Способ изготовления протекторныхзаготовок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
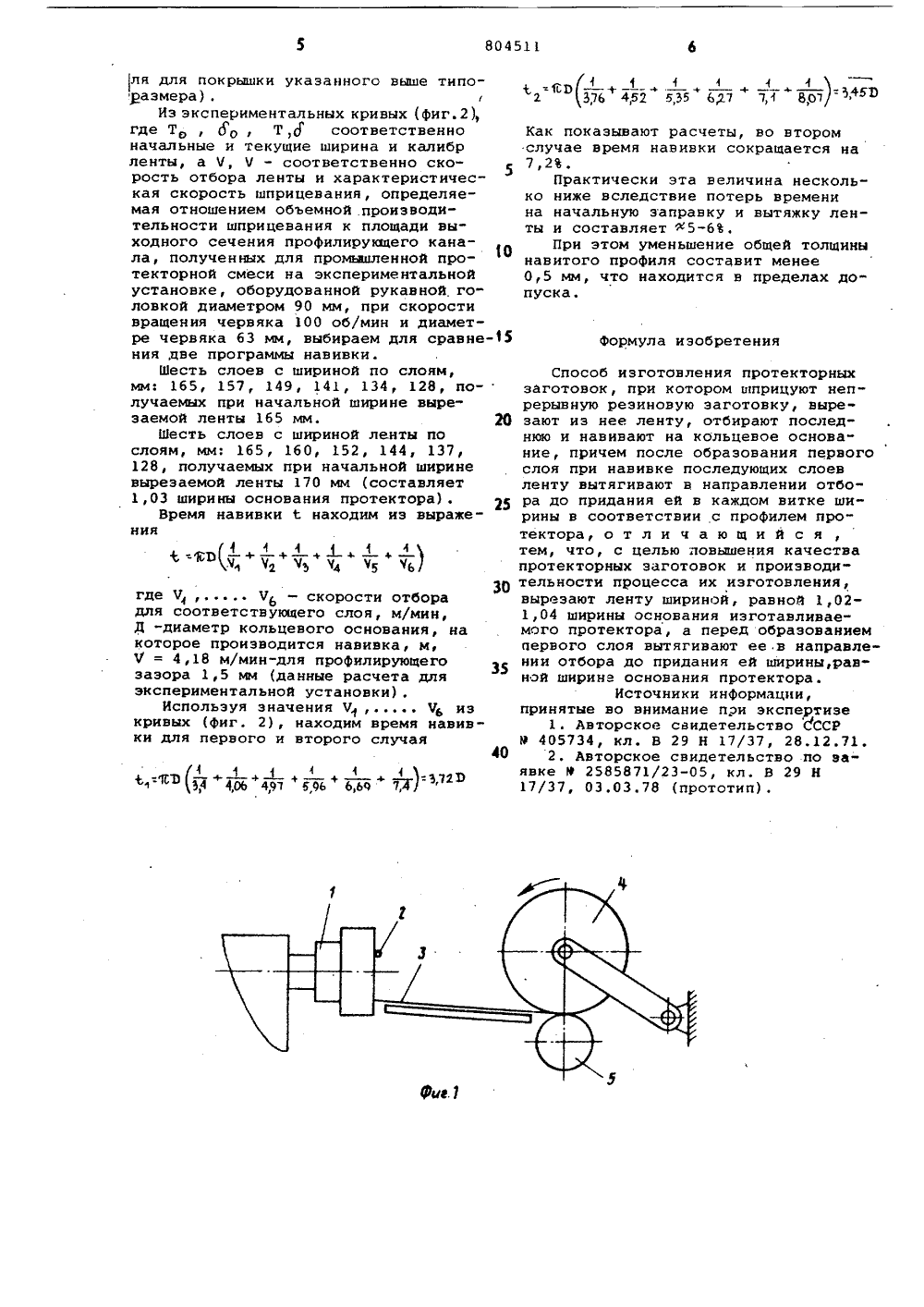
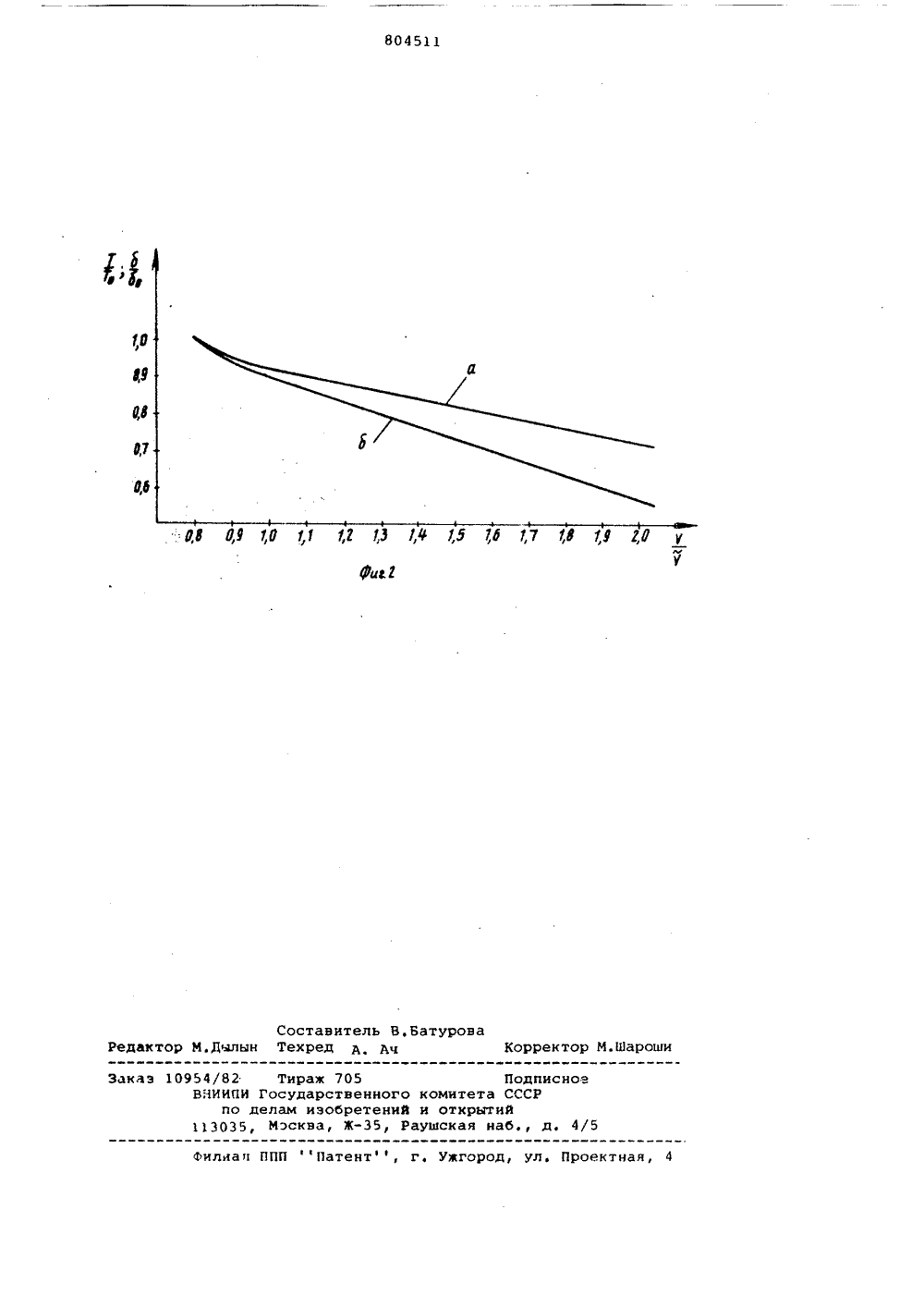
Сафз Сфветскнк Сфцналнстнческна РклублнкОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИ ЕТЕЛЬСТВУ(23) Приоритет ГосуаарственныЯ комитет СССР яо делам нзобретеннЯ и открытаЯОпубликовамо 150281, Бюллетень й 9 бДата оаублмкованмя описания 150281;38(088,8) 71) Заявите Ярославский политехнический институт) СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВО ижаетан качастично уст ом способе ых заготовок, прерывную реэают из нее нюю и навиваютпричем послепри навивкевытягивают придания ейсоответствииизвестном ириной, рав" отавливаемолой протекторая нечто, вследваемого маых устройродольных оси шприательно, емого издеой отборснижает й автотся наИзобретение относится кгическим процессам шинной нности и предназначено для ения заготовок протекторов, уемых при сборке и восстановкрышек пневматических шин.Известен способ изготовления протекторных заготовок, при которомшприцуют непрерывную резиновую заготовку, вырезают из нее ленту, отбирают последнюю и навивают на кольцевое основание, образуя многослойнуюпротекторную заготовку, причем необходимый профиль заготовки протектораобеспечивается эа счет последовательного изменения ширины ленты устройствами резания при начальной ширине,равной ширине основания протектора 11Однако последнее обстоятельствоведет к увеличению возвратных отходоврезиновой смеси и, следовательно,снижает производительность изготовленияпротекторных заготовок,Кроме того, при беэвытяжном отборе возможен увод ленты от оси шприцуемой заготовки, что приводит принавивке к смещению слоев получаемойзаготовки относительно друг другаили относительно других деталепокрышки, на которые производи вивка, Таким образом, счество готовой покрышкиУказанные недостаткиранены в другом известнизготовления протекторнпри котором шприцуют незиновую заготовку, выреленту, отбирают последна кольцевое основание,образования первого слояпоследующих слоев лентув направлении отбора дов каждом витке ширины вс профилем протектора. В5 способе вырезают ленту шной ширине основания иэгго протектора 2 Таким образом, первый20 тора образуют иэ ленты, коподвергалась вытягиванию,ствие специфики перерабатытериала и влияния отборочнств, приводит к смещению икромок ленты относительноцуемой заготовки и, следовк снижению качества получалия. Кроме того, беэвытяжнленты, как показано ранее,30 производительность способа5 О 15 20 25 30 35 40 45 ной, равной 1,02-1,04 ширины основания изготавливаемого протектора. Выбор значений в указанном интервалепроизводится в зависимости от деформационных свойств протекторной резиновой смеси и начальной ширины про 50 55 ЬО 65 тектора, определяемой размерами автопокрышки. Ленту 3 отбирают, заправляют под кольцевое основание 4, например сборочный барабан, и навивают на него, Перед образованием первого слояленту вытягивают в направлении отбора до придания ширины, равной ширинеоснования изготанливаемого протектораЭто обеспечивается подбором линейнойскорости приводного устройства 5.После образовании первого слоя увеличивают скорость отбора ленты 3 устЦель изобретения - повышение качества протекторных заготовок и производительности процесса их изготовления.Поставленная цель достигается тем, что в способе изготовления протекторрых заготовок, при котором шприцуют Непрерывную резиновую заготовку, вырезают иэ нее ленту, отбирают последнюю и навивают на кольцевое основание, причем после образования первого слоя при навивке последующих слоев ленту вытягивают в направлении отбора до придания ей в каждом витке ширины в соответствии с профилем протектора, вырезают ленту шириной,равной 1,02- 1,04 ширины основания изготавливаемого протектора, а перед образованием первого слоя вытягивают ее в направлении отбора до придания ей ширины, равной ширине основания протектора.При .осуществлении предлагаемого способа эа счет вытягивания ленты перед навивкой первого слоя, как и последующих, в ней создается принудительное натяжение, что снижает увод ленты от оси шприцуемой заготовки и приводит к последующему самоцентрированию ее при укладке на кольцевом основании. Вследствие того, что в этом случае перед вытягиванием подают леяту заведомо большей ширины,сокращается доля возвратных отходов,и повышается доля материала, поступающего за одно и то же время на навивку.На фиг. 1 изображено устройство для осуществления описываемого способа; на фиг, 2 - осредненные кривые зависимости относительного изменения ширины (кривая а) и калибра (кривая б) ленты от отношения скорости ее отбора к характеристической скорости шприцевания, полученные по результатам экспериментальных иследований.С помощью червячного пресса с профилирующей головкой 1 шприцуют непрерызнуь резиновую заготовку, напримерв виде рукава, и одновременно вырезают из нее устройством 2 ленту 3 шириройством 5, и навивают последующие слои. При навивке .которых ленту вытягивают в направлении отбора до придания ей в каждом витке ширины в соответствии с профилем протектора.Как показали исследования, проведенные на экспериментальной установке (фиг. 2), при вытягивании ленты на участке отбора изменялись ее ширина и калибр, причем характер этих изменений определялся деформационными свойствами материала ленты, Характер зависимости ширины и калибра ленты от скорости отбора для шприцуемых протекторных резиновых смесей таков, что при соответствующем выборе программы навивки сокращалось время навивки массива резины в соответствии с профилем протектора. Следовательно, введение вытяжки ленты перед образованием первого слоя навиваемой заготовки привело к дальнейшему повышению производительности изготовления протекторных заготовок (см. пример), что физически выражается в уменьшении доли возвратных отходов из-эа того,что первый слой образуют с предварительной вытяжкой ленты, ширина которой заведомо больше ширины основания профиля протекторной заготовки.Возникающее в ленте принудительное натяжение вследствие вытягивания ленты в направлении отбора предотвращает смещение ленты от оси шприцуемоЯ заготовки и способствует самоцентрированию ее при укладке на сборочном барабане. Как показали эксперименты по навивке ленточных заготовок на брекерный браслет при сборке брекерно" протекторных браслетов автопокрышек размера 165 В 13 на экспериментальной установке при реализации предлагаемого способа смещение кромок навитого первого слоя относительно брекера на ходилось в пределах допускаемых значений.При осуществлении предлагаемогоспособа можно шприцевать заготовкуплоскощелевой головкой, обрезать еекрая и центральную полосу шириной,большей ширины основания изготавливаемого протектора в указанном диапазоне значений, вытягивать перед навивкой первого слоя до ширины основания с целью достижения преимуществпредлагаемого способа. Однако шприцевание непрерывной заготовки в видерукава предпочтительнее, посколькупри этом обеспечивается лучшая равномерность скорости экструзии по фронту профилирующего канала, что особенно важно для получения равнотолщинных изделиЯ,П р и м е р , Необходимо навитьзаготовку протектора с высотой профиля Н=10 ф 0,5 мм и шириной основания16515 мм (соответствует нысоте профи-Щ + + + - 4 - + -4 1Ч 1 Ч Ч 5 Ч 4 Ч 5 Чь где Ч Ч 6 - скорости отборадля соответствующего слоя, м/мин,Д "диаметр кольцевого основания, накоторое производится навивка, м,Ч = 4,18 м/мин-для профилирующегозазора 1,5 мм (данные расчета дляэкспериментальной установки) .Используя значения Ч, Чь иэкриных (фиг. 2), находим время навив"ки для первого и второго случая 35 40=)П)-- + - + - + + - -=,7214 4,06 4,97 5,06 6,ЬО 7,ля для покрышки указанного выше типоразмера) .Из экспериментальных кривых (фиг.2), где То, д о, Т,К соответственно начальные и текущие ширина и калибр ленты, а Ч, Ч - соответственно скорость отбора ленты и характеристическая скорость шприценания, определяемая отношением объемной .производительности шприценания к площади вы" ходного сечения профилирукюцего канала, полученных для промышленной протекторной смеси на экспериментальной установке, оборудованной рукавной го" ловкой диаметром 90 мм, при скорости вращения червяка 100 об/мин и диаметре червяка 63 мм, выбираем для сравнения две программы навивки.Шесть слоев с шириной по слоям, мм: 165, 157, 149, 141, 134, 128, по-лучаемых при начальной ширине вырезаемой ленты 165 мм. 20Шесть слоев с шириной ленты по слоям, мм: 165, 160, 152, 144, 137, 128, получаемых при начальной ширине вырезаемой ленты 170 мм (составляет 1,03 ширины основания протектора), 2Время навивки 1 находим из выраже- ния/ 1Х 376 4,52 ,35 627 7, 1 Ь,О 7/Как показывают расчеты, во нтором случае время навивки сокращается на 7,2.Практически эта неличина несколько ниже вследствие потерь времени на начальную заправку и вытяжку ленты и составляет 5-6,При этом уменьшение общей толщины навитого профиля составит менее 0,5 мм, что находится н пределах допуска.