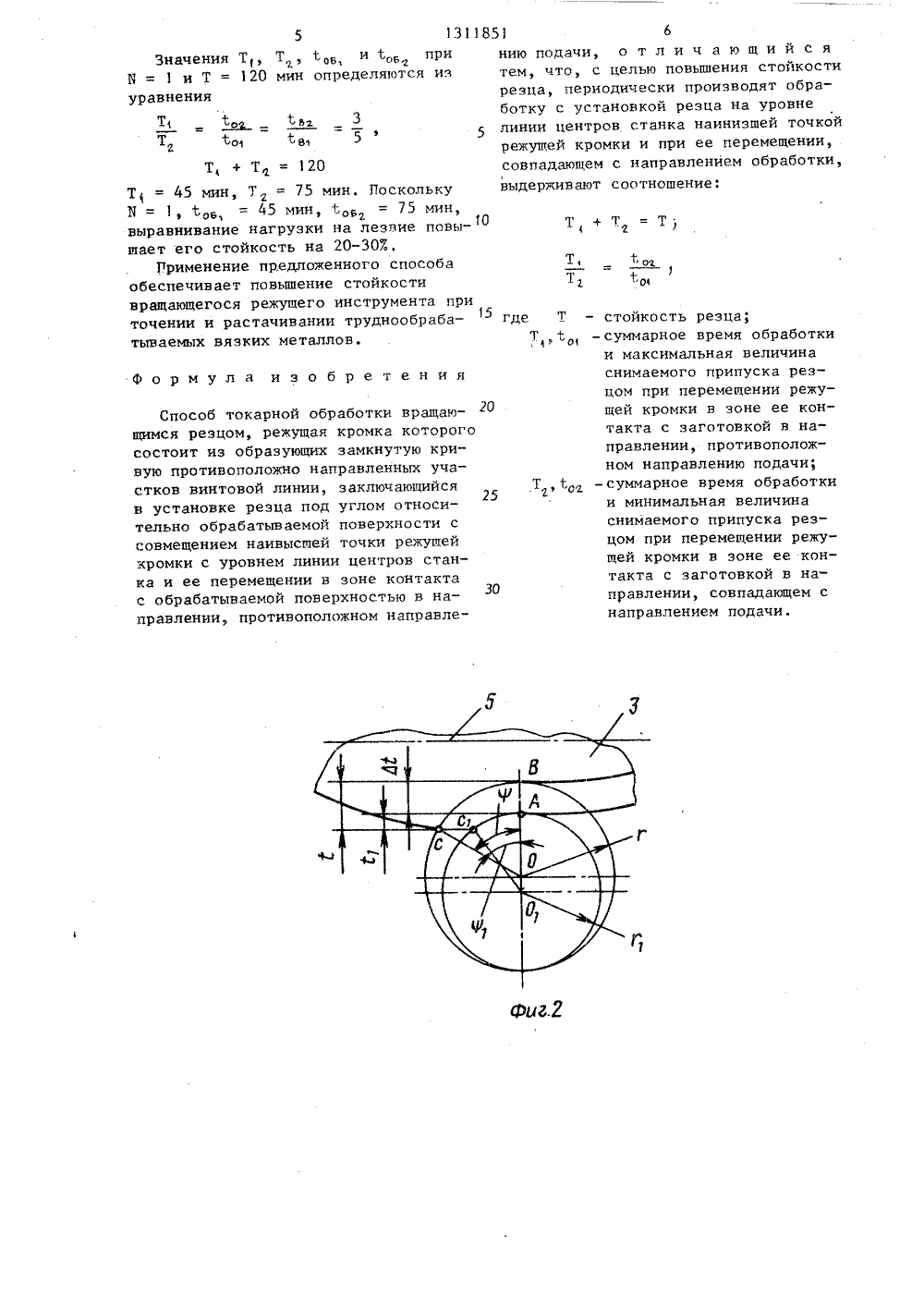
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 191 511 4 В 23 В 1 ОПИСАНИЕ ИЗОБРЕТЕН ЛЬСТ К АВТОРСКОМИ ОБРАБОТКИ ВРА ОКАОМнире работется относится к анием ииспол тачивании за отовок металя повыумента еделебатываемых вязки обретения являет ти режущего инст ического перерасп ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ 3962615/31-0811.10,8523,05.87. Бюл, У 19Могилевское отделение фиэикоческого института АН БССРГ. Ф. Шатуров, Е. ф. ШатуровБ. Колтушкин621.941.1(088.8)Авторское свидетельство СССРявке У 3661746/08,23 В 1/00, 1983,по закл. В(54) СПОСОБ Т ШАРИМСЯ РЕЗЦ (57) Изобрете ке материалов при точении и из труднообра лов. Целью из шение стойкос путем период ния нагрузки вдоль его режущей кромки. Указанная цель достигается тем, что периодически производят обработку с установкой резца 1 на уровне линии 5 центров наинизшей точкой А режущей кромки 4, и при ее перемещении, совпадающем с направлением обработки, выдерживая при этом соотношение т + + т 2 = т; Т : Т 2 = 102Со где Т - стойкость резца; т, С, - суммарное время обработки и максимальная величина снимаемого припуска резцом при перемещении режущей кромки в зоне ее контакта с заготовкой в направлении, противоположном направлению подачи; т , 10 - суммарное время об- д работки и минимальная величина снимаемого припуска резцом при перемещении режущей кромки в зоне ее контакта с заготовкой в направлении, совпадающем с направлением подачи. 6 ил.1 13118Изобретение относится к обработкематериалов резанием и может быть использовано при точении и растачиваниизаготовок из труднообрабатываемых вязких металлов, 5Цель изобретения - повышение стойкости режущего инструмента путем периодического перераспределения нагрузки вдоль его режущей кромки,На фиг, 1 представлена схема об Оработки резцом с винтовой режущейкромкой по предлагаемому способу приперемещении ее точек в зоне контактас заготовкой против направления подачи Б; на фиг, 2 - совмещенные сечения 15резца плоскостями, проходящими черезнаивысшую В и наинизшую А точки винтовой линии перпендикулярно к оси резца на фиг. 1; на фиг, 3 - схема обработки резцом с винтовой режущей кром Окой при перемещении ее точек в зонеконтакта с заготовкой в направлении,совпадающем с направлением подачи Б,имеющей направление слева направо;25на фиг. 4 вто же, с направлениемсправа налево; на фиг, 5 - совмещенные сечения резца плоскостями, проходящими через наивысшую и наинизшую,точки винтовой режущей кромки перпендикулярно к оси резца на фиг. 4; нафигб - схема установки резца.Предложенный способ осуществляетсяследующим образом.Для самовращения резца 1 его ось2 устанавливают под углом я относительно обрабатываемой заготовки 3 срасположением наивысшей точки В режущей кромки 4 на уровне линии 5 центров станка (оси заготовки)(фиг. 11 иполучения, например, положительногоугла наклона режущей кромки, Послевключения вращения заготовки3, движения подачи 8 и набораглубины С резец снимает припуск сперемещением точек режущей кромки 4в зоне ее контакта (на дуге ВС,фиг, 1) с заготовкой в направлении,противоположном направлению подачи Б.