Способ соединения торового уплотнения с корпусом сосудов давления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
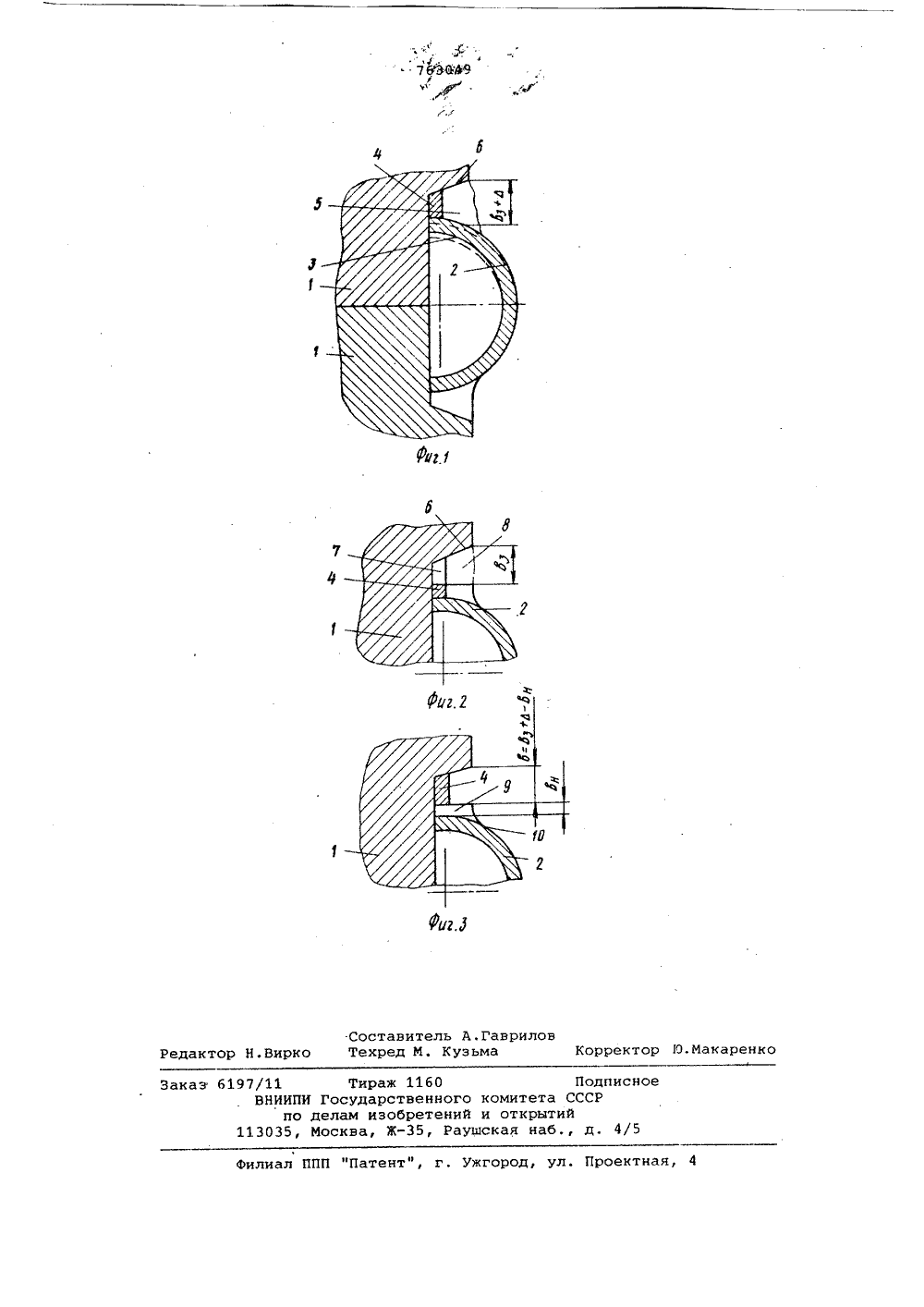
40 50 55 ао 65 верхность тороного уплотнения, а ширину резделки выбирают из условияЪгде Ь - ширина разделки;Ьн - ширина наплавки на поверхность торового уплотнения.На Фиг. 1 изображено тороное уплотнение сосуда давления после сварки монтажного шва; на фиг. 2 - вырезка по монтажному шву при разгерме. тиэации сосуда; на фиг, 3 - торовое уплотнение с предварительной наплавной на торовое уплотнение, где 1 - части корпуса сосуда давления;2 - торовое уплотнение;3 - положение торового уплотнения2 до сварки монтажного шва;4 - технологическое кольцо;5 - монтажный шов;6 - скос разделки на корпусесосуда;7 - ремонтное технологическоекольцо;8 - заданная разделка;9 - наплавка на торовое уплотнение;10 - сопряжение поверхности торового уплотнения с поверхностью шна;Ь - перемещение стенки торовогоуплотнения 2 при всех заданных операциях вырезка-снарка;Ь - средняя ширина заданной разделки;Ь - ширина разделки при наплавкена тороное уплотнение 2;Ьн - ширина наплавки на торовоеуплотнение 2.Способ осуществляют следующим образом. По ширине Ь 5 заданной разделки под сварку, числу М планируемых операций вырезка-снарка, теплофизическим характеристикам металла определяют суммарные перемещения стенки торового уплотнения 2 Д = М и аТ, Ь. На корпусе сосуда выполняют разделку под сварку монтажного шва 5, ширина которой составляет Ь +Ь, При сборке соединения в разделку монтажного шва 5 помещают технологическое кольцо 4, толщина которого равна толщине торового уплотнения 2. Сварку монтажного шва 5 соединения выполняют многослойной, при этом сварку первого слоя производят с неполным пропланлением кольца 4.В случае, когда поверхность торового уплотнения 2 образует с технологическим кольцом 4 острый угол и возникает вероятность образования дефектов в этом месте при сварке, а также при невозможности обработки сварного шва с целью получения плавного сопряжения 10 поверхности торового уплотнения 2 с поверхностью шва непосредственно на изделии, выполняют наплавку 9 на поверхность торового уплотнения 2 и производят ее конгроль и обработку до сборки соединения.Предлагаемый способ соединения тороного уплотнения 2 с сосудом давления обеспечивает его ремонтопригодность путем выполнения заданного числа ремонтных операций вырезка-сваркабез замены тороного уплотнения 2,так как резку каждый раз производятпо металлу монтажного шна 5 или ремонтного шна, не срезая при этомстенку тороного уплотнения 2, Резкуосуществляют с прорезанием технологического кольца 4 на всю его толщину и одновременно образуют разделкузаданной ширины Ь, Иирина Ь заданной разделки меньше ширины монтажнойразделки, а скос разделок б на корпусе сосуда каждый раэ выполняют поодному и тому же месту из условиясохранения постоянным расстояния добазовой поверхности режущего и сварочного оборудования,При повторной герметизации сосуда в разделку 8 помещают ремонтное технологическое кольцо 7 и заваривают шов многослойной сваркой с неполным проплавлением кольца 7. В пооцессе сварки монтажного шва 5 происходит накопление поперечной усадки и перемещений участка торового уплотнения 2 к противоположному скосу б разделки, После вырезки по монтажному шву 5 и разгерметизации сосуда участок 3 торового уплотнения 2 остается перемещенным, а после повторнои заварки ремонтной разделки претерпевает дальнейшее перемещение в том же направлении. Это явление повторяется прикаждом очередном цикле вырезка-сварка, вызывая последовательное приближение стенки торового уплотнения 2 кскосу б на корпусе 1 сосуда. Однакопредварительное увеличение ширинымонтажной разделки по сравнению свырезаемой прн ремонте, заданной покрайней мере на величину Д, и расположение скоса б раэделок в одном итом же месте обеспечивает разделкупри заданном числе операций всегдапо металлу шва и, таким образом, целостность торового уплотнения 2 сохраняется. П р и м е р . В соединении корпуса сосуда давления с крышкой применено торовое уплотнение с сечением ф 4 бх 4. Материал корпуса сосуда и торового уплотнения - сталь 12 Х 18 Н 10 Т По ГОСТ 5632-72. Сварку торового уплотнения выполняли плавящимся электродом в среде защитного газа, высота наплавки одного прохода равна 2,5 мм. Заданная разделка имеет среднюю ширину 20 мм, глубину 12 мм и угол скосакромки 20 О, Планируемое число раэгерметизаций 3. Предварительно определяли величину поперечной усадки швапри всех циклах сварка-вырезка изусловияД = М п.т, Ьь.В данном случае М = 1 монтажная сварка + 3 ремонтные = 4, при глубинеразделки 12 мм и высоте наплавки одного прохода 2,5 мм числа слоев и12/2,5 = 5. Для аустенитного металла шва Ф = 18 101/ С и Т =800 С,откуда4 = 4 х 5 х 1810 х 800 х 20 = 5,76 мм.Учитывая толщину технологическогокольца (4 мм) и вычисленную величинуЬ, принимали ширину монтажной разделки 26 мм, а глубину 16 мм,После сборки соединения и установки технологического кольца производили сварку первого слоя с неполным проплавлением толщины кольца изатем послойно заполняли разделку.Вырезку монтажного шва при разгерметизации сосуда производили фрезерованием или точением со сквознымпрорезанием технологического кольца,после чего части сосуда могут бытьразъединены. В процессе вырезки монтажного шва образовывали. заданнуюразделку шириной 20 мм и скосом,совпадающим со скосом монтажнойразделки. Заварку ремонтного швапроизводили после сборки соединения и установки в разделку ремонтного технологического кольца. Циклсварка-вырезка может быть повторензапланированное число раз (3 раза)беэ повреждения торового уплотнения, чем обеспечивает многократное . его использование. При этомотпадает необходимость в процессе каждой ремонтной операциизаменять торовое уплотнение новым ивыполнять приварку торового уплотнения с обеих сторон, что снижает объемсварочных работ вдвое.Предложенный способ соединения торового уплотнения с корпусом сосудов давления позволяет проводить заранее определенное количество ремонтных операций вырезка-сварка. При этом вырезку производят по монтажному шву, что сохраняет геометрические размеры и форму торового уплотнения и дает воэможность использовать одно торовое уплотнение при неоднократном ремонте, Процесс выполнения ремонтных операций упрощается, так как сваркамонтажного шва технологичнее сваркипо телу торового уплотнения,Формула