Способ управления дозированием материалов при электрошлаковой сварке
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 917983
Авторы: Бондаренко, Крицкий, Лычко, Подола, Поповский, Сущук-Слюсаренко
Текст
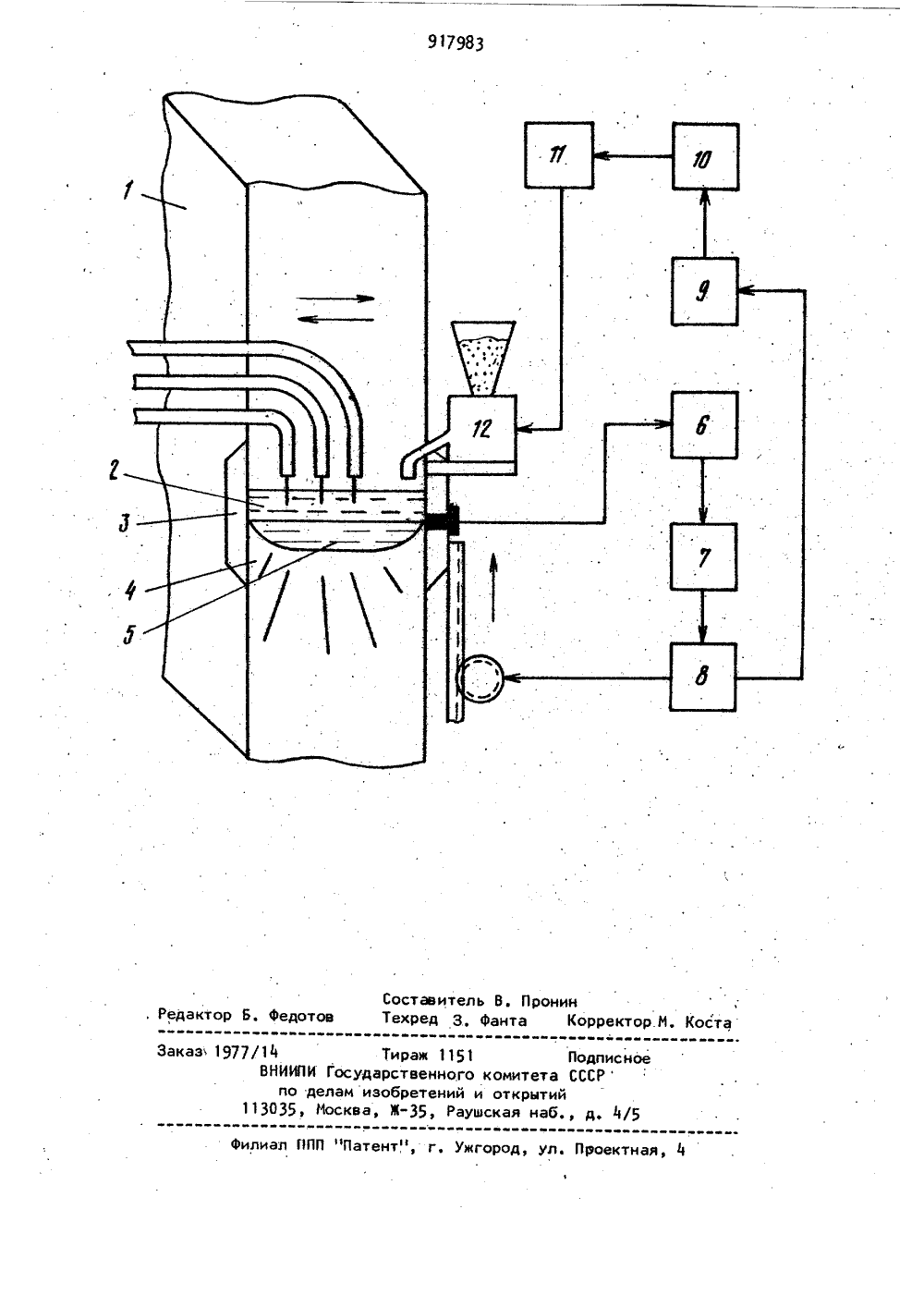
Союз СоаетсникСоцналистичеснивреспублик ц 1 АВТОРСКОМУ СВИДЕТЕЛЬ 6 ) Дополнительное к авт, санд-ву22) Заявлено 30,07.80 (21) 2966147/2551)М. Кл. 23 К 25/О нненнем заавнн,В пр ВвулэрствеванВ Вайатвт ьСВР ао авазн взввретевяв н еткрытяв(23)Приорит ковано 07 .04.82, Бюллетень ят 13 онублниования описания 07 .04,82 Опуб К 621. 791.3 С 088.8) Дат анфеюа иН В.Подол, И,М.4 ущук 6 люсар й И. И,ЛычкИЯ:;КРнц;нй.Бондаренк .Ю.Поповск 72) Авторы изобретения с ".:;.".., и ордена Трдавя.го Красного Зн 1 вмени лектросварки им. Е.О.Патонаена Ленина институт .э яввтель 54) СПОСОб УПРАВЛЕНИЯ ДОЗИРОВАНИЕМ МАТЕРИ ПРИ ЭЛЕКТРОШЛАКОВОЙ СВАРКЕ са ьныей ваноэвоанияой мескогоению 1Изобретение предназначено для использования в. сварочном производстве, в частности, при электроалако" вой сварке крупногабаритных изделйй с. дозированием материалов, служащих для металлургической обработки, в шла" ковую ванну,Известен способ управления дозированием, шлака и расхислителей материаловт служащих для металлургической обработки сварочной ванны, применяето мый на установке электрошлакового.пе- реплава УШ"105 1, 11, в которой преду" смотрена возможность ручной и автоматической дозировки. При ручной доэи"15 ровке количество дозируемых компонентов регулируется с главного пульта управления, при автоматическэй компоненты подаются в шлаковую ванну циклически по сигналу реле, времени с постоянной рассчитанной скоростью. До. зирование шлака позволяет сохранитьЪ постоянный объем шлаковой ванны, т.е. компенсировать расход некоторого количества алака на образование гар жа, тем самым обеспечить стабил температурные условия в шлаково не. Дозирование раскислителей и ляет улучшить степень рафиниров металла шлаком и, в определенн ре, достичь равномерного химиче состава металла по высоте и сеч слитка.Однако известные способы управления доэированием материалов, служащих для металлургической обработки сварочной ванны при электрошлаковом процессе,.обладают. существенным недостатком,заключаоцимся в том, что подача этих материалов на зеркало шлаковой ванны производится по време" ни или вручную на постоянной скорос" ти без обратной связи по реальной скорости образования сварного ава.В то же время при электрошлаковой сварке крупнотоннажных изделий процесс сварки состоит, как минимум, из трех;стадий: старта и теплового91798разгона, когда от момента началасварки скорость образования сварного шва в течение достаточно длительного периода изменяется от нуля до заданной по технологии сварки периода квазистационарного режима, когдаскорость образования сварного шва сохраняется приблизительно на одном уровне периода выведения усадочной раковийы, когда скорость образования 1 о сварного шва уменьшается от заданной до нуля. Кроме того, на скорость образования сварного шва влияют колебания напряжения питающей сети (10- 153), которые в ряде случаев приводят 1 к значительным ее отклонениям от заданного значения.