Формула изобретенияСпособ изготонления протекторныхзаготовок, при котором шприцуют неп"рерынную резиновую заготовку, вырезают из нее ленту, отбирают последнюю и навивают на кольцевое основа"ние, причем после образования первогослоя при навинке последующих слоевленту вытягивают н направлении отбора до придания ей в каждом витке ширины в соответствии с профилем протектора, о т л и ч а ю щ и й с ятем, что, с целью повышения качествапротекторных заготовок и производительности процесса их изготовления,вырезают ленту шириной, равной 1,021,04 ширины основания изготавливае"мого протектора, а перед образованиемпервого слоя вытягивают ее в направлении отбора до придания ей ширины,равной ширине оснонания протектора.Источники информации,принятые но внимание при экспертизе1. Авторское свидетельство СССРР 405734, кл. В 29 Н 17/37, 28.12.71.2. Авторское свидетельство по заявке 9 2585871/23-05, кл. В 29 Н17/37, 03.03.78 (прототип),804511 Составитель В,Батуроваын Техред А, Ач Корректор М.Шароши акт Заказ 1 1 атент, г. ужгород, ул. Проектная,лиан П 54/82 Тираж 705 ВИИИПИ Государственногопо делам иэобретений 113035, Москва, ж, Р Подписноеомитета СССРоткрытиЯшская наб д. 4/
СмотретьЗаявка
2719642, 29.01.1979
ЯРОСЛАВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
КАЛИНИН МИХАИЛ ИВАНОВИЧ, БЕКИН МИХАИЛ НИКОЛАЕВИЧ, ХРЕНОВ ВИКТОР ИВАНОВИЧ, ШИЛОВ МИХАИЛ ОЛЕГОВИЧ
МПК / Метки
МПК: B29H 17/37
Метки: протекторныхзаготовок
Опубликовано: 15.02.1981
Код ссылки
<a href="https://patents.su/4-804511-sposob-izgotovleniya-protektornykhzagotovok.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления протекторныхзаготовок</a>
Пробоотборник для непосредственного отбора проб с ленты транспортера

Номер патента: 102390
Опубликовано: 01.01.1956
Автор: Барышев
МПК: B65G 15/00, G01N 1/02
Метки: ленты, непосредственного, отбора, проб, пробоотборник, транспортера
...ему вспоиогатсл иый траиспортср (2), несущий иа себе коробку (3).1 ороГка имеет длину, раинуо шприце ленты (1) основного транспортера, Внутри атой коробки располагается скребок (4) с роликом (5). Скребок (4) может двигаться по длине коробки (3) ионгрск ленты (1) трнспортера. На верху вспомогательного транспортера пунктиром показано начальное положение коробки (3).(ля взятия пробы вспомогательный транспортер приводится в движение в и- правлении, указанном стрелкой, со скоростью, равной скорости дви;кения иты (1). 1.оробка (3) высекает пробу иа лепте (1). При дальнешием движении корооки ролик (о) скребка (4) встречает направляющую (6), которая заствля т скребок (4) перемещаться в поперечном направлении ц сгребать пробу в приемный...
