Линия для изготовления большеформатных листовых древесных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
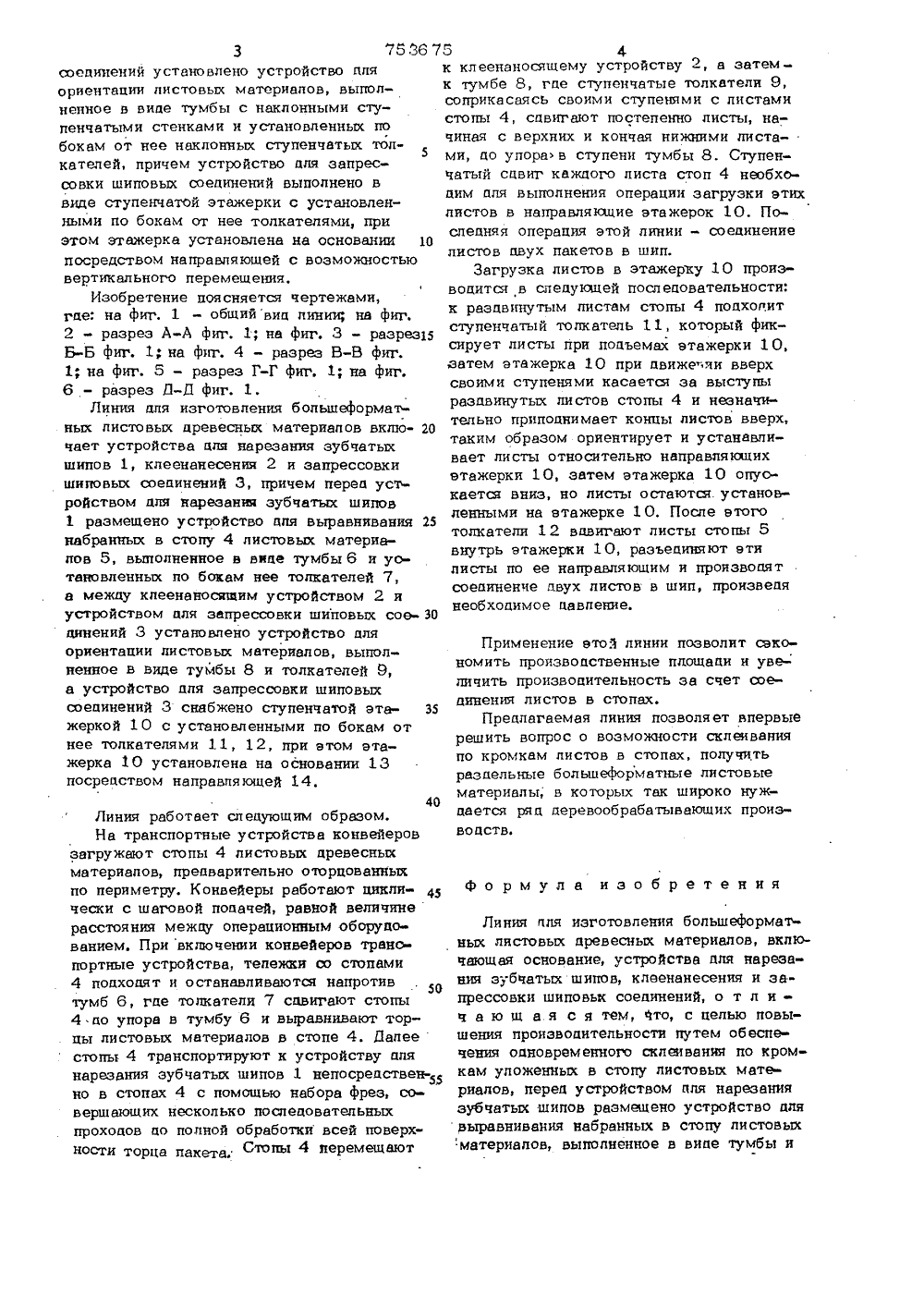
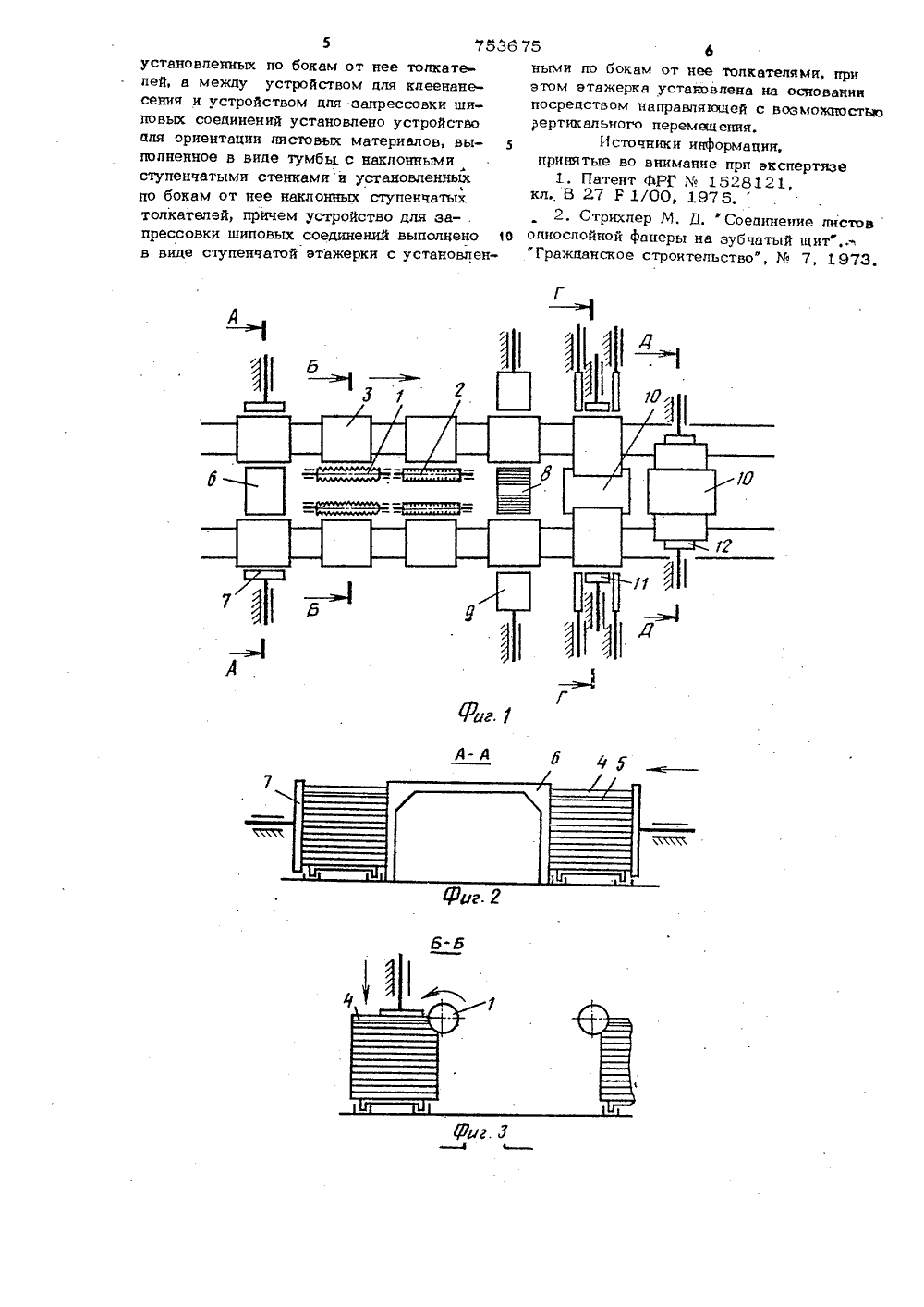
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскннСоцнапнстннческннРеспубпнк 753675(5)Л 1, Кл. В 29 Ю 5/00 с присоединением заявки МГосударстеенный комитет(23) Приори гетоо делам наобретеннй и открытий(72) Авторы изобретения Московский лесотехнический институт(54) ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ БОЛЬШЕФОРМАТНЫХ ЛИСТОВЫХ ДРЕВЕСНЫХ МАТЕРИАЛОВИзоб ретение относится к технологическому оборудованию дпя изготовления большеформатных листовых древесных материа,лов и может быть использовано в деревообрабатывающей промышленности, судостроении.5Известна линия дпя изготовления бесконечной ленты из древесных плит, включающая устройство дпя фрезерования кромок, склеивания, резания на нужный формат 1.Известна пиния дпя изготовления большеформатных листовых древесных материалов, вкпючакнцая основание, устройство дпя нарезания збчатых шипов, кпеенанесения и запрессовки шиповых соединений 2) .Последняя линия дпя изготовления бопьшеформатных древесных материалов является наиболее близкой по технической сущности и достигаемому результату к описываемой пинии.Недостатком этих линий является низкая производительность. 