Таким образом, при известных способах управления дозированием материалов по времени без обратной связи по реальной скорости образования сварного шва, постоянным количеством дозируемых материалов в разные моменты сварки обрабатывается различный объем жидкого металла в сварочном зазореа (объем металлической ванны существенно зависит от скорости направления сварного шва).Это снижает степень рафинирования металла и шлака и приводит к неравно- З мерности химического состава сварного шва по его высоте.Цель изобретения - повышение качества сварного соединения путем обес" печения постоянства химического состава сварного шва по высоте и сечению.Поставленная цель достигается описываемым способом управления дозированием материалов при электрошлаковой сварке крупногабаритных изделий 40 в установках для сварки, оборудованных дозаторами, состоящим в подаче материалов, служащих для металлургической обработки металла шва, иэ доза- торов на зеркало шлаковой ванны,фор мировании сигнала управления скорос" тью подачи присадочных материалов и изменения этой скорости в соответствии с сигналом управления.Отличительным признаком способа юо управления дозированием является то, что в качестве сигнала управления ,скоростью подачи присадочных материалов выбирают скорость образования сварного шва, причем с увеличением у указанной скорости пропорционально ей увеличивают скорость подачи материалов, служащих для металлургичес 3 4кой обработки металла сварного шва, а при уменьшении указанной скорости пропорционально ей уменьшают скорость подачи этих материалов на зеркало шлаковой ванны.Таким образом, дозирование шлака и раскислителей производится с обратной связью по реальной скорости наплавления сварного шва, т.е. в любой момент сварки скорость подачи присадочных материалов на зеркало шлаковой ванны соответствует реальной скорости образования сварного шва в данный момент времени независимо от внешних возмущений, например колебаний напряжения сети.При этом данный конкретный объем жидкого металла и шлака обрабатывается соответствующим только ему количеством материалов, что позволяет обеспечить равномерность химсостава сварного шва по высоте и сечению, повысить качество сварного соединения в целом. На чертеже представлена схема осущест вления предла гаемого способа управления дозированием присадочных материалов при ЭВС.Па схеме показаны электродные проволоки 1, шлаковая ванна 2, подвижная формирующая накладка 3, сварной шов 1, уровень металлической ванны 5, датчик уровня жидкого металла 6, привод перемещения формирующей накладки 7,. регулятор 8, блок измерения .скорости перемещения формирующей накладки 9, блок коэффициента пропорциональности 10, блок задания скорости дозации 11, дозатор 12.Дозирование материалов, служащих для металлургической обработки металла шва,по предлагаемому способу управления осущест.вляется следующим образом.