Способ изготовления стопорных колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
О П И С А Н И Е ( 770624ИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспубликОпубликовано 15.10.80. Бюллетень38Дата опубликования описания 25.10.80 по делам ивобретеиий и открытий(54) СПОСОБ ИЗГОТОВЛЕНИЯ СТОПОРНЫХ КОЛЕЦ Изобретение относится к обработке металлов давлением, в частности к технологии изготовления колец.Известен способ получения стопорных колец в виде плоского криволинейного бруса равного сопротивления с ушками, заключающийся в получении заготовки рубкой из проволоки постоянного сечения, гибке заготовки в кольцо и окончательной формовке, включающей плющение и обрезку по контуру с целью придания телу кольца формы, которая соответствует балке равного сопротивления 1.Недостатками известного способа является наличие отхода металла, появляюшегося во время обрубки по контуру, и снижение качества изделия из-за возникновения заусенца и вогнутости в момент разделения.Наиболее близким к предлагаемому является способ изготовления стопорных колец в виде криволинейного бруса равного сопротивления с ушками путем получения заготовки с переменной площадью поперечного сечения, гибки ее в кольцо и окончательной обработки кольца 121.Недостатками известного способа является наличие отхода металла и снижение качества кольца из-за заусенца, возникающего во время вырубки, и искажений, которые появляются при гибке заготовки на ребро.Обычно очень трудно удержать заготовку в плоскости гибки, если сечение изгибают по 5оси наибольшего момента сопротивления. В этом случае сечение стремится развернуться так, чтобы гибка происходила по оси наименьшего момента сопротивления. Поворот сечений и форма изогнутого кольца иногда могут иметь значительные искажения, возтп никшие во время гибки заготовки на ребро,которые не исправляются при калибровке.В результате качество кольца снижается.Целью изобретения является экономияметалла и повышение качества изделия. Указанная цель достигается тем, что гибку кольца осуществляют в плоскости наименьшей жесткости поперечного сечения заготовки, а при окончательной обработке осуществляют предварительное плюгцение с раз ведением концов, обрезку и окончательное плющение.Заготовку получают из полосы двухрядной безотходной вырубкой или прокаткой, или ротационной ковкой.510 30 З 5 40 45 50 Формула изобретения С целью возможности изготовления колец с шириной, по меньшей мере, втрое превышающей толщину, перед окончательнойобработкой сечение заготовки поворачиваютна угол 90.На фиг. 1 показан процесс получениявырубкой заготовки с переменной площадьюпоперечного сечения из полосы постояннойширины; на фиг, 2 - гибка плоской заготовки в кольцо; на фиг. 3 - 6 - окончательноеоформление кольца; на фиг, 7 - поворотсечений на 90, на фиг. 8 - пример получения заготовки из проволоки при помощи ротационной ковки.При получении плоской заготовки с переменной плошадью поперечного сечения заисходный материал принимают полосу 1 постоянной ширины в и толщины 6 (фиг. 1),Ширина полосы в обеспечивает двухрядноерасположение заготовок 2, Разделяет рядыобщая кривая 3 синусоидального типа, которая, поскольку толщина полосы постоянная,изменяет высоту заготовки от Ь до Ьпо закону изменения плошади пойеречногосечения у эксцентрического кольца. Минимальная площадь у кольца - в месте ушек,следовательно, и минимальную высоту Ьщу заготовки 2 принимают в месте расположения будущих ушек, т.