Способ управления процессом электрошлаковой сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 927453
Авторы: Бондаренко, Звездин, Крицкий, Лычко, Подола, Поповский, Сущук-Слюсаренко
Текст
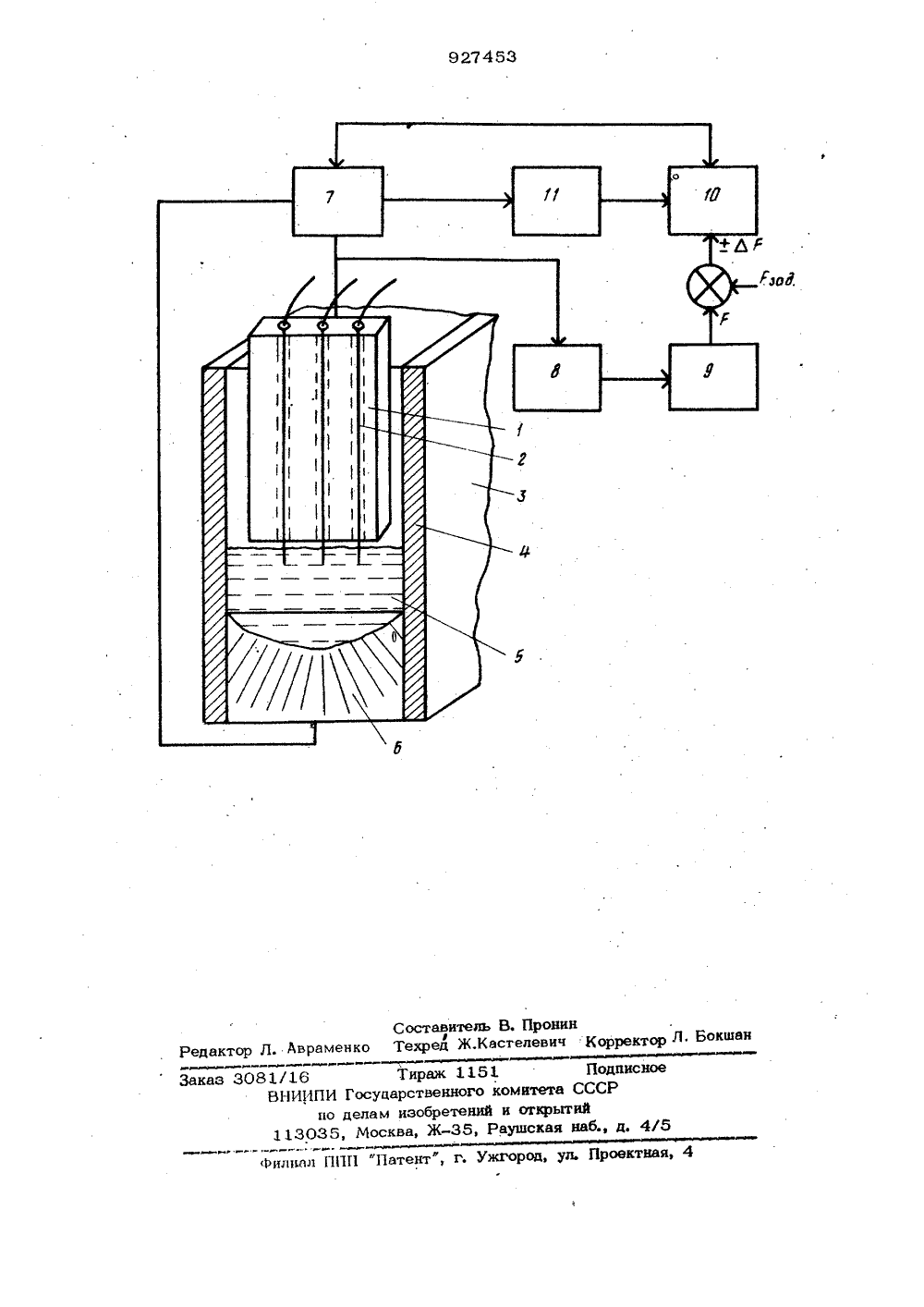
Союз СьветскнкСоциалистическиеРеспублик ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(51)М. Кл. В 23 К 25/00 Гоеударстеаеый кеиитет СССР вв аелаи изебретенне и открытий(72)Авторы изобретения Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им. Е. О. Патонй "(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОШЛАКОВОйСВАРКИ Изобретение относится к электрошлаковой сварке и предназначено для исполь-, зования в сварочном производстве, в част- ности при электрошлаковой сварке плавящимся мундштуком крупногабаритных изделий в установках с неподвижными или подвижными относительно сварочного зазора формирующими сварочный шов накладками.Известны способы управления процес 1 О сом электрошлаковой сварки плавящимся мундштуком, при которых скорость подачи электродных проволок в сварочный зазор заранее рассчитывают либо исходя из максимально допустимой скорос 15 ти сварки из условия отсутствия горячих трещин в шве (для малых толрин), либо - из максимального тока, который допускает источник питания (для больших толщин). При этом основной период направления сварного шва производят на заранее выбранном постоянном напряжении, практически без изменения скорости подачи электродных проволок с целью получения определенной скорости направ- ления сварного шва и относительно постоянной по величине ширины провара. В процессе сварки плавящийся мундштук при касании его торца с поверхностью шлаковой ванны плавится со скоростью, превышающей скорость сварки и через некоторое время отрывается от шлаковой ванны. В течение нескольких секунд пока шлаковая ванна снова поднимается на величину полученного при отрыве зазора ток определяется только подачей электродных проволок. Во время плавления мундштука ток повышается на 20-30% (а в случае сварки крупнога баритных изделий до 50-60%)Этот процесс повторяется периодически в течение всей сварки, т.е. амплитуда сва рочного тока естественно модулируется с определенной частотой. Проведенные эксперименты позволяют установить,Фчто линейная скорость направления сварочного.шва прямопропорционольна частоте естественной модуляции амплиту3 9274 ды сварочного тока. Н процессе проведения сварки контролируют ток, проходящий через шлаковую ванну, напряжение между плавящимся мундштуком и изделием, подсчитывают ориентировочно скорость роста сварного шва путем пересчета скорости подачи электродных проволок в сварочный зазор 11.Известный способ управления процессом ЭШС плавящимся мундштуком с 1 О неподвижными относительно сварочного зазора формирующими накладками обладает существенным недостатком, заключающимся в том, что несмотря на постоянство рассчитанной скорости подачи электродных проволок и неизменность напряФ жения источника питания, линейная скорость направления сварного шва существенно изменяется в процессе сварки. Это происходит вследствие аккумуляции сва О риваемым иэделием тепловой энергии, изменения глубины и объема шлаковой ванны из-за образования гарниссажа, проливов шлака, заполнения шлаком полостей в литых изделиях, значительных 25 колебаний напряжения питающей сети и ТеДаИзменение линейной скорости направления сварного шва вследствие указанных причин приводит к существенному изменению ширины провара и, как слйдствие, к появлению брака и снижению техникоэкономических показателей процесса ЭШС. Целью изобретения является повышение качества сварного соединения путем .55 образования сварного шва и ширины провара.