изобретения 30 35 1. Способ соединения торового уп 5 лотнения с корпусом сосудов давления,при котором выполняют с заданной шириной разделку кромки корпуса подсварку последнего с торовым уплотнением, а соединение осуществляют мноо гослойной сваркой, о т л и ч а ю -щ и й с я тем, что, с целью повышения ремонтопригодности соединения собеспечением заданного числа ремонтных операций вырезка-сварка при выполнении вырезки по шву, предварительно определяют величину поперечных перемещений стенки торового уплотнения из условияД= Мл дТ Ь.Ьгде Ь - перемещение стенки торовогоуплотнения при всех заданных операциях вырезка-сварка,и - число слоев шва,М - заданное число циклов вы 25резка-сварка,б - коэффициент температурногорасширения,Т - температура, при которойметалл шва приобретает упругие свойства,Ь - средняя заданная ширина разЪделки, а разделку выполняютшириной больше заданной навеличину Ь, при этом в разделку устанавливают кольцои сварку первого слоя осуществляют с неполным проплавлением технологическогокольца,2. Способ по и, 1, о т л и ч а ющ и, с я тем, что, с целью повышения качества соединения и его работоспособности, перед разделкой выполняют наплавку на торовое уплотнение, а ширину разделки выбирают из45 условияЬ=Ь +й-ЬЪгде Ь - ширина наплавки на поверхНность торового уплотнения.Источники информации,50 принятые во внимание при экспертизе1. Авторское свидетельство СССРМ 553379, кл. Г 1613/10, 1973прототип.игУ Фиг.д Составитель А,ГавриловРедактор Н.Вирко Техред М. Кузьма Корректор Ю.Макаренко Заказ 6197/11ВНИИ 3035,Филиал ППП "Патент", г, Ужгород, ул. Проектная Тираж Государст елам изоб осква, Ж 60нноготенийРауш Подписно омитета СССР открытий кая наб., д. 4/5
СмотретьЗаявка
2654320, 07.08.1978
ПРЕДПРИЯТИЕ ПЯ Р-6476
РОЩИН ВЛАДИСЛАВ ВАСИЛЬЕВИЧ, ХАВАНОВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, КУЗНЕЦОВ ИВАН КИРИЛЛОВИЧ
МПК / Метки
МПК: B23K 9/16
Метки: давления, корпусом, соединения, сосудов, торового, уплотнения
Опубликовано: 15.09.1980
Код ссылки
<a href="https://patents.su/4-763049-sposob-soedineniya-torovogo-uplotneniya-s-korpusom-sosudov-davleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ соединения торового уплотнения с корпусом сосудов давления</a>
Шпонка для уплотнения деформационного шва бетонного напрного сооружения

Номер патента: 549544
Опубликовано: 05.03.1977
МПК: E02B 3/16
Метки: бетонного, деформационного, напрного, сооружения, уплотнения, шва, шпонка
...псрфорированной и покрыла5 с наружной стороны материалом заполненияоболочки.Такое выполиение шпоики устраняет ф 1 льтрацию на контакте оболочка-бетон,На фиг, 1 изображена предложенная10 шпонка, продольный разрез; иа фиг. 2 -шпонка, поперечный разрез.Шпопка устанавливается в местном расширении деформационного шва 1 и выполнена из железобетонной или металлической опа 15 лубки 2, перфорированной отверстиями 3.Оболочка 2 заполнена водонепроницаемымвязко-упруго-пластичным материалом 4, например, асфальтовой мастикой. При установке шпонки, вязко-упруго-пластичный материалпокрывает внешнО 1 о поверхность оболочки,образуя слой 5, и закрывает отверстия 3,препятствуя этим засореирпо олос 1 ипонкираствором при бетоиировании сооруженря.При...