е, по ее концам.Ряды заготовок смещены на половинудлины заготовки 1Гибку заготовки 2 в кольцо производятв плоскости, перпендикулярной плоскости заготовки, т.е. по оси наименьшего моментасопротивления, до диаметра Р, которыйравен наружному диаметру кольца (фиг. 2),Окончательная обработка включает предварительное плющение с подгибкой ушек дотребуемого расположения, обрезку ушек вразмер и окончательное плющение. Предварительное плющение кольца 4 производят вматрице, рабочая полость которой имеет диаметр Р. Осадка сопровождается течениемметалла в радиальном направлении, при котором характерно наличие сжимающих напряжений, Плющение производят до высотыЯ , несколько превышающей толщину готового изделия 5. При этом в зоне наибольшейвысоты Ь формируется наибольшая ширина кольца вмаксПосле предварительного плюсцения и гибки ушек 5 осуществляют обрезку ушек в размер К, при этом возникает незначительныйотход 6. Во время обрезки может появитьсязаусенец, который ликвидируют окончательным плющением,Окончательное плюшение осуществляюттакже в матрице между двумя параллельными бойками (пуансонами), при этом толщина 5 кольца уменьшается до высоты, равной толщине Я готового кольца. Плющениемежду плоскими бойками придает изделиюмаксимальную плоскостность и ликвидируетзаусенец в плоскости кольца.Вариант способа второй (при Ь д3) . 4Кольцо 4 деформируют так, что сеченияповорачиваются на 90 и тогда высота Ьсстановится максимальной шириной 6 кольца, Ь,н - 6а толщина заготовки 6 -толщиной кольца 5 . После поворота сечения производят окончательное плющение,как описано выше,Вариант способа третий.Заготовку 7 получают путем прокаткиили ротационной ковки из проволоки 8 сизменением плошади поперечного сеченияпроволоки по закону балки равного сопротивления. А затем полученную заготовку изгибают в кольцо и окончательно обрабатывают описанным выше образом.Пример. Для получения эксцентрического кольца, вставляемого в корпус, с наружным посадочным диаметром 30,4 мм и толшиной 1,6 мм(бмакс= 3 1 мм мин = 1мм) берут полосу шириной 4,3 чм и толщиной 1,7 мм.Из указанной полосы нол., ают заготовки длиной 90 мм, Расположение заготовок двухрядное с обшей кривой разделения, обеспечивающей максимальную высоту Ьмакс = 2,92 мм.Полученную заготовку гнут в плоскости, перпендикулярной плоскости заготовки. Затем помещают в матрицу с рабочим диаметром 30 мм, Сначала отгибают у,ки внутрь, затем кольцо плюшат предварительно до толщины (5 ) 1,7 мм, г;ри этом ушки разводят клином, закреплч ным на пуансоне, до параллельного расположения. Рас стояние между ушками с,равное Я м,. 1 осле плюшения обрезают ушки до высоты 5 мм и последней операцисй осочатсл,о нлющат до тОлщины 1,6 мм.Второй вариант способа но.у;сния эксцентрического кольца с теми же размерами осуществлен из проволоки диаметром 2,5 мм. Заготовку для кольца по третьему варианту получают путем ротационной ковки. Заготовки длиной 63 мм и диаметром 2,5 мм, уменьшают диаметр по закону балки равного сопротивления, при этом а ,=- 1,85 мм, а а = 2,5 мм. Полученную заотовку гнут максв кольцо и помешают в т же хатрию, что и предыдущее кольцо. Дальнейние операции проводят в последовательности, указанной выше.