Поставленная цель достигается тем, что согласно способу управления процес 40 сом ЭШС плавящимся мундштуком, сос тояшему в том, что от источника питания подводят ток к шлаковой ванне, осуществляют подачу в нее электродных проволок через плавящийся мундштук, задают оптимальный опорный сигнал одного из электрических параметров процесса сварки, непрерывно измеряют данный параметр, сравнивают его с заданным, вырабатывают сигнал рассогласования, корректируют в соответствии с этим сиг налом напряжение источника питания, регулируя тем самым скорость образования сварного шва, вкачестве опорного электрического параметра используют частоту естественной модуляции амплитуды 55 сварочного тока, прямопропорциональной линейной скорости образования сварного щва. 53 4На чертеже представлена блок-схема осуществления предлагаемого способа управления процессом ЭШС плавящимся мундштуком. Блок-схема содержит плавящийся мундштук 1; электродные проволоки 2; свариваемое изделие 3; формирующие накладки 4; шлаковая ванна 5;сварной шов 6; источник питания 7; датчик тока 8; измеритель частоты модуляции сварочного тока 9; блок коррекции напряжения источника питания 10;реле времени технологического интервала.Управление процессом ЭШС по предлагаемому способу осуществляется следующим образом.После наведения шлаковой ванны 5 в зазоре начинают плавиться током от источника питания 7 электродные проволоки 2 и ппавящийся мундштук 1, образуя сварной щов 6 между формирующими накладками 4 и свариваемыми частями изделия 3. При этом электродные проволоки 2 подают в шлаковую ванну на постоянной скорости. Измеритель частоты модуляции амплитуды сварочного тока 9 получает информацию от датчика тока 8 и преобразует ее в постоянное напряжение, пропорциональное частоте модуляции ам-, плитуды,тока. После сравнения измеренного и заданного напряжений, пропорциональных частей модуляции, разность их поступление в блок коррекции напряжения 10 источника питания 7, который формирует в соответствии со знаком рассогласования частот модуляции команду на снижение либо повышение ступени напряжения источника питания 7. После коррекции напряжения источника питания 7, релевремени технологического интервала 11 закрывает выход блока коррекции.10 до полного окончания переходного процесса в шлаковой ванне, на время, определяемое постоянной времени шлакометаллического расплава. Это время определяется опытным путем для различных секций изделий и плавящихся мундштуков. После окончания переходного процесса реле времени 11 открывает выход блока 10 для последующей коррекции в случае появления на его входе сигнала рассогласования. Предлагаемый способ управления процессом ЭШС осуществляют при сварке плавящимся мундштуком прямолинейных швов аппаратами А 645 и А.Размеры сечения сварного соединения 800 ммх 1200 мм. Между кромками свариваемого изделия устанавливают плавящийся мундштук, наводят в сварочном зазоре шлаковую ванну, подают в нее эле9274 ктродные проволоки через мундштук, подводят к шлаковой ванне сварочный ток 2-4 кА при напряжении между плавящимся мундштуком и изделием 48-49 В, задают опорный сигнал частоты модуляции 5 амплитуды сварочного тока, равный 0,02 Гц, что соответствует линейной скорости образования сварного шва 0,4 м/ч, измеряют частоту модуляции амплитуды сварочного тока и сравнивают ее с за О данной, выделяют сигнал рассогласования частот и и соответствии со знаком сигнала вручную изменяет напряжение . сварочного трансформатора. При этом линейная скорость образования сварного шва поддерживается с точностью не ниже + 3%, при допустимом технологически интервале колебаний указанной скорости + 10%. Проведенные опыты поддержимют принципиальную возможность обеспечения линейной скорости направления сварного шва путем измерения пропор. циональной ей частоты модуляции амплитуды сварочного тока и коррекции напряжения источника питания с соответ ствующим знаком при изменении этой частоты.