2Кроме того, на этих линиях операцииподготовки соединения отдельных листовпроизводятся поочередно, что требует последовательной расстановки оборудоватптя,а следовательно, и значительных произвоаственньк площадей, причем операции подготовки и соединения производят на одномлисте фанеры, а это снижает производительность линии,Цепью настоящего изобретения являетсяповышение производительности путем обеопечения одновременного склеивания покромкам упоженных в стопу листовых материалов, что дополнительно влечет засобой сокращение производственной площади.Поставленная цель достигается тем,что перед устройством цпя нарезания зубчатых шипов размещено устройство дпявыравнивания набранных в стопу листовыхматериалов, выполненное в виде тумбы иустановленных по бокам от нее топкатепей,а между устройством цпя кпеенанесениян устройством дпя запрессовки шиповых3 7536 7соединений установлено устройство дляориентации листовых материалов, выполненное в вице тумбы с наклонными ступенчатыми стенками и установленных побокам от нее наклонных ступенчатых тол 5кателей, причем устройство для запрессовки шиловых соединений выполнено ввиде ступенчатой этажерки с установленными по бокам от нее толкателями, приэтом этажерка установлена на основании 10посредством направляющей с возможностьювертикального перемещения,Изобретение поясняется чертежами,где: на фиг. 1 - общийвид линиш на фиг,2 - разрез А-А фиг. 1; на фиг. 3 - разрез 15Б-Б фиг. 1; на фиг. 4 - разрез В-В фиг.1; на фиг. 5 - разрез Г-Г фