Установка для изготовления изделий типа колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
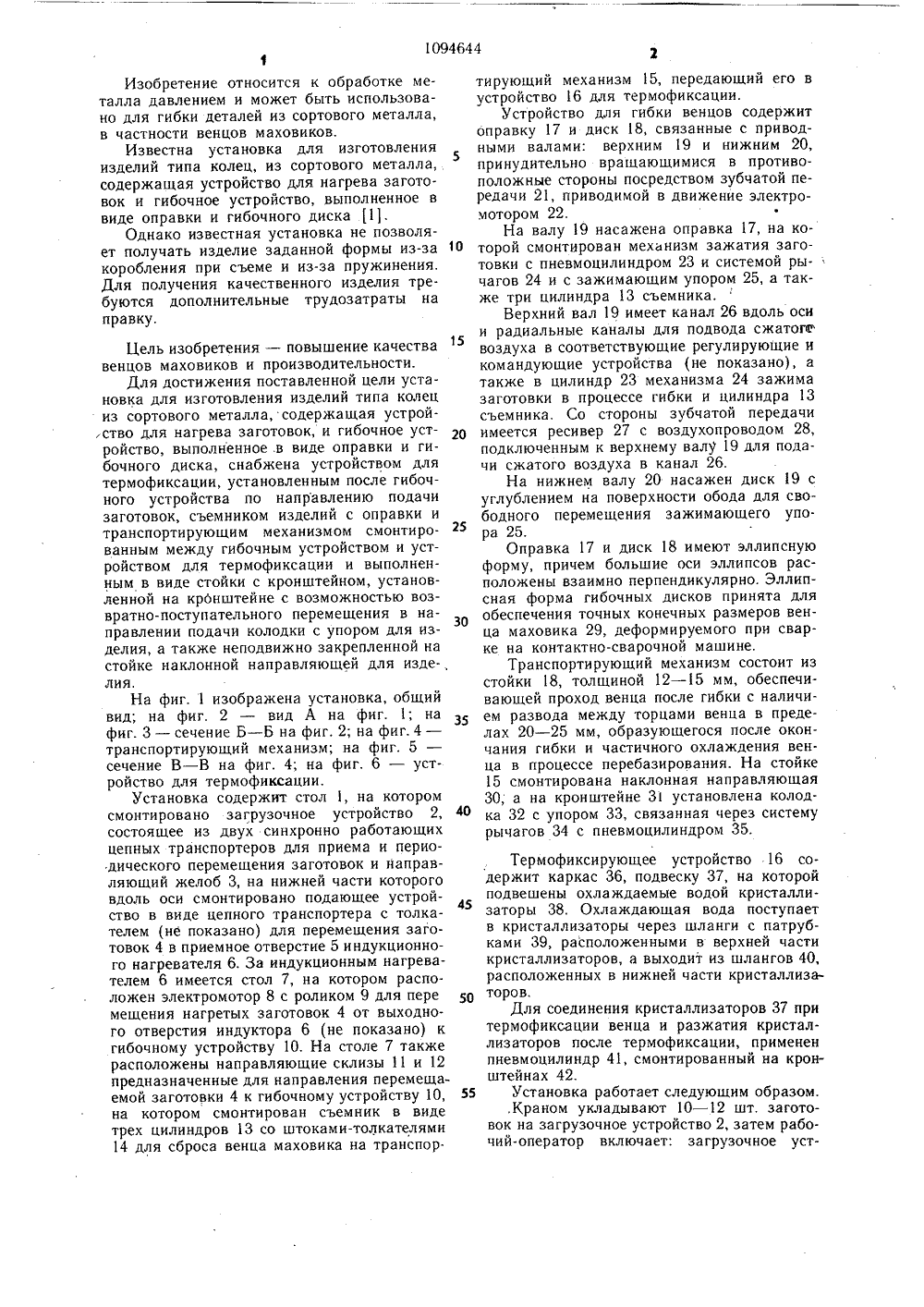
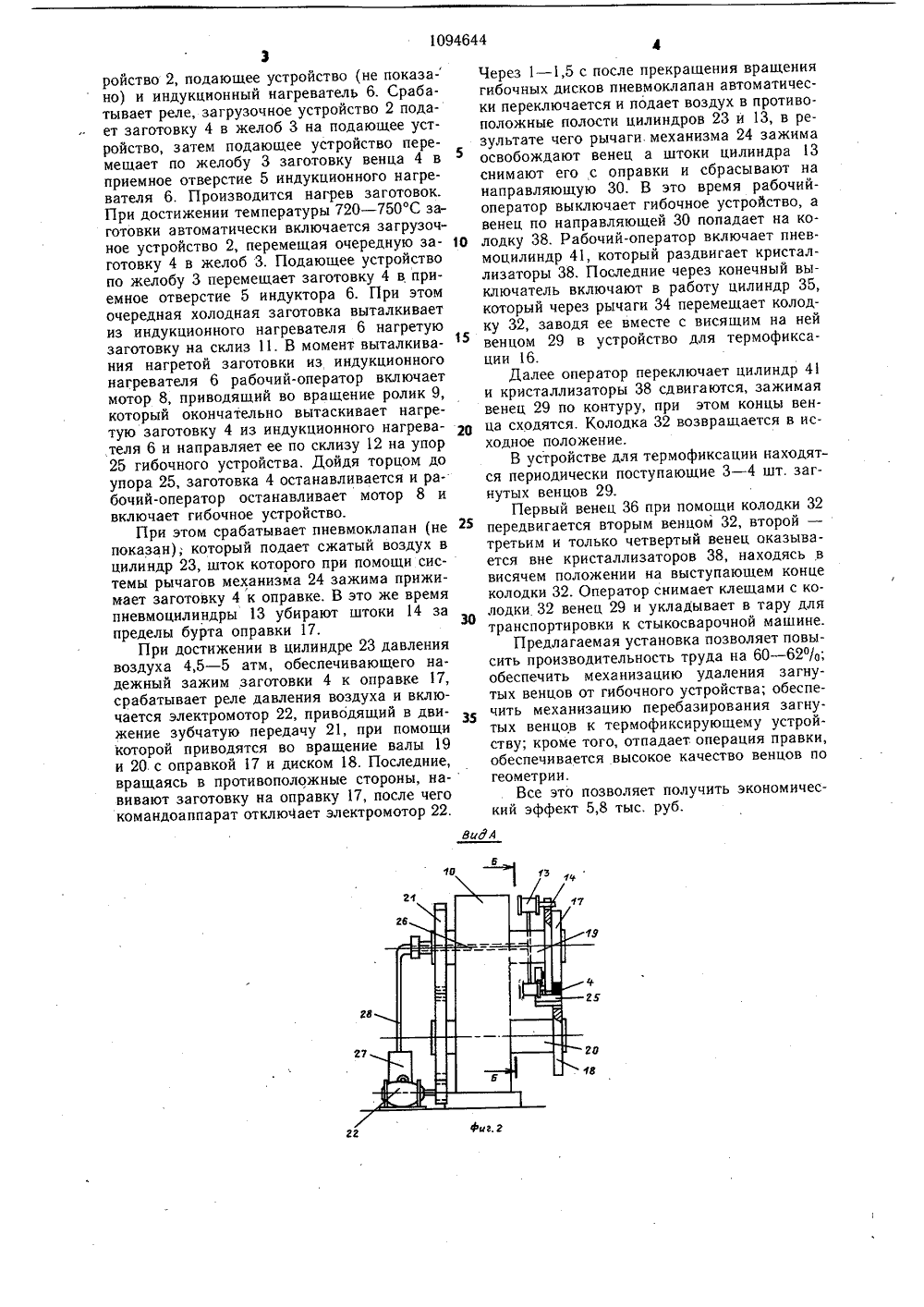
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН 21 0 ОПИСАНИЕ ИЗОБРЕТЕНИ АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ОСУДАРСТВЕННЫЙ НОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(71) Ордена Ленина и ордена ТрудовогоКрасного Знамени барнаульский завод транспортного машиностроения им. В. И. Ленина(54) (57) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КОЛЕЦ из сортового металла, содержащая устройстводля нагрева заготовок и гибочное устройЯО 1094644 А ство, выполненное в виде оправки и гибочного диска, отличающаяся тем, что, с целью повышения качества изделий и производительности, она снабжена устройством для термофиксации, установленным после. гибочного устройства по направлению подачи заготовок, съемником изделий с оправки и транспортирующим механизмом, смонтированным между гибочным устройством и устройством для термофиксации и выполненным в виде стойки с кронштейном, установленной на кронштейне приводной колодки с упором для изделия, а также неподвижно закрепленной на стойке наклонной направляющей для изделия.Изобретение относится к обработке металла давлением и может быть использовано для гибки деталей из сортового металла, в частности венцов маховиков.Известна установка для изготовления изделий типа колец, из сортового металла, содержащая устройство для нагрева заготовок и гибочное устройство, выполненное в виде оправки и гибочного диска 1).Однако известная установка не позволяет получать изделие заданной формы из-за коробления при съеме и из-за пружинения. Для получения качественного изделия требуются дополнительные трудозатраты на правку.Цель изобретения - повышение качества венцов маховиков и производительности.Для достижения поставленной цели установка для изготовления изделий типа колец из сортового металла, содержащая устрой,ство для нагрева заготовок, и гибочное устройство, выполненное .в виде оправки и гибочного диска, снабжена устройством для термофиксации, установленным после гибочного устройства по направлению подачи заготовок, съемником изделий с оправки и транспортирующим механизмом смонтированным между гибочным устройством и устройством для термофиксации и выполненным в виде стойки с кронштейном, установленной на кронштейне с возможностью возвратно-поступательного перемещения в направлении подачи колодки с упором для изделия, а также неподвижно закрепленной на стойке наклонной направляющей для изделия,На фиг. 1 изображена установка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б - Б на фиг. 2; на фиг. 4 - транспортирующий механизм; на фиг. 5 - сечение В - В на фиг. 4; на фиг. 6 - устройство для термофиксации.Установка содержит стол 1, на котором смонтировано загрузочное устройство 2, состоящее из двух синхронно работающих цепных транспортеров для приема и периодического перемещения заготовок и направляющий желоб 3, на нижней части которого вдоль оси смонтировано подающее устройство в виде цепного транспортера с толкателем (не показано) для перемещения заготовок 4 в приемное отверстие 5 индукционного нагревателя 6. За индукционным нагревателем 6 имеется стол 7, на котором расположен электромотор 8 с роликом 9 для пере мещения нагретых заготовок 4 от выходного отверстия индуктора 6 (не показано) к гибочному устройству 10. На столе 7 также расположены направляющие склизы 11 и 12 предназначенные для направления перемеща емой заготовки 4 к гибочному устройству 10, на котором смонтирован съемник в виде трех цилиндров 13 со штоками-толкателями 14 для сброса венца маховика на транспор.45 50 55 Термофиксирующее устройство 16 содержит каркас 36, подвеску 37, на которой подвешены охлаждаемые водой кристаллизаторы 38. Охлаждающая вода поступает в кристаллизаторы через шланги с патрубками 39, расположенными в верхней части кристаллизаторов, а выходит из шлангов 40, расположенных в нижней части кристаллизаторов.Для соединения кристаллизаторов 37 при термофиксации венца и разжатия кристаллизаторов после термофиксации, применен пневмоцилиндр 41, смонтированный на кронштейнах 42.Установка работает следующим образом.,Краном укладывают 10 - 12 шт. заготовок на загрузочное устройство 2, затем рабочий-оператор включает: загрузочное усттирующий механизм 15, передающий его вустройство 16 для термофиксации.Устройство для гибки венцов содержитоправку 17 и диск 18, связанные с приводными валами: верхним 19 и нижним 20,5принудительно вращающимися в противоположные стороны посредством зубчатой передачи 21, приводимой в движение электромотором 22.На валу 19 насажена оправка 1, на ко 10 торой смонтирован механизм зажатия заготовки с пневмоцилиндром 23 и системой рычагов 24 и с зажимающим упором 25, а также три цилиндра 13 съемника.Верхний вал 19 имеет канал 26 вдоль оси15 и радиальные каналы для подвода сжатогсвоздуха в соответствующие регулирующие икомандующие устройства (не показано), атакже в цилиндр 23 механизма 24 зажимазаготовки в процессе гибки и цилиндра 13съем ника. Со стороны зубчатой передачи20 имеется ресивер 27 с воздухопроводом 28,подключенным к верхнему валу 19 для подачи сжатого воздуха в канал 26.На нижнем валу 20 насажен диск 19 суглублением на поверхности обода для свободного перемещения зажимающего упора 25.Оправка 17 и диск 18 имеют эллипснуюформу, причем большие оси эллипсов расположены взаимно перпендикулярно. Эллипсная форма гибочных дисков принята дляобеспечения точных конечных размеров венца маховика 29, деформируемого при сварке на контактно-сварочной машине.Транспортирующий механизм состоит изстойки 18, толщиной 12 - 15 мм, обеспечивающей проход венца после гибки с наличием развода между торцами венца в пределах 20 - 25 мм, образующегося после окончания гибки и частичного охлаждения венца в процессе перебазирования. На стойке15 смонтирована наклонная направляющая30; а на кронштейне 31 установлена колод 4 ка 32 с упором 33, связанная через системурычагов 34 с пневмоцилиндром 35,3ройство 2, подающее устройство (не показа- но) и индукционный нагреватель 6. Срабатывает реле, загрузочное устройство 2 подает заготовку 4 в желоб 3 на подающее устройство, затем подающее устройство перемещает по желобу 3 заготовку венца 4 в приемное отверстие 5 индукционного нагревателя 6. Производится нагрев заготовок. При достижении температуры 720 - 750 С заготовки автоматически включается загрузочное устройство 2, перемещая очередную заготовку 4 в желоб 3. Подающее устройство по желобу 3 перемешает заготовку 4 в приемное отверстие 5 индуктора 6. При этом очередная холодная заготовка выталкивает из индукционного нагревателя 6 нагретую заготовку на склиз 11. В момент выталкивания нагретой заготовки из индукционного нагревателя 6 рабочий-оператор включает мотор 8, приводящий во вращение ролик 9, который окончательно вытаскивает нагретую заготовку 4 из индукционного нагревателя 6 и направляет ее по склизу 12 на упор 25 гибочного устройства. Дойдя торцом до упора 25, заготовка 4 останавливается и рабочий-оператор останавливает мотор 8 и включает гибочное устройство.При этом срабатывает пневмоклапан (не показан); который подает сжатый воздух в цилиндр 23, шток которого при помощи системы рычагов механизма 24 зажима прижимает заготовку 4 к оправке. В это же время пневмоцилиндры 13 убирают штоки 14 за пределы бурта оправки 17.При достижении в цилиндре 23 давления воздуха 4,5 - 5 атм, обеспечивающего надежный зажим заготовки 4 к оправке 17, срабатывает реле давления воздуха и включается электромотор 22, приводящий в движение зубчатую передачу 21, при помощи которой приводятся во вращение валы 19 и 20 с оправкой 17 и диском 18. Последние, вращаясь в противоположные стороны, навивают заготовку на оправку 17, после чего командоаппарат отклюЧает электромотор 22. Через 1 - 1,5 с после прекращения вращения гибочных дисков пневмоклапан автоматически переключается и подает воздух в противоположные полости цилиндров 23 и 13, в результате чего рычаги. механизма 24 зажима освобождают венец а штоки цилиндра 13 снимают его с оправки и сбрасывают на направляющую 30. В это время рабочий- оператор выключает гибочное устройство, а венец по направляющей 30 попадает на ко лодку 38. Рабочий-оператор включает пневмоцилиндр 41, который раздвигает кристаллизаторы 38. Последние через конечный выключатель включают в работу цилиндр 35, который через рычаги 34 перемещает колодку 32, заводя ее вместе с висящим на ней венцом 29 в устройство для термофиксации 16.Далее оператор переключает цилиндр 41и кристаллизаторы 38 сдвигаются, зажимая венец 29 по контуру, при этом концы венца сходятся. Колодка 32 возвращается в исходное положение.В устройстве для термофиксации находятся периодически поступающие 3 - 4 шт. загнутых венцов 29.Первый венец 36 при помощи колодки 32передвигается вторым венцом 32, второй - третьим и только четвертый венец оказывается вне кристаллизаторов 38, находясь в висячем положении на выступающем конце колодки 32. Оператор снимает клешами с колодки 32 венец 29 и укладывает в тару для транспортировки к стыкосварочной машине.Предлагаемая установка позволяет повысить производительность труда на 60 - 62/с, обеспечить механизацию удаления загнутых венцов от гибочного устройства; обеспечить механизацию перебазирования загнутых венцов к термофиксирующему устройству; кроме того, отпадает. операция правки, обеспечивается высокое качество венцов по геометрии.Все это позволяет получить экономический эффект 5,8 тыс. руб.ВидАСоставитель Л, Тка Техред И, ВересТираж 796И Государственного ком итделам изобретений и отосква,Ж - 35, РаушскаяПатент, г. Ужгород, у 113035,Филиал ПП
СмотретьЗаявка
3529644, 31.12.1982
ОРДЕНА ЛЕНИНА, ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ БАРНАУЛЬСКИЙ ЗАВОД ТРАНСПОРТНОГО МАШИНОСТРОЕНИЯ ИМ. В. И. ЛЕНИНА
РУСАКОВ АЛЕКСАНДР НИКОЛАЕВИЧ, КОЗЛОВ ВЛАДИМИР ФЕДОРОВИЧ
МПК / Метки
МПК: B21D 7/04
Опубликовано: 30.05.1984
Код ссылки
<a href="https://patents.su/5-1094644-ustanovka-dlya-izgotovleniya-izdelijj-tipa-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Установка для изготовления изделий типа колец</a>
Способ подачи в гибочный штамп штучных заготовок и устройство для его осуществления

Номер патента: 1282940
Опубликовано: 15.01.1987
Автор: Калиниченко
МПК: B21D 22/02
Метки: гибочный, заготовок, подачи, штамп, штучных
...для подачи работает следующим образом.Вереница заготовок, пополняемая каждый раз еще одной заготовкой, подаетсявперед до переднего упора 5, при этом первая заготовка отжимает упор-отсекатель 8вверх и в рабочую зону частично заходитвторая заготовка. После снятия усилия подачи заготовки под действием пружины 7 итолкателя 6 возвращаются в обратном подаче направлении. Вторая заготовка выходит из-под отсекателя 8, а первая отсекается им от вереницы заготовок и базируетсяпо противоположной стороне упором-отсекателем 8, будучи прижатой к нему толкателем 6 и пружиной 7. При гибке отогнутые 4полки детали выходят из плоскости установки заготовок вверх и согнутая деталь сталкивается с матрицей вереницей заготовокпри следующей их подаче в...
Гибочная оправка к цепевязальному автомату

Номер патента: 502696
Опубликовано: 15.02.1976
Автор: Канаев
МПК: B21L 1/02
Метки: автомату, гибочная, оправка, цепевязальному
...в период начала формирования нового звена ранее сформированное звено будет развернуто указанными плоскостями на этот же угол, обеспечивая тем самым опрокидывание звена 8 на большую ось 2, т. е. заранее гарантирует непопадание звена в формирующие губки. 10 е паза ой оси клиниия поормула изобретени Гибочная мату в вид отличаю чения закли мирования паза накло оси оправки оправка е стержн щаяся нивания последую иены друИзобретение относится к машиностроению и может быть использовано в цепевязальном оборудовании, в котором проволока одновременно деформируется в звено и связывается в цепь.Известна гибочная оправка к цепевязальному автомату в виде стержня с продольным пазом. Однако указанная оправка не исключает заклинивания заготовки в...
Устройство для последовательной гибки по радиусу штучных заготовок

Номер патента: 1620180
Опубликовано: 15.01.1991
Авторы: Зуев, Крупенников, Токмак
МПК: B21D 22/02
Метки: гибки, заготовок, последовательной, радиусу, штучных
...7. В опоре 6 выполнен горизонтальный направляющий пээ 8, размещенный вдоль направления подачи. В пазу 8 установлен шибер 9, связанный с пружиной 10. Подвижнэя плита 4 и матрица 1 имеют ограниченное перемещение и, обеспечиваемое за счет гаек 11, прижин 12 возврата, стаканов 13, подпружиненных п ружи нами 14.На дне направляющего паээ выполнены продольные пазы 15, э нэ шибере 9 - соответствующие выступы 16.для обеспечения подачи тонких заготовсНэ торце опоры 6 со сторон, противоположной направлению подачи, выполнено. поднутрение 17 для изготовления глубоких желобов,Устройство работает следующим образом.Заготовку 18 укладывают на опору 6, отводя шибер 9, При освобождении шибера передний конец эаготоки подвигается им до упорной...
Устройство для распределения потока однородных предметов, например, трафаретных листов с заготовками бисквита после штамп-машины, на несколько потоков

Номер патента: 100658
Опубликовано: 01.01.1955
Автор: Соколов
МПК: B65G 47/00
Метки: бисквита, заготовками, листов, например, однородных, после, потока, потоков, предметов, распределения, трафаретных, штамп-машины
...в поперечном направлении выполнено в виде рычага, шарнирно закрепленного одним концом и вертичальноц оси няд транспортером и совершающего колебательные движения с остановками в плоскости, парллельной плоскости транспортерной ленты. На свободном конце рычаг установлена пластина, закрепленная ня вертикальной оси, свободно вращающейся в рычаге и несугцей на себе звездочку, соединенную цепью с другой такой же звездочкой. Последняя звездочка закреплен н неловИЯ ПОТО КА ОДН О РОД Н Ь ХРАфАРЕТНЫХ ЛИСТОВОСЛЕ ШТАМП-МАШИНЫ,ПОТОКОВПластина 9 закреплена яа вертикальной, свободно вращающейся оси 10, несущей на себе звездочку 11, соединенную цепью 12 со звездочкой 13, закрепленной на неподвижной оси 6 шарнира рычага 5, олагодаря чему пластина 9...
Калибр для поперечной прокатки полых заготовок на оправке

Номер патента: 1234023
Опубликовано: 30.05.1986
Авторы: Боровик, Васильев, Гошкадер, Казакевич, Лузганов, Петров, Шелементьев
МПК: B21H 8/00
Метки: заготовок, калибр, оправке, полых, поперечной, прокатки
...А. Обруцар Тираж 655 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий13035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4Редактор А. ОгарЗаказ 2680/11 Изобретение относится к технологическому оборудованию прокатного производства и может быть использовано для изготовления полых изделий переменного профиля поперечной прокаткой.Цель изобретения - повышение качества изделий путем уменьшения их разностенности за счет снижения раскатки заготовки при обеспечении ее центрирования по оси калибра.На фиг, 1 изображен калибр для поперечной прокатки полых заготовок на оправке, продольный разрез; на фиг. 2 то же, поперечный разрез. Калибр содержит два деформирующих валка 1,...
Предыдущий патент: Устройство для изготовления гнутых профилей
Следующий патент: Устройство для гибки монтажных петель
Случайный патент: Трехфазное устройство для направленной фильтровой защиты