Способ соединения и уплотнения материала деталей контейнеров из картона

Номер патента: 1475480
Опубликовано: 23.04.1989
Автор: Ингемар
МПК: B65B 51/32
Метки: картона, контейнеров, соединения, уплотнения
...полоса 5 вводится в контакт с деталями 3 и 4 с внешней или внутреннейповерхности контейнера, Соединительный контакт полосы 5 с деталями 3 и 4производят под расчетным давлением,В область соединительной полосы пода, ется ультразвуковая или высокочастотная энергия,. которая поглощается теплопроводящим слоем 1, что приводит к нагреву последнего и нагреву свариваемого под действием тепла или адгеэнвного слоя ,2, контактирующего сдеталями 3 и 4, Под действием тепласлой 2 расплавляется или размягчается, в результате чего детали 3 и 4контейнера свариваются или склеиваются вместе с соединительной поло=сой. Как показано на фиг.1, адгеэивный или сваривающийся под действиемтепла слой 2 может проникнуть на не"которую глубину в зазор между...
Торовое уплотнение для сосудов высокогодавления

Номер патента: 268817
Опубликовано: 01.01.1970
Авторы: Гречко, Кошн, Круглое, Рол
МПК: F16J 15/08
Метки: высокогодавления, сосудов, торовое, уплотнение
...прикрепляемое, на пример сваркой, к корпусу и крышке, отличаюи 1 ееся тем, что, с целью его многократного использования. тор выполнен из двух частей: внешней и внутренней, сопрягаемых по образующей цилиндра симметрии тора при помощи З 0 расположенных концентрично цилиндрической Изобретение предназначается для герметизации сосудов высокого давления большого диаметра, используемых, например, в химическом и энергетическом машиностроении.Известно торовое уплотнение для сосудов высокого давления, герметично прикрепляемое, например, сваркой, к корпусу и крышке.Цель изобретения - многократное использование уплотнения.Для этого тор выполнен из двух частей: внешней и внутренней, сопрягаемых по образующей цилиндра симметрии тора при...
Уплотнение горловин тонкостенных сосудов

Номер патента: 836427
Опубликовано: 07.06.1981
МПК: F16J 15/02
Метки: горловин, сосудов, тонкостенных, уплотнение
...следующим образом,Уплотнение устанавливается нагорловину сосуда, при этом край горловины размещается в выемке 2 каплевидной формы. При деформации уплот"нения крышкой происходит изменениеформы поперечного сечения уплотне"ния и поджатие лепестков 1 к стенкам горловины. Окончательная герметизация горловины происходит когдаверхняя Ч-образн,зя часть уплотнения принимает прямолинейную форму.При механической деформации уплотнения лепестки образуют с горловиной герметичное соединение. Придеформации уплотнения за счет изменения формы боковой поверхности создается дополнительный эффект герметизации соединения лепестками,Предлагаемая форма уплотненияобеспечивае= эффект самоуплотненияза счет избыточного как внутреннего,так и внешнего...
Временное уплотнение деформационного шва

Номер патента: 1155658
Опубликовано: 15.05.1985
МПК: E02B 3/16
Метки: временное, деформационного, уплотнение, шва
...олеиновая кислота 4,2.Электроды могут быть выполнены,например, из алюминиевых сплавов ф(например, ЛК). Изоляция электродов может бьггь выполнена в видепокрытия окисной пленки. Например,при толщине окисной пленки 30-70 мкммикротвердость ее 500 кгс/мм, адиэлектрическая проницаемость 8-10.Предлагаемое временное уплотнение деформационного шва содержит камеры 1, выполненные из эластичногоматериала, симметрично прикрепленныек центральному элементу жесткости 2;выполненному в виде двутавра. Камеры 1 заполняют рабочей средой 3,в качестве которой может быть использована электрореологическая суспензия,Рабочая поверхность камер 1 покрытапленкой 4 электрореологической суспензии, На поверхности камер 1расположены изолированные электроды5,...
Предыдущий патент: Устройство для сварки наклонным электродом
Следующий патент: Электродержатель для ручной дуговой сварки
Случайный патент: Способ определения инфицированности желудка самрylовастеr pyloridis