Способ управления двусторонним торцешлифовальным станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 918066
Авторы: Голоульников, Рюмкин, Шлейфер
Текст
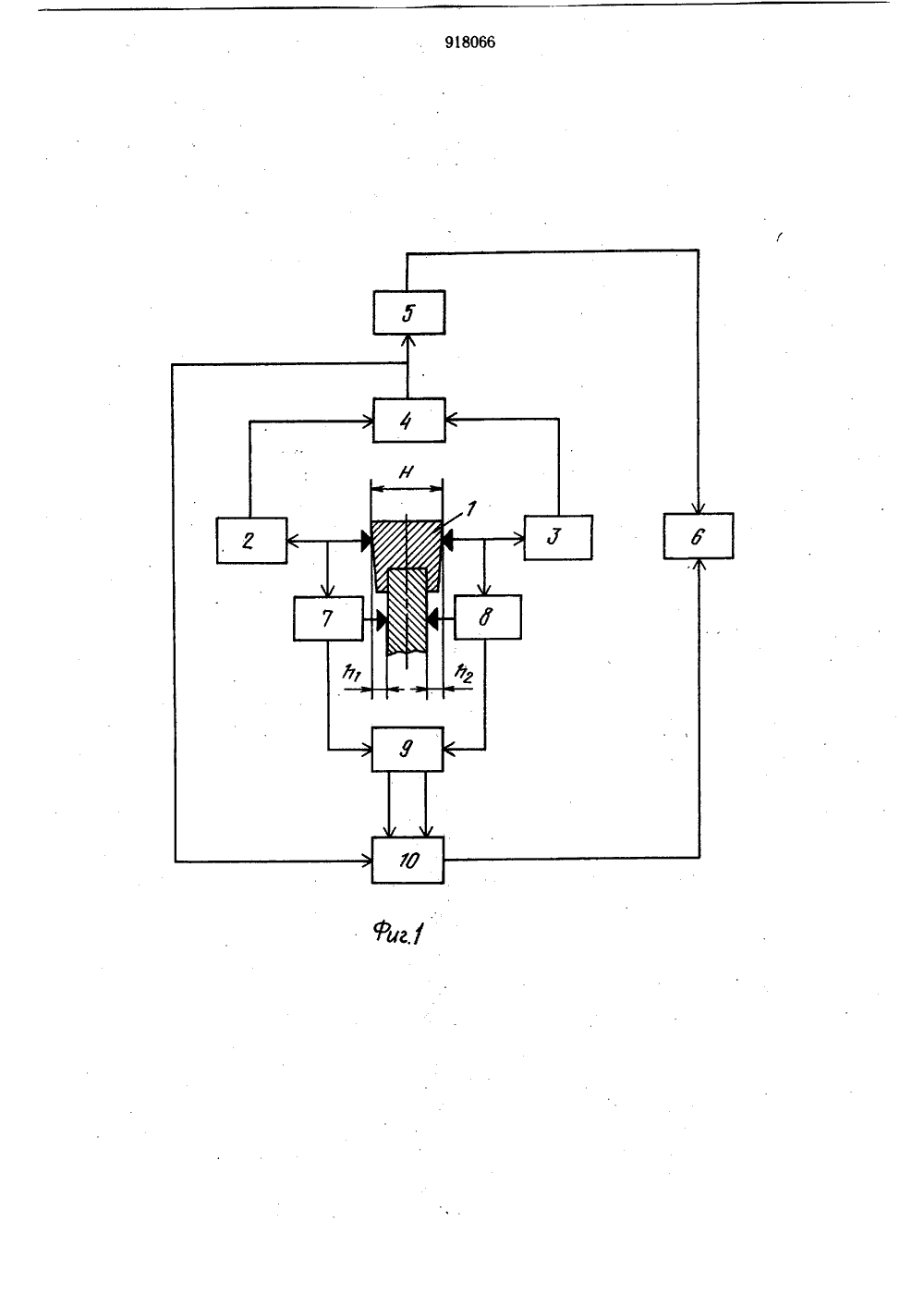
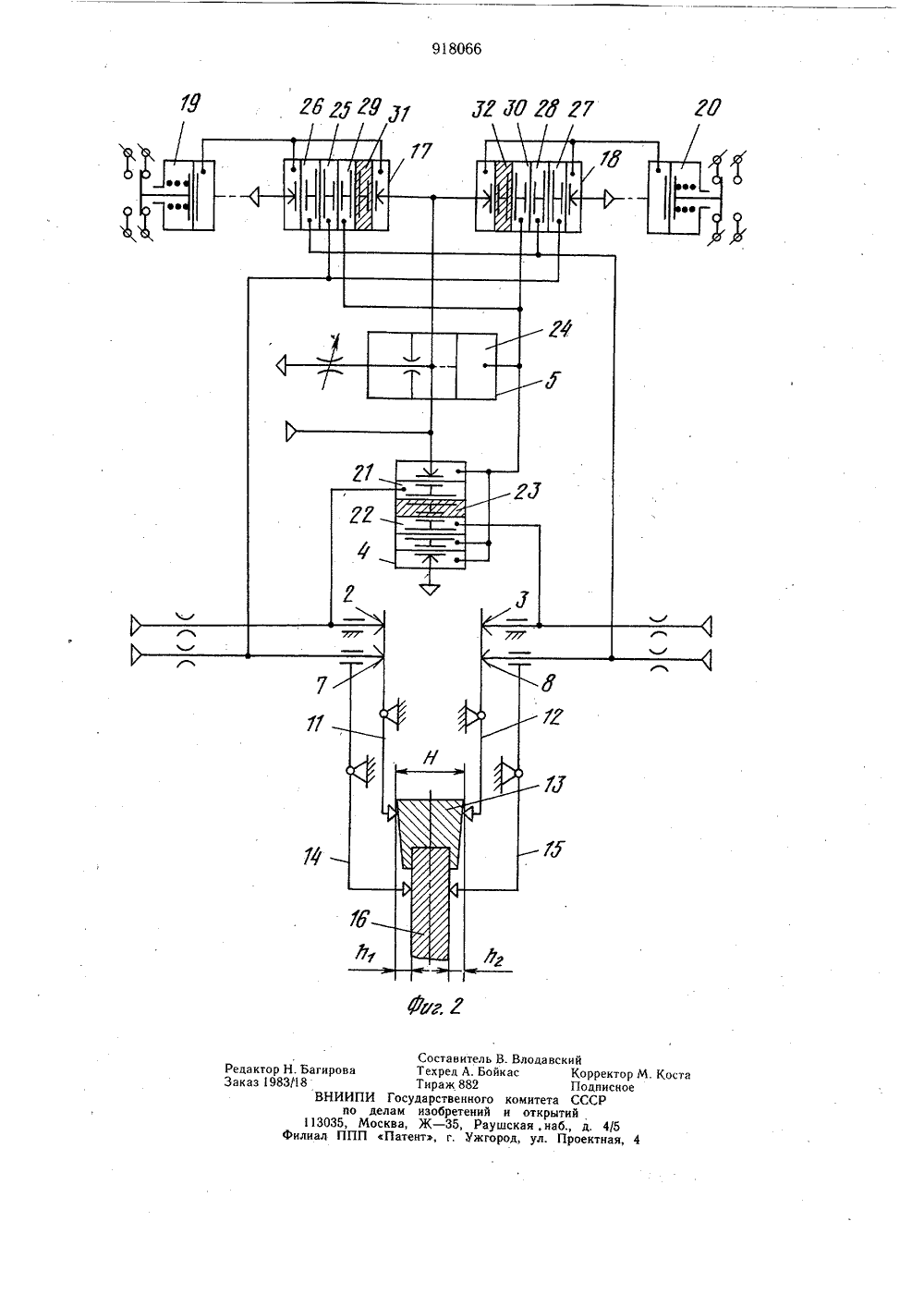
(22) Заявлено 02.07.80 (21) с присоединением заявки- (23) Приоритет -Опубликовано 07.04.82. Дата опубликования оп В 51/О Госудерствеиный комлтет СССРлетень13 о делам изоореи открытий сания 17.04.82 2) Авторы изобретения мкин, М. Л. Шлейфер, и лоул бое конструкторское бюро по проектиров автоматизации и контроля электроэро оборудования Минстанкопрома) Заявитель М СПОСОБ УПРАВЛЕНИЯ ДВУСТОРОН ТОРЦЕШЛИФОВАЛЬНЫМ СТАНКОМ Изобретение относится к области станкостроения и может быть использовано надвусторонних торцешлифовальных станках,Известен способ управления двусторонним торцешлифовальным станком, заключающийся в том, что измеряют расстояние между торцами обрабатываемой по величинеоставшегося на обработку припуска и несимметричность их расположения относительно необрабатываемых поверхностей деталипутем измерения разности расстояний,от .10каждого из торцов до соответствующейнеобрабатываемой поверхности и по результатам этого контроля управляют станкомг 13.Недостатком способа является низкаяточность обработки и измерения деталей.Целью изобретения является повышениеточности обработки,Это достигается тем, что в процессе обработки детали сравнивают величину оставшегося на обработку припуска с величинойнесимметричности расположения торцов и 20при равенстве этих величин прекращают обработку того из торцов детали, расстояниеот которого до необрабатываемой базовойповерхности меньше. На фиг. 1 представлена функциональная схема устройства для реализации предложенного способа управления; на фиг. 2 - конкретный прймер принципиальной схемы устройства, выполненного с помощью пневматических средств измерения и предназна,ченного для управления станком при шлифовании торцов сегментов круглой сегментнойпилы,Расстояние Н между обрабатываемыми торцами детали 1 (например, круглой сегментной пилы по ГОСТ 4047 - 52) контролируется посредством датчиков 2 и 3, соединенных с сумматором 