Пробоотборник для непосредственного отбора проб с ленты транспортера

Номер патента: 173481
Опубликовано: 01.01.1965
Авторы: Гнедов, Зайцев, Нчук, Соснов
МПК: B65G 15/00, G01N 1/02
Метки: ленты, непосредственного, отбора, проб, пробоотборник, транспортера
...тем, что, с целью 15 упрощения конструкции пробоотборника иуменьшения затрат на отбор и анализ проб, его рабочий орган выполнен в виде двух пол уковшей, укрепленных на установленных под углом друг к другу бесконечных гибких 20 тягах, обеспечивающих сближение полуковшей при их перемещении вдоль транспортера. Подписная группа173 Известен пробоотборник для непосредственного отбора проб с ленты транспортера, включающий расположенный над транспортером рабочий орган в виде скребка, перемещаемый в процессе отбора пробы.В предложенном пробоотборнике рабочий орган выполнен в виде двух полуковшей, которые укреплены на бесконечных гибких тягах, установленных под углом друг к другу. Тяги обеспечивают сближение полуковшей при их перемещении...
Способ восстановления зубчатых валов

Номер патента: 1488175
Опубликовано: 23.06.1989
Авторы: Балакина, Дубин, Майдебура, Олейник, Поздеев, Похилов, Рехтер, Розенберг
Метки: валов, восстановления, зубчатых
...сопровождаетсяувеличением объема, Наличие промежутка а, заплавленного более пластичнымматериалом позволяет компенсироватьнапряжения, связанные с описанным 45выше процессом. Однако при достаточномалом а (а О,ЗЪ) существует вероятность замыкания области аустенитногослоя, В этом случае происходит вытеснение из промежутков пластичного 50металла, т,е, шестерня деформируется,При дальнейшей эксплуатации шестернив результате фазовых превращений возможно возникновение усилий, направленных на отрыв зубьев. 55При а ) 0,4 Ь в зоне крепления зуба,где концентрируются знакопеременныенагрузки, прилегает металл пониженной прочности, в котором под воздействием этих нагрузок существует большая вероятность возникновения усталостных трещин, Этот Фактор...
Устройство для вырезки ленты переменной ширины

Номер патента: 686894
Опубликовано: 25.09.1979
Авторы: Алфеев, Бекин, Калинин, Решетян, Рябов, Хренов
МПК: B29H 3/06
Метки: вырезки, ленты, переменной, ширины
...длины первой ступени резания от программного устройства 25 поступает сигнал на включение электромагнитной муфты 15. При этом диски сцепления муфты соединяют ходовой винт 3 через поводок 4 и цепную передачу 17 с постоянно включенным в процессе работы червячно машины электродвигателем8. В результате вращения ходового винта происходитсинхронное поступательное перемещение лержателей 7 и 8 вдоль направляющих 9 и 1 О ло тех цор пока олин из упоров, располокенных на тяге 22 или 23 не разорвет электрическую цепь питания муфты 15 нажатием одного из микропереключателей блока конечных выключателей 24. При этом фрикционные диски муфты расцепляются, ходовой винт останавливается, приводная звездочка вращается вхолостую, режущие струны...
Устройство для отбора угля с ленты транспортера

Номер патента: 27470
Опубликовано: 31.08.1932
Автор: Городинский
МПК: B65G 47/34, E21F 13/08
Метки: ленты, отбора, транспортера, угля
...е изобретения м образом: совершая ие вместе со стержсправа налево, забиизводится следуюкачательное. движнем 7, ковш 10,Настоящим изобретением является устройство для равномерного отбора пробы угля с ленты транспортера, изображенное на чертеже в виде боковой проекции, состоящее из вала 2, приводимого во вращение мотором 19 посредством червячного колеса 18, На вал на-сажен диск 3, снабженный валиком 4, шар-нирно соединенным с шатуном 5, к котоЯому, в свою очередь, прикреплен рычаг.7 через кулачок 9. Стержень 7, кроме того, шарнирно укреплен на стойке 1, присоединенной к раме ленты 1 б болтами 17, благодаря чему стержень 7 обладает качательным движением.На конце стержня У.укреплен ковш 10 с противовесом 12, Отбор пробы про-во для отбора...
Предыдущий патент: Устройство для изготовления обрезиненногокордного полотна
Следующий патент: Устройство для измельчения резинотканевых материалов
Случайный патент: Светорасщепительный блок для передающей стереоцветной телевизионной камеры