После наведения шлаковой ванны 2 в сварочном зазоре между накладками 3 начинает плавиться электродная проволока 1 и образуется сварной шов, При достижении уровнем металлической ванны 5 датчика уровня 6 последний через привод перемецения формирующей накладки 7 и редуктор 8 начинает перемещать накладку 3 по уровню металлической ванны 5. Блок измерения скорости перемещения накладки 9 получает через редуктор 8 информацию о реальной скорости перемещения накладки 3 по уровню металла 5 и через блок коэффициента про983 5 917порциональн-сти 10 воздействует на блок задания скорости дозации 11,который по редством дозатора 12 осу" ществляет подачу дополнительных мате"риалов в шлаковую ванну со скоростью, 5пропорциональной реальной скоростинаплавления сварного шва в любой момент времени сварки.В принципе возможно использоватьпредлагаемый способ управления доэиро"ованием присадочных материалов в установках ЭШС с неподвижными относительно сварного шва формирующими наклад"ками. Для этого необходимо связятьскорость дозирования материалов,служащих для металлургической обработкиметалла шва, со скоростью перемещения электродной проволоки, если онаподается регулятором тока или сопротивления. Однако точность определе" 20 .ния. скорости образования сварного шва.по скорости подачи электроднойпроволоки гораздо хуже, чем по уровню жидкого. металла, в связи с чем такоеиспользование предлагаемого способа управления менее эффективно.Предлагаемый способ управления дозированием дополнительных материаловпри ЭЫС крупногабаритных сечения использовали при сварке прямолиней" ЗО ных швов бельгийским аппаратом "АРОКС" (аналогичным установке А 535)Размеры сечения сварного соединения 400 х 1200 мм, Между кромками свариваемого иэделия наводили шлаковую ванну, з подавали через мундштуки электродные проволоки ф 3 мм, подводили к шлаковой ванне ток 1,5 ка при напряжении 45.48 В. Уровень металла е сварочном зазоре определяли с по- .4 о мощью датчика уровня А 1441 (Разработка ОЗ ИЭС им. Е.О.Патона АН УССР) и перемещали формирующую накладку по уровню металла с помощью регулятора уровня 051698 (ОЗ ИЭС им.Е.О.Па тона АН УССР) . В качестве датчика скорости перемещения накладки исполв" зовали сельсин"датчик, установленный на валу двигателя перемещения наклад" ки, а сигнал на управление скоростью дозирования формировали, с помощью сельсина-приемника, на валу которого устанавливали ферромагнитные лепестки, входящие в зазор бесконтактного путевого включателя типа БВК"24. Импульсы с выхода БВГ"24 использова" ли для управления прецизионным автоматическим весовым дозатором типа сбс единичным набором веса до"зы 5 г. В качестве дополнительногоматериала приняли измельченный ГеА 1,Исследование химических. анализовсварных соединений, выполненных с из"вестным способом управления дозированием и с применением предлагаемогоспособа управления дозированием,показало несомненное преимуществопоследнего перед известным.Предлагаемый способ управления дозированием материалов, служащих дляметаллургической обработки металласварного щва с обратной связью пореальной скорости образования сварного шва, позволил обеспечить постоянные условия рафинирования металласварного шва, достичь равномерностихимического состава шва как по его высоте, так и по сечению, повысить качество металла сварного соединения.