4. Суммарный сигнал с выхода сумматора 4 поступает в командный блок 5, соединенный со схемой управления станка 6. Величина несимметричности расположения торцов детали определяется путем измерения разности расстояний и Ь от торцов до необрабатываемых поверхностей детали (торцовых поверхностей диска пилы) посредством датчиков 7 и 8, соединенных с дифференциальным звеном 9.На.выходе звена 9 также формируется сигнал, информирующий о направлении несимметричности, т, е. определяется торец,3детали, на котором остался меньший припуск.Сигналы с выходов сумматора 4 и дифференциального звена 9 поступают в анализатор 10, где они сравниваются по величине. Выход анализатора 10 соединен со схемой управления станка 6.При равенстве величин оставшегося на обработку припуска и несимметричности расположения торцов детали, от анализатора 10 в схему станка 6 поступает сигнал о прекращении обработки торца детали, расстояние от которого до необрабатываемой базовой поверхности меньше. Прекращение обработки второго торца детали производится по команде от командного блока 5 при нулевом значении оставшегося на обработку припуска,Устройство, реализующее предложенный способ, состоит из измерительных рычагов 11 и 12,.контактирующих с обрабатываемыми торцами сегмента 13 и взаимодействующих соответственно с датчиками 2 и 3; измерительных рычагов 14 и 15, контактирующих с торцами диска 16 пилы и несущих датчики 7 и 8, взаимодействующие с рычагами 11 и 12 соответственно; сумматора 4, представляющего собой пятимембранный усилитель, командного блока 5, выполненного в виде сил ьфонного пневмоэлектроконтактного преобразователя, двухэлементов 17 и 18 сравнения и мембранных пневмоэлектропреобразователей 19 и 20.Датчики 2 и 3 соединены соответственно с камерами 21 и 22 сумматора 4. В камеру 23 сумматора 4 подается давление задания. На выходе сумматора 4, соединенного с камерой 24 командного блока 5, формируется давление, соответствующее сумме давлений в камерах 21 и 22.Датчики 7 и 8 соединены соответственно с камерами 25 и 26 элемента 17 сравнения и с камерами 27 и 28 элемента 18 сравнения. Камеры 29 и 30 элементов 17 и 18 соединены с выходом сумматора 4, а в камеры 31 и 32 подается давление задания.