Предложенный способ получения эксцентрических колец обеспечивает возможность создания производства стопорных колец без отхода металла.Улучшение качества кольна сказывается на повышении надежности стогорного соединения, а значит и надежности всех машин и механизмов. 1. Способ изготовления стопорных колец в виде криволинейного бруса раиого сопротивления с ушками путем получения заготов 770624ки с переменной площадью поперечного сечения, гибки в кольцо и окончательной обработки кольца, отличающийся тем, что, с целью обеспечения экономии металла и повышения качества изделия, гибку кольца осуществляют в плоскости наименьшей жест. кости поперечного сечения, а при окончательной обработке осуществляют предварительное плющение с разведением концов, обрезку и окончательное плющение,2. Способ по п. 1, отличающийся тем, что заготовку получают из полосы двухрядной безотходной вырубкой.3. Способ по п. 1 и 2, отличающийся тем, что, с целью возможности изготовления колец шириной, по меньшей мере втрое превышающей толщину, перед окончательной обработкой сечение заготовки поворачивают на угол 90.4. Способ по п. 1, отличающийся тем, что заготовку получают из проволоки путем прокатки.5. Способ по п, 1, отличающийся тем, что заготовку получают из проволоки ротационной ковкой. Источники информации,1 ф принятые во внимание при экспертизе1. Авторское свидетельство ЧССР160407, кл. 7 д 1, 1973,2. Патент Польши54369, кл. 7 с 32/01,1968.770634 иг,а г 5 фиг,у в Составитель Л. Ткехред К. Шуфричираж 986 Решетник венного комитета ретений и откры 35, Раушская наб г. Ужгород, ул. П едактор Г. Мозжечаказ 7341/1 ОВНИИПИпо113035, МФилиал ППП Государст елам изоб сква, Ж - Патент,ченкоКорректоПодписноСССРийд. 4/5роектная, 4
СмотретьЗаявка
2655258, 11.08.1978
ПРЕДПРИЯТИЕ ПЯ Р-6543
ТИМОШЕНКО ЯКОВ АЛЕКСЕЕВИЧ, НЕГАЧЕВ НИКОЛАЙ НИКОЛАЕВИЧ, ВОРОБЬЕВ ЮРИЙ ПЕТРОВИЧ, ЦЕПУЛИН ВЛАДИМИР АНАТОЛЬЕВИЧ
МПК / Метки
МПК: B21D 53/16
Опубликовано: 15.10.1980
Код ссылки
<a href="https://patents.su/4-770624-sposob-izgotovleniya-stopornykh-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления стопорных колец</a>
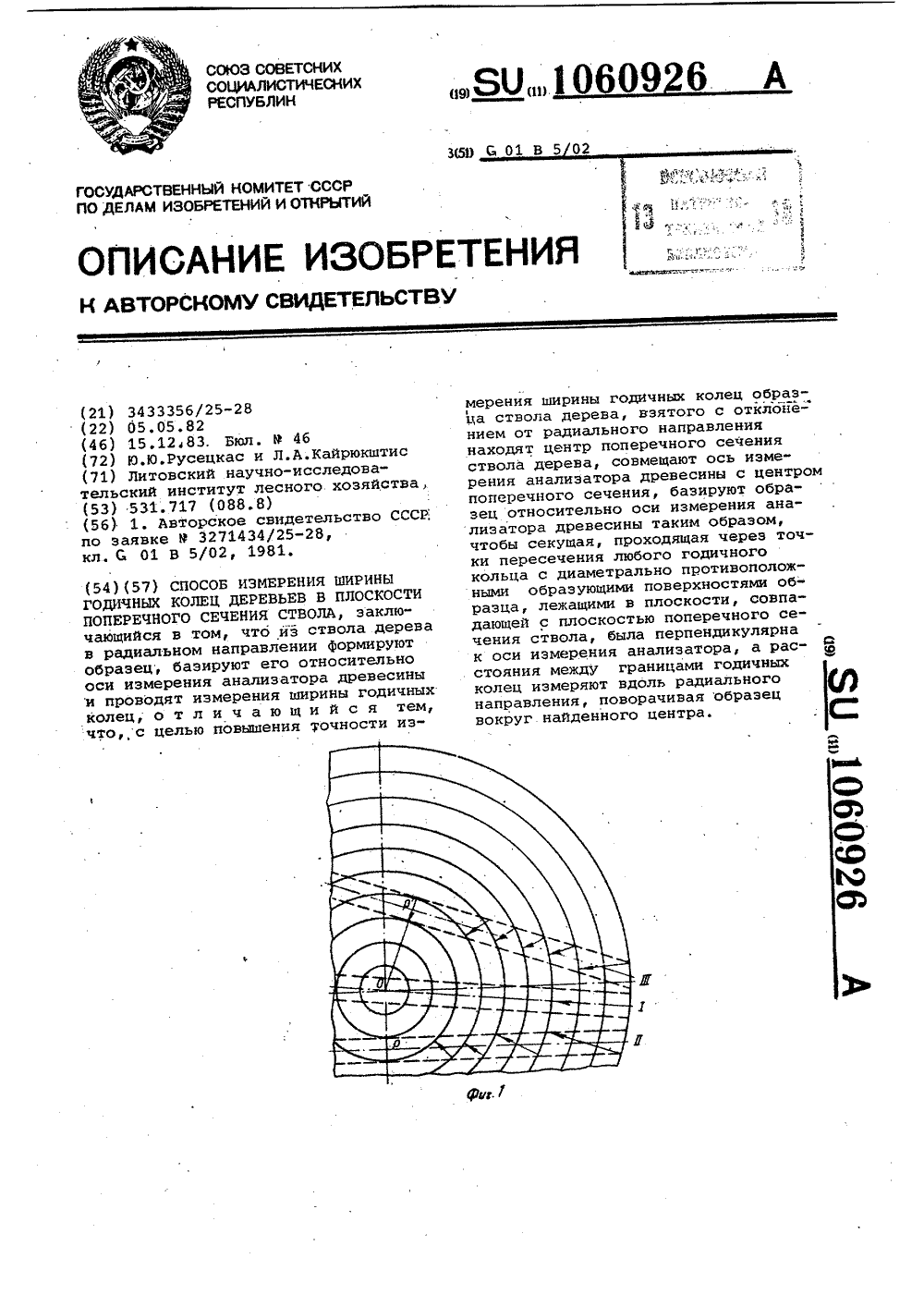
Способ измерения ширины годичных колец деревьев в плоскости поперечного сечения ствола
Номер патента: 1060926
Опубликовано: 15.12.1983
Авторы: Кайрюкштис, Русецкас
МПК: G01B 5/02
Метки: годичных, деревьев, колец, плоскости, поперечного, сечения, ствола, ширины
...плоскости поперечного сечения ствола,заключающемуся в том, что из стволадерева в радиальном направлении формируют образец, базируют его относительно оси измерения анализаторадревесины и проводят измерения ширины годичных колец, находят центрпоперечного сечения ствола дерева,совмещают ось измерения анализаторадревесины с центром поперечного сечения, базируют образец относительно оси измерения анализатора древесины таким образом, чтобы секущая,проходящая через точки пересечениялюбого годичного кольца с диаметрально противоположными образующимиповерхности образца, лежащими в плоскости, совпадающей с плоскостью поперечйого сечения ствола, былаперпендикулярна к оси измерения анализатора, а.расстояния между границами годичных колец измеряют...