Ожидаемый экономический эффект отиспользования заявляемого изобретенияна единицу продукции составит приблизительно 14 от себестоимости металла сварного щва.формула изобретенияСпособ управления дозированиемматериалов при электрощлаковой сварке, по которому подают присадочныематериалы иэ дозаторов на зеркалошлаковой ванны, формируют сигналуправления скоростью подачи материалов, служащих для металлургическойобработки сварочной ванны, и изменяют эту скорость в соответствии ссигналом управления, о т л и ч а ющ и й с я тем, что, с целью повьаения качества сварного соединения путемобеспечения постоянства химическогосостава сварного шва по высоте и сечению, в качестве сигнала управленияскоростью подачи присадочных материалов выбирают скорость образованиясварного щва, причем с увеличениемуказанной скорости пропорционально ейувеличивают скорость подачи материалов, служащих для металлургическойобработки сварочной ванны, а приуменьшении указанной скорости пропорционально ей уменьшают скорость пода"чи этих материалов на зеркало шлаковой ванны.Источники информации,принятые но внимание при экспертизе1. Электрошлаковые печи, под ред,Б,Е,Патона и Б.И.Медовара, Киев,917983 1ектор.И, Коста 7/14 Тираж 1151 Подписное ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д, 4/5
СмотретьЗаявка
2966147, 30.07.1980
ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА
БОНДАРЕНКО ОЛЕГ ПЕТРОВИЧ, ПОДОЛА НИКОЛАЙ ВАСИЛЬЕВИЧ, СУЩУК-СЛЮСАРЕНКО ИГОРЬ ИВАНОВИЧ, ПОПОВСКИЙ ВАСИЛИЙ ЮРЬЕВИЧ, ЛЫЧКО ИВАН ИВАНОВИЧ, КРИЦКИЙ МИХАИЛ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B23K 25/00
Метки: дозированием, сварке, электрошлаковой
Опубликовано: 07.04.1982
Код ссылки
<a href="https://patents.su/4-917983-sposob-upravleniya-dozirovaniem-materialov-pri-ehlektroshlakovojj-svarke.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления дозированием материалов при электрошлаковой сварке</a>
Устройство для управления скоростью разливки и дозирования стали

Номер патента: 206818
Опубликовано: 01.01.1968
Авторы: Гребенюк, Дехт, Пущаловский
МПК: B22D 39/00
Метки: дозирования, разливки, скоростью, стали
...из корреляционного измерителя скорости 1, измеряющего скорость металла в струе, фотоэлектрического измерителялинейных размеров 2, измеряющего диаметрструи, перемнояающего устройства 3 и интегрирующего устройства 4, определяющих количество вытекающей стали, и блока управления 5, осуществляющего управления скоростью разливки и дозирование стали в соответствии с заданной программой,При разливке корреляционный измеритель1 измеряет скорость струи, а фотоэлектрический измеритель 2 измеряет ее диаметр. Сигналы с этих приборов подаются на перемножающее устройство 3, которое в свою очередь выдает сигнал, пропорциональный мгнму расходу стали из ковша, на блок уния 5.Одновременно пер емножающее уст5 3 выдает сигнал на интегрирующеество 4, с...