Выходы элементов 17 и 18 сравнения связаны с пневмоэлектропреобразователями 19 и 20. Элементы 17 и 18 сравнения с пневмоэлектропреобразователями 19 и 20 выполняют функцию дифференциального звена 9 и анализатора 10.В процессе шлифования, пока величина припуска, оставшегося на шлифование, больше величины несимметричности, мембранный блок элементов 17 и 18 сравнения перекрывает выходные дроссели этих элементов4и выход элементов 17 и 18 и камеры преобразователей 19 и 20 соединены через входные дроссели элементов с давлением питания. Микропереключатели преобразователей 19 и 20 находятся во включенном положении.При равенстве величины несимметричности величине оставшегося на обработкуприпуска срабатывает микропереключательпреобразователей 19 или 20, и в схему станка поступает команда на прекращение обра 10 ботки одного .из торцов детали. При этом,если Ь 1Ь , то мембранный блок элемента 18 сравнения перекрывает входной дроссель элемента и камера преобразователя 20соединяется с атмосферой. Срабатывает ми 13кропереключатель преобразователя 20 и всхему станка поступает команда на прекращение обработки правого торца детали. Если Ь 1 Ь 2, то срабатывает микропереключатель преобразователя 19 и прекращаетсяобработка левого торца детали. При умень 30 шении припуска до нулевого значения срабатывает командный блок 5 и обработкадетали прекращается.Осуществление предложенного способапозволяет существенно повысить точностьобработки и уменьшить количество бракаболее чем в два раза,30 33 40 4 0 Формула изобретенияСпособ управления двусторонним торцешлифовальным станком, заключающийся в том, что измеряют расстояние между торцами обрабатываемой детали по величине оставшегося на обработку припуска и несимметричность их расположения относительно необрабатываемых поверхностей деталей путем измерения разности расстояний от каждого из торцов до соответствующей необрабатываемой поверхности и по результатам этого контроля управляют станком, отличающийся тем, что, с целью повышения точности обработки, сравнивают величину оставшегося на обработку припуска с