Таким образом, предлагаемый способ управления позволяет обеспечить заданную частоту модуляции амплитуды сварочного тока, т.е. заданную оптимальную линейную скорость образования сварного шва при сохранении ширины про. вара, тем самым устранить влияние перечисленных возмущений, влияющих непо 53 6средственно на качество процесса ЭШС,снизить брак, повысить технико-зкономическую эффективность ЭШС плавящимсямундштуком. ф о р м у л а из о бр е т е н и я Способ управления процессом электро- шлаковой сварки плавящимся мундштуком, состоящий в том, что подводят ток от источника питания к шлаковой ванне, осуществляют подачу в нее электродных проволок на постоянной скорости, задают оптимальный опорный сигнал одного из электрических параметров процесса сварки, непрерывно измеряют данный параметр, сравнивают его с заданным, вырабатывают сигнал рассогласования и корректируют в соответствии с сигналом рассогпасования напряжение источника питания, о т п и ч аю ш и й с я,тем, что, с цепью повышения качества сварного соединения путем стабилизации линейной скорости образования сварного шва и ширины провара, в.качестве опорного сигнала выбирают частоту естественной модуляции амплитуды сварочного тока. Источники инфщмации,принятые во внимание при экспертизе1. Электрошлаковая сварка, Поп. ред. Б. Е. Патона ГНТИ машиностроительной литературьь М.,-Киев, 1959, с. 124- 125 (прототип).., д. 4/5 илиад ППП "Патент",. У од, ул. Проектна 1/16ВНИИПИ Госпо дел113035, М Тиражрственнизобре 1151 Подписноеого комитета СССРтений и открытий5 Раушская наб
СмотретьЗаявка
2966033, 30.07.1980
ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА
БОНДАРЕНКО ОЛЕГ ПЕТРОВИЧ, ПОДОЛА НИКОЛАЙ ВАСИЛЬЕВИЧ, СУЩУК-СЛЮСАРЕНКО ИГОРЬ ИВАНОВИЧ, ПОПОВСКИЙ ВАСИЛИЙ ЮРЬЕВИЧ, ЛЫЧКО ИВАН ИВАНОВИЧ, КРИЦКИЙ МИХАИЛ ВАСИЛЬЕВИЧ, ЗВЕЗДИН СЕРГЕЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B23K 25/00
Метки: процессом, сварки, электрошлаковой
Опубликовано: 15.05.1982
Код ссылки
<a href="https://patents.su/4-927453-sposob-upravleniya-processom-ehlektroshlakovojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом электрошлаковой сварки</a>
Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб

Номер патента: 468728
Опубликовано: 30.04.1975
Авторы: Борецкий, Данилкив, Дитчук, Кушнир, Семак, Сокирко, Щукин
МПК: B23K 11/00
Метки: внутреннего, грата, гратосниматель, контактной, обсадных, сварке, сварного, снятия, труб, усиления, части, шва
...давления воздуха в полости Г уста.навливается манометр 30,В работе устройспва используется сжатый воздух от пневмосистемы буровой. Отпульта управления к пнввмоприводу прокладьгваются воздухопроводы для управленияперемещением рабочего поршня пневмоприво.да и управления фиксирующим устройством.Регулируется величина кинетической энергии,сообщаемой инструменту при срезании гратав трубах различных диаметров и толщии стенок путем изменения давления воздуха, впу; скаемого в полость Г пневмопривода, длячего на пульте управления предусмотрен ре.гулятор давления.Удаление грата осуществляется срезани.ем его при прохождении инструмента снизувверх с определенным запасом кинетическойэнергии. Вес инструмента в определяет расчетом из условия почучения...