Устройство для контроля скорости обезуглероживания металла и распределения кислорода дутья между жидкой и газовой фазами

Номер патента: 376448
Опубликовано: 01.01.1973
МПК: C21C 5/30
Метки: газовой, дутья, жидкой, кислорода, между, металла, обезуглероживания, распределения, скорости, фазами
...соединены сти обезуглероживания в ента распределения кисл симиляции кислорода дут личества кислорода, испол ление СО до СО в поло Кислород для дожигания ре дожигания поступает снаберода, ма и а вычерез кисло да 21, По ходу проду часть отходящих уда через регу кислород в колич бражено описываем вки с помощью отборника 8 газов поступает в камеру 4, ируемый вентиль 5 подают естве, необходимом для полНа черт ство. Устройст 2; на гсе стро во включает газоход 1 конвертезоходе 1 установлен отборник ды Для этого предлагаемое устроиствожено камерой дожигания окиси угвход которой соединен с отборникомрегулируемым кислородным вентилемход - с вычислительным устройствомдатчики теплопроводности и избыткарода. 0 соединены, кромеположечия 14 ис 18, р...
Способ контроля скорости обезуглероживания металла в сталеплавильном агрегате

Номер патента: 1130613
Опубликовано: 23.12.1984
Авторы: Васильев, Жидков, Кудрин, Соколов, Тихонов
МПК: C21C 5/30
Метки: агрегате, металла, обезуглероживания, скорости, сталеплавильном
...Такую же величину составляет разностьмежду истинной скоростью обезуглероживания металла и скоростью, определяемой по известному способу, отсредней скорости выгорания углеродаза период продувки.Цель изобретения - повышение точности контроля,Поставленная цель достигается тем,что согласно способу контроля скорости обезуглероживания металла в сталеплавильном агрегате дополнительно измеряют уровень расплава и по его значениям определяют изменение количества продуктов окисления углерода, находящихся в расплаве, а скорость обезуглероживания определяют по формуле9 6 Я Д Кг-й,г К", игр (2) У,=1,СОСО,1 я ,.12 2Э 11306Предполагаемый способ осуществля- ется следующим образом.В процессе продувки металла, например в конверторе, непрерывно измеряют...
Устройство для формирования обратной стороны сварного шва

Номер патента: 1136919
Опубликовано: 30.01.1985
Авторы: Кайгородов, Каратыш, Коноплев, Пучков
МПК: B23K 37/06
Метки: обратной, сварного, стороны, формирования, шва
...1 схематично показано устройство и изображена эпюра магнитных сил при отсутствии сварочной дуги; на фиг, 2 - то же, в процессе сварки; на фиг. 3 - сечение А-А на фиг. 1При отсутствии источника нагрева (сварочной дуги) магнитолроводность1136919 В экспериментах использовались ручная дуговая сварка и автоматическая сварка под слоем флюса на автомате АЧС-2. Полотнище и дисковые магнитопроводы диаме тром 75-1 25 мм из го товлялись из Ст. 3. Использовались оксидно-бариевые постоянные магнитыс наружным диаметром 72 мм, внутренним - 32 мм, толщиной 15 мм, атакже набор плоских магнитов размером40 х 15 х 5 мм. При выбранном диаметре магнитов уменьшение диаметра магнитопровода приводит к снижению усилияотрыва и шунтированию магнитногопотока на...
Способ определения скорости коррозии металла

Номер патента: 1803823
Опубликовано: 23.03.1993
Автор: Чистяков
МПК: G01N 17/00
Метки: коррозии, металла, скорости
...образца время протекания термохимической реакции может быть недостаточно, чтобы получить четкий сигнал аномального изменения температуры среды на дневной поверхности. Поэтому в этом случае используют гранулированное индикаторное вещество, что обеспечивает постепенность растворения вещества. Для того, чтобы термохимическая реакция индикаторного вещества с продукцией скважины началась как можно ближе к дневной поверхности, т.е, к устью скважины, используют гранулы и микрокапсулы с водорастворимой оболочкой, что обеспечивает наибольший тепловой эффект в месте контакта продукции с регистрирующими приборами (термометрами),Реализуя заявляемый способ пример) установили контейнер с индикаторным веществом в количестве 5 кг в Н КТ на...
Предыдущий патент: Резьбонарезная головка
Следующий патент: Устройство ориентации электродинструмента
Случайный патент: Способ газового каротажа скважин