величиной несимметричности расположения торцов и при равенстве этих величин прекращают обработку того из торцов детали, расстояние от которого до необрабатываемой поверхности меньше,Источники информации,принятые во внимание при экспертизе 1. Кондашевский В. В. и Лотце В. Активный контроль размеров деталей на металлорежущих станках. Омск, 1976, с. 206.Соста Техре Тираж дарст изобр Ж - 3 нт,Редактор Н. БагироваЗаказ 983/18ВНИИПИ Госупо делам113035, Москва,филиал ППП Патеитель В. ВлА. Бойкас882нного комтений и оРаушскаУжгород,одавский Корректор М. Подписное итета СССР ткрытий я, наб., д, 4/5 ул Проектная 4
СмотретьЗаявка
2985680, 02.07.1980
ОСОБОЕ КОНСТРУКТОРСКОЕ БЮРО ПО ПРОЕКТИРОВАНИЮ СРЕДСТВ АВТОМАТИЗАЦИИ И КОНТРОЛЯ И ЭЛЕКТРОЭРОЗИОННОГО ОБОРУДОВАНИЯ МИНСТАНКОПРОМА
РЮМКИН ВЯЧЕСЛАВ ЯКОВЛЕВИЧ, ШЛЕЙФЕР МИХАИЛ ЛЬВОВИЧ, ГОЛОУЛЬНИКОВ ЕВГЕНИЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B24B 51/00
Метки: двусторонним, станком, торцешлифовальным
Опубликовано: 07.04.1982
Код ссылки
<a href="https://patents.su/4-918066-sposob-upravleniya-dvustoronnim-torceshlifovalnym-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления двусторонним торцешлифовальным станком</a>
Способ обработки сферическойповерхности детали торцом шлифоваль-ного круга

Номер патента: 848325
Опубликовано: 23.07.1981
МПК: B24B 53/14
Метки: детали, круга, сферическойповерхности, торцом, шлифоваль-ного
...детали 2. Правку кругаосуществляют правящим инструментом 3 с кольцевой рабочей сферической повер ностью 4, расположенной концентрично оси вращения детали 2, Подачу8483 25 аного круга, согласно которому ось шлифовального круга располагают подуглом к оси вращения детали, осуществляют его периодическую правку правящим инструментом с кольцевой рабочей сферической поверхностью, расположенной концентрично оси вращения детали, и сообщают кругу подачу на врезание, о т л и ч а ю щ и йс я тем, что, с целью повышения производительности и качества обработки, подачу на врезание осуществляютв направлении оси вращения детали, ацентр сферической поверхности правящего инструмента располагают в точке, произвольно смещенной от центра сферической...