Устройство для контроля качества сварного шва при роликовой сварке

Номер патента: 130233
Опубликовано: 01.01.1960
Авторы: Бабкин, Горский, Гусев
МПК: B23K 11/06, G01B 13/00, G01N 27/90
Метки: качества, роликовой, сварке, сварного, шва
...связи с тем, что рабочее сечение сильфона в К раз больше поперечного сечения расточки цилиндра 2, где находится поршенек 6, вытесненный из сильфона объем масла переместит поршенек 6 вверх на величину в К раз большую, чем Ь.Следовательно, сильфонная камера 1 и цилиндр 2 представляют сооой практически безынерционный гидравлический усилитель с коэффициентом К усиления, равным отношеник 1 их рабочих площадей,Преобразование механического перемещения подвижной системы устройства в электрический сигнал производится дифференциальным индуктивным датчиком 3. Смещение якоря 10 датчика с нейтрали нарупает балансировку моста М, и в его диагонали появляется напряжение, пропорциональное механическому перемещению поршенька 6, а следовательно, и верхнего...
Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб

Номер патента: 468726
Опубликовано: 30.04.1975
Авторы: Галян, Зеленский, Мансуров, Сахарнов, Скульский, Тишура, Тюпин, Череватый
МПК: B23K 11/00
Метки: внутреннего, грата, гратосниматель, контактной, обсадных, сварке, сварного, снятия, труб, усиления, части, шва
...28, которые могут вращаться как синхронно, так и раздельно благодаря электромагнитным муфтам 29 и 30. Барабаны снабжены самостоятельными тормозами 31 и 32.Рассмотрим принцип действия предлагаемого коробчатого зубила,Зубило центрируется по поверхности т)рубы цилиндрически)ми поясками 6 резцов 2, Высота пояска, определяемая допустимой величиной несрезаемого усиления стыка, регламентирует зазор между стенкой трубы и поверхностью резца. В случае необходимости винтами 5 можно изменить регулировку резцов в радиальном направлении, однако величина несрезаемото усиления оста)нется неиз. меняной. Резцы входят в соприкосновение с гратом своиии торцовыми выступами. Режу. щая часть выступов двух соседних резцов перекрывает зазор между резцами. При...
Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб

Номер патента: 468727
Опубликовано: 30.04.1975
Авторы: Борецкий, Данилкив, Дитчук, Кушнир, Семак, Сокирко, Щукин
МПК: B23K 11/00
Метки: внутреннего, грата, гратосниматель, контактной, обсадных, сварке, сварного, снятия, труб, усиления, части, шва
...р дается от петли на канате, за которую поднимался груз.При верхнем положении тянущего грузарежущий инструмент находится ниже стыка свариваемых труб на определенном уровне.Расстояние между стыком и режущим инструментом определяется величиной необходимой кинетической энергии для срезания гра та, длиной каната и положением стыка, Поскольку стык в процессе сварки в каждом случае находится практически на одинаковой3высоте от стола ротора и длина каната не меняется в процессе спуска колонны, то расстояние между стыком и режущим инструментом в исходном положении является постоянным и не зависит от длинны свариваемых труб. Оно подбирается с таким расчетом, чтобы срезание стыка происходило до момента полного падения тянущего груза,После...
Устройство для снятия грата и части усиления сварного шва при контактной сварке обсадных труб

Номер патента: 468729
Опубликовано: 30.04.1975
Авторы: Борецкий, Дияк, Кушнир, Семак, Тюпин
МПК: B23K 11/00
Метки: грата, контактной, обсадных, сварке, сварного, снятия, труб, усиления, части, шва
...поршня которого шарнирно соединен со стойками подвпжцьх секций тягами 1 б. Прц перемещении штока секции одновременно проворачиваются вокруг своих осей и могут занимать два крайних положения: исходное раскрытое и рабочее - закрытое на сваренных трубах, В нерабочем положении штанги с коронками удерживаются от перемещения вниз упорными планками, входящими в окна штацг при открывании секций.Ход поршней рабочих пневмоцилипдров ограничивают насаженной на шток втулкой 17, длина которой определяет объем цилиндра цад поршнем в верхнем его положеВо время сварки и спуска обсадной колонны устройство подвешивают за рым (болт) на тросе к буровой вышке так, чтобы можно было подводить его к сварной колонне для удаления грата и отводить в сторону при...
Предыдущий патент: Способ электрошлаковой сварки
Следующий патент: Способ электрошлаковой сварки плавящимся мундштуком
Случайный патент: Способ защиты высоковакуумных систем и устройство для его осуществления