Автомат для механической обработки, снабженной замком заготовки поршневого кольца

Номер патента: 114347
Опубликовано: 01.01.1958
МПК: B23B 7/14
Метки: автомат, заготовки, замком, кольца, механической, поршневого, снабженной
...установки заготовки 1 поршневого кольца на рабочей позиции шпинделя 3 обжимной конус 7, смонтированный на вращающейся гильзе 8 и поддерживаемый роликами 9, опускается (см. пунктирное изображение конуса), до уровня верхнего диска 4. Движе 1 п 1 ем шпинделя 3 вверх114347производится обжим кольца в конусе до точного диаметра Д цилиндрического участка.Обжатое кольцо с усилием Р прижимается к торцу гильзы 8, обжимной конус 7 отжимает, я в крайнее верхнее положение, а зажатая между вращающимися шпинделем 8 и гильзой 8 заготовка 1 кольца получает вращение и подвергается полной токарной обработке с одной установки, Обточка производится черновым и чистовым резцами 10 с продольного суппорта. Расточка - черновым и чистовым резцами П,...
Заготовка под гибку штампованных стопорных колец

Номер патента: 1142201
Опубликовано: 28.02.1985
Автор: Григорьян
МПК: B21D 53/16
Метки: гибку, заготовка, колец, стопорных, штампованных
...штампа и расход штамповой стали.Цель изобретения - сокращение отходов листового материала и уменьшение расхода шта м повой стали.Указанная цель достигается тем, что в заготовке под гибку штампованных стопорных колец, содержащей две расположенные одна к другой ветви, сопряженные между собой по радиусу, угол между ветвями заготовки равен 90, а радиус сопряжения между ними равен радиусу готового кольца.На фиг. 1 изображено расположение заготовок на полосе исходного материала; на фиг. 2-заготовка кольца; на фиг. 3 - готовое кольцо; на фиг. 4 - устройство для гибки кольца. 142201Заготовка кольца представляет собой двеветви 1, расположенные под углом 90, с концами 2 согласно чертежу готовой детали. Ветви 1 с концами 2 сопряжены между собой...
Распорное пружинное кольцо для поршневых уплотняющих колец

Номер патента: 44746
Опубликовано: 31.10.1935
Автор: Ригмонд
МПК: F16J 9/00
Метки: колец, кольцо, поршневых, пружинное, распорное, уплотняющих
...на тело поршня кольца из листового металла,одно или несколько, друг на друга, для образования достаточной толщины слоя,с целью восстановления первоначального наружного диаметра уплотняющих колец, причем толщину эту приходится определять более или менее наглаз И ПОЭТОМУ ТРУДНО ДОСТИЧЬ РЭВНОмерного по всей окружности нажатия прокладочных колец на уплотняющие и одинакового прилегания последних к поверхности цилиндра.Для облегчения и упрощения работы по подкладке таких колец предлагается,согласно изобретению, делать их не круглой, а шестигранной, как показано на чертеже, формы. Такоеконечно:при этом разрезное и пружинноекольцо,будучи надето на тело поршня, получает на нем дополнительные для себя точки опоры и, работая на распор и на...
Пружинное стопорное кольцо

Номер патента: 796487
Опубликовано: 15.01.1981
Авторы: Воробьев, Тимошенко, Цепулин
МПК: F16B 21/18
Метки: кольцо, пружинное, стопорное
...0 установочным диаметром Р и внутренним диаметром Р . Центр внутреннего диаметра Рсмещен относительно цент ра наружного диаметра Р на величину эксцентриситета е в сторону ушек 2.Эксцентричное тело 1 кольца имеет утоненный участок З,толщина которого Меньше толщины Я кольца,а ширина Т этого участка увеличивается в направлении от ушек к оси 1 - 1,проходящей через центры наружного и внутреннего 20 диаметров и центр расстояния между ушками 1 .Расстояние Ь между ушками 2 обеспечивает кольцу упругое деформирование во время установки его в гнездо,Когда кольцо сжимают, воздействуя на ушки 2,при помощи ручного инструмента, наружный диаметр Рн кольца уменьшается до величины, обеспечивающей свободный проход кольца через отверстие корпуса, в котором...
Предыдущий патент: Способ изготовления сверхнегабаритных многослойных корпусов сосудов высокого давления и труб
Следующий патент: Способ изготовления сферических или конических шайб
Случайный патент: Устройство для вибрационно-центробежной обработки