Раскатка для обработки внутренних стенок цилиндров с несимметричной расположенными по окружности вырезами

Номер патента: 634919
Опубликовано: 30.11.1978
Автор: Натапов
МПК: B24B 39/02
Метки: внутренних, вырезами, несимметричной, окружности, раскатка, расположенными, стенок, цилиндров
...разности окружных скоростей) неисключено. Г 1 оверхности ролика и нажимного конуса изнашиваются от трения.Целью изобретения является повышепиедолговечности раскатки.Для этого в предлагаемой раскатке нжимной конус выполнен в виде набора диков, установленных на оправке с возможностью свободного относительного проворачивания,На чертеже изображена предлагаемаяраскатка.Деформирующие ролики 1 размещены всепараторе 2, который установлен с возможностью осевого перемещения на оправке 3, крутящий момент от которой передается шпонкой 4, Нажимной конус выпол нен из отдельных дисков 5, свооодно посакепных на оправку 3. Набор дисков 5 ограшчен с двух сторон упорными подшипниками 6 и 7 и стянут гайками 8 так, что остается гыры 11 роныы осевой...
Приспособление для фиксирования детали при обработке на швейном полуавтомате

Номер патента: 700575
Опубликовано: 30.11.1979
Авторы: Ганулич, Иванов, Исаенков, Харин, Хлебалин, Эскин
МПК: D05B 27/12
Метки: детали, обработке, полуавтомате, фиксирования, швейном
...палец 8, который установлен в профильном пазу 8 станины 1. Направляющие 3 несут стойки 10,. нг которых смонтирована рама 11, выполненная в виде двух двуплечих рычаговОдни из плеч рычагов связаны с прижимной планкой 12,. а другие - с исполнительным ме700575 Формула изобретения 02,Заказ 7342/22 Тираж 4 Подписно Филиал ППП Патент, г. Ужгород, ул. Проектн ханизмом (в данном случае пневмоцилиндром 13) . Прижимная планка 12имеет ряд направляющих, выполненныхв виде втулок 14, в которых установлены с возможностью осевого перемещения стержни 15 с пружинами 16,Стержни заканчиваются с одной стороны опорными элементами 17 в виде полусфер, а с другой стороны - паройвинт-гайка 18,На выдвинутую в зону укладки плат ОФорму 2 укладываются до упора 7...
Раскатка для обработки внутренних стенок цилиндров с нессиметрично расположенными по окружности вырезами

Номер патента: 1057259
Опубликовано: 30.11.1983
Авторы: Карсунцев, Лакирев, Латыпов, Хилькевич
МПК: B24B 39/02
Метки: внутренних, вырезами, нессиметрично, окружности, раскатка, расположенными, стенок, цилиндров
...по окружности вырезами, содержащаясепаратор и свободно вращающиеся йа оправке нажимной конус, выполненный в виденабора дисков, снабжена средством осевого перемещения дисков, выполненным ввиде сильфона или элементов, установленных на оправке между дисками, при этомпрофиль боковой поверхности последнихвыполнен по дуге окружности, а максимальный диаметр каждого из дисков больше диаметра каждого элемента.При этом сильфон расположен между оправкой и дисками,Каждый элемент выполнен в виде упругого кольца.На фиг. 1 изображена раскатка с элементами; на фиг. 2 - раскатка с элементами, выполненными в виде тарельчатыхпружин; на фиг. 3 - раскатка . с элементами, выполненными в виде сильфона, армированного жесткими кольцами; на фиг,4 - принцип...
Способ подготовки нежесткой цилиндрической детали для обработки и устройство для его осуществления

Номер патента: 1225694
Опубликовано: 23.04.1986
МПК: B23B 1/00, B23B 31/40
Метки: детали, нежесткой, подготовки, цилиндрической
...В ней уложен нагреватель 3,фиксируемый кожухом 4, содержаций спираль 5, соединенную с токоотводами 6, иизолирующие кольца 7 фиг. 2): 1-1 а концахс)правки 1 имеются центрирующие элементы 8 и 9 в виде фланцев с коническими внутренними поверхностями 19 под деталь 1 Причем центрирующий элемент 8выполнен сьсмным и иоджихастся к детали1 при помощи пружины 12, разрезной шайбы 13 и гайки 14. В полости, образова.койдеталью 11 и кожухом 4, расположена цилиндрическая оболочка 15 цз полиарилата.установленная с зазором относительно детали. Полость оправки, В которую можетподаваться охладитель, соединена с атмосферой при помощи каналов 16 и 17 и в ней рзсположен датчик 18 температуры,Способ осуществляют следуюцим обра зом.Деталь 11 и...
Предыдущий патент: Устройство для определения режущей способности шлифовального круга
Следующий патент: Устройство для подачи смазочно-охлаждающей жидкости(сож) в зону резания
Случайный патент: Распределитель высеваемых материалов пневматических сеялок