Наивысшая точка В режущей кромки 4,расположенная на наибольшем радиусег резца 1, снимает максимальный припуск глубиной С (фиг, 2), так какона наиболее заглублена в обрабатываемую заготовку 3, Точка А режущейкромки, расположенная на наименьшемрадиусе г, = г - Ь Сд Ы, (где Ь -высота смещения точек А и В режущейкромки вдоль оси 2 резца 1; Ы - зад 51 2ний угол заточки резца), снимает наименьший припуск С. Уменьшение припуска, приходящегося на точку А режущей кромки, обусловлено уменьшением радиуса. г 1 по сравнению с радиусом г в точке В, а также ее удалением от осн 5 центров станка. Уменьшение глубины 6 С снимаемого припуска для точки А режущей кромки можно определить из выраженияЬС = Ь Са Ы+ ,(1)в+21 аК созгде В - диаметр обработанной заготовки;Я - угол установки резца;Ь - расстояние между наинизшей инаивысшей точками режущейкромки, измеренное вдоль осирезца;б - задний угол заточки резца,Глубина снимаемого припуска, приходящаяся на точку А режущей кромки, равна С, = С - ЬС. После обработки резцом 1 (фиг, 1) в течение. времени меньшем периода Т его резца производят переустановку резца таким образом, чтобы точка А, расположенная . вдоль оси 2 резца 1 ниже точки В, была заглублена в заготовку на большую величину, чем точка В, и снимала наибольший припуск, равный С, а точка В снимала бы меньший припуск, равныйДля этого резец можно установить следующими методами.1, Не изменяя угол Я из положения резца, показанного на фиг. 1 и 6, когда точка В режущей кромки находится на уровне центров станка, а точка А режущей кромки расположена ниже оси центров, резец поднимают на величину Ь. Теперь точка В режущей кромки займет положение точки В, (фиг, 6) и будет выше линии центров, а точка А займет положение А и расположится на уровне центров. Обработку в этом случае необходимо производить при направлении подачи Б слева направо. (фиг. 3). Точки режущей кромки в рабочей зоне АС будут перемещаться в направлении, совпадающем с направлением подачи Б.2. Вращением резца вокруг центра О слева направо на угол Я + Я,) до момента, пока точка А режущей318 кромки не займет положение точки Л с расположением на линии центров станка. Тогда наивысшая точка режущей кромки займет положение точки Р (фиг. 6) и будет находиться выше линии центров станка.Угол Я 1 находят из выражения 1созя,=соя Ы1(2) В течение периода стойкости резца его периодически переустанавливают, меняя расположение крайних точек ре жущей кромки относительно центров станка, выравнивая тем самым нагрузку, путем ее перераспределения вдоль режущей кромки.П р и м е р, Производят обработку 55 стального вала диаметром Р = 60 мм с глубиной резания С = 1,0 мм резцом с винтовой режущей кромкой с заднимоуглом заточки 0 с = 4 и установленным где Я - радиус поворота резца,Обработку в этом случае производят в соответствии со схемой 1 иг. 4),Точки режУщей кромки 4 в зоне АС, егоконтакта с заготовкой будут перемещаться в направлении, совпадающем снаправлением подачи Б.3. Вращением резца справа налевона угол Я и перемещением на величинуЬ, до момента, пока точка А режущей 20кромки не займет положение А з и расположится на уровне линии центровстанка. Обработка резцом при такойустановке будет аналогична обработке,показанной на фиг. 4.254, Из исходного положения АВ(Лиг, 1 и 6) до угла и ,при которомточка А режущей кромки совместится сточкой Ь 4 и будет Расположена на линии центров станка. Обработка такимрезцом, аналогична обработке, показанной НФ Аиг. 2 угол Я 2 = У,.После переустановки режима нижняяточка А режущей. кромки максимальнозаглублена в заготовку и будЕт снимать припуск глубиной С. Точка В режущей кромки окажется выше оси центров станка и менее заглубленной в заготовку и поэтому она будет снимать 40меньший припуск, равный С (Фиг. 5),Величину ЬС можно определить извыражениясоз Я45ЬС - МеС сов Я,. (3)1)-211 С 1 а сояиТ С,где Т - стойкость резца;Т С 0, - суммарное время обработкии максимальная величинаснимаемого припуска резцомпри перемещении точек режущей кромки в зоне ееконтакта с заготовкой внаправленйи, противоположном направлению подачи;Т, Сщ -суммарное время обработкии минимальная величинаснимаемого припуска резцомпри перемещении точек режущей кромки в зоне ееконтакта с заготовкой внаправлении, совпадающемс направлением подачи.Приведенные соотношения отнесены к наиболее нагруженной точке, которой является точка В. Тогда время обработки при каждой установке резца равно Т 0, я 1 ОБ яцелое число (характеризует частоту смены схем резания; время обработки по обратной (Фиг. 1) и прямой51 4под углом ы = 10 со смешением Ь = = 3 мм. По Формуле (1) определяют ЬС = 0,80 мм, С, = 0,20 мм и пере- устанавливают на угол М, = 10 , По ормуле (3)определяют дС = 0,4 мм,= 0,6 мм. В первом случае каждая точка А и В режушей кромки снимает припуск С = 1,0 мм; С 1 = 0,2 мм, После перестановки резец снимает припуск С, = 0,6 мм; С = 1,0 мм, т.е. происходит выравнивание снимаемого припуска. В точке В его средняя величина равна 0,8 мм, а в точке А 0,6 мм и, следовательно, режущая кромка в точке В более нагружена.Принимая во внимание, что стойкость точек режущей кромки резца обратно пропорциональна глубине снимаемого ими припуска, имеет место со- отношение5 131 Значения Т 1, Т, Сщ, и Сов., при Б = 1 и Т = 120 мин определяются иэ уравненияТ 1 о С ва 3 Со 1 С а 5 Т, + Т= 120Т = 45 мин, Т = 75 мин, Лоскольку- Сов, -- 45 мин 1 Сов = 75 мин, выравнивание нагрузки на лезвие повышает его стойкость на 20-303.Применение предложенного способа обеспечивает повышение стойкости вращающегося режущего инструмента при точении и растачивании труднообрабатываемых вязких металлов.Формула изобретенияСпособ токарной обработки вращающимся резцом, режущая кромка которого состоит из образующих замкнутую кривую противоположно направленных участков винтовой линии, заключающийся в установке резца под углом относительно обрабатываемой поверхности с совмещением наивысшей точки режущей кромки с уровнем линии центров станка и ее перемещении в зоне контакта с обрабатываемой поверхностью в направлении, противоположном направле выдерживают соотношение: 1 О Т,+Т=Т СС(7 Т,15Т,стойкость резца;суммарное время обработкии максимальная величина ТСо снимаемого лрипуска резцом при перемещении режущей кромки в зоне ее контакта с заготовкой в на 20 правлении, противоположном направлению подачи;25- суммарное р обработкии минимальная величина снимаемого припуска резцом при перемещении режущей кромки в зоне ее контакта с заготовкой в направлении, совпадающем снаправлением подачи. 1851 6нию подачи, о т л и ч а ю щ и й с ятем, что, с целью повышения стойкостирезца, периодически производят обработку с установкой резца на уровнелинии центров станка наинизшей точкойрежущей кромки и при ее перемещении,совпадающем с направлением обработки,1311851 3 1 2 фиг.3 СоставительТехред Н.Глущ Золотовнко Корректо бруча едактор А. Козори Заказ 1918/1 раж 976Государственнолам изобретенииосква, Ж, Р/5 Производственно-полиграфическое предприятие, г. Ужгород, ул, Проектная, 4 Ти ВНИИПИ по де 3035, ИПодписноекомитета СССРи открытийушская наб., д
СмотретьЗаявка
3962615, 11.10.1985
МОГИЛЕВСКОЕ ОТДЕЛЕНИЕ ФИЗИКО-ТЕХНИЧЕСКОГО ИНСТИТУТА АН БССР
ШАТУРОВ ГЕННАДИЙ ФИЛИППОВИЧ, ШАТУРОВ ЕВГЕНИЙ ФИЛИППОВИЧ, КОЛТУШКИН ИГОРЬ БОРИСОВИЧ
МПК / Метки
МПК: B23B 1/00
Метки: вращающимся, резцом, токарной
Опубликовано: 23.05.1987
Код ссылки
<a href="https://patents.su/5-1311851-sposob-tokarnojj-obrabotki-vrashhayushhimsya-rezcom.html" target="_blank" rel="follow" title="База патентов СССР">Способ токарной обработки вращающимся резцом</a>
Датчик положения кромки режущего инструмента

Номер патента: 1606852
Опубликовано: 15.11.1990
Авторы: Андреев, Бирюков, Линд, Марков, Педь, Серко, Трохов, Шулепов
МПК: B23Q 35/04, G01B 11/00
Метки: датчик, инструмента, кромки, положения, режущего
...гранью куба-призмы 5 излучение отклоняется на призму б, отражается от ее гипотенузной грани и выходит из первого призменного блока вверх по направлению оси ОУ, скани 1606852руя одновременно вдоль оси ОХ. Отразившись от гипотенузных граней прямоугольных призм 8 - 10, образующих второй блок, излучение направляется в обратном ходе вниз, сканируя уже вдоль оси ОЕ, отражается от гипотенузной грани призмы 7 и через куб-призму 5 и щелевую диафрагму 3 возвращается к призме-сканатору 2 несколько ниже оси исходного излучения. На выходе из призмы 2 в обратном ходе ось излучения становится неподвижной. Отразившись от гипотенузной грани призмы 11, излучение попадает на фотоприемник 12. Часть излучения прошедшего через полупрозрачную 510 15 грань...
Способ окончательной заточки алмазных резцов с дугообразной режущей кромкой

Номер патента: 1491666
Опубликовано: 07.07.1989
Авторы: Буков, Садов, Ульянов, Фейман
МПК: B24B 3/34
Метки: алмазных, дугообразной, заточки, кромкой, окончательной, режущей, резцов
...1,2-1,5 раза меньшей, чемв предыдущем случае (частоту вращенияопределяют, например, по показаниямтахометра, соответственно ей определяют задержку ло времени),На первом переходе окончательнойзаточки по передней поверхности удаляется часть инструментального материала, ограниченная аДСЕ (фиг.6),На втором переходе окончательнойзаточки по передней поверхности удаляется часть инструментального материала, ограниченная Л ЕЕК,Далее производят обработку заднейповерхности резца 5. При этом резец5 (фиг,4) закрепляют в призматическойдержавке 6. Стол 1 станка настраивается таким образом, чтобы обеспечитьзадний угол, меньший на 30 - 1 заднего угла предварительно заточенногорезца. Включают электродвигатель ипроизводят чистку алмазного круга...
Бесконечный ленточный электрод-инструмент с двусторонней режущей кромкой

Номер патента: 212403
Опубликовано: 01.01.1968
Авторы: Евстегнеев, Змиев, Койфман, Экспериментальный
МПК: B23H 7/08
Метки: бесконечный, двусторонней, кромкой, ленточный, режущей, электрод-инструмент
...как в процесс резания включается вторая кромка ленточного электрода - инструмента, то увеличивается, при неизменной длине ленты, время охлаждения рабочей кромки вне зоны межэлектродного зазора, вызывая равномерный износ ленты с двух сторон.На фиг. 1 изображен предлагаемый бесконечный электрод - инструмент в виде ленты; на фиг. 2 показана схема прохождения ленты в лентопротяжном механизме.Электрод - инструмент 1 выполнен в виделенты, Он разрезает заготовку 2, обхватывая 5 шкивы 3.Фиксирование ветвей ленты в необходимомположении осуществляется, например, направляющими 4 (преимущественно - направляющими скольжения).10 Подобные направляющие широко применяются в ленточных анодно-механических отрезных станках для скручивания ленты на длине...
Твердосплавная режущая пластина для отрезных, прорезных и канавочных резцов

Номер патента: 1779471
Опубликовано: 07.12.1992
МПК: B23B 27/16
Метки: канавочных, отрезных, пластина, прорезных, режущая, резцов, твердосплавная
...от верстие выполне 11 о имеющил 1 форму клиновидного паза с симметричнымизакруглениями, а боковые поверхности паза расположены параллельно вертикальнойплоскости симметрии пластины,На фиг.1 показана твердосплавная режущая пластина, вид сбоку с частичным разрезом по вертикальной плоскостисимметрии; на фиг.2 - вид А на фиг.1; нафиг,3 - вид Б на фиг,1, с частичным разрезом по оси симметрии крепежного отверстия пластины,Пластина выполнена с непараллельнымпередней поверхности 1 Ч-образным основанием 2 и имеет крепежное отверстие 3,которое расположено на противоположномрежущей кромке 4 заднем торце 5 и имеетформу клиновидного паза с параллельнымивертикальной плоскости б симметрии боковыми поверхностями 7 и симметричнымизакруглениями 8, нижнее...
Способ увеличения стойкости режущего инструмента путем введения газов в зону резания

Номер патента: 105142
Опубликовано: 01.01.1957
Автор: Якунин
МПК: G08C 19/00
Метки: введения, газов, зону, инструмента, путем, режущего, резания, стойкости, увеличения
...углекислого газа, который позволяет увеличить скорость резания на 15 - 20 о , за счет оклаждения рсжущи; лезвий инструмента.Осоосн ность предложенного способа состо)п в том, что с целно создания тонким пленок окислов, предотвращающим сваривание частиц обрабатываемого )атсриала с материалом режущего инструмента в процессе резания, в зону резания вводят кислород.Преимуществом предложенного способа является снижение возможности сваринасмости и обрьпа частиц материала рабочей части режущего инструмента, вследствие образования тниик пленок окислов, что ооусловливаст умсниисние износа инструменга. Кроме, того, п 1 ндложнный способ ув,- личения стойкости рсжупего инструмента позволяет повысить скорость резания ири то пнии бьстрор)кунц)и...
Предыдущий патент: Способ обработки асферических поверхностей вращения
Следующий патент: Способ определения среднего коэффициента трения при обработке вращающимся резцом
Случайный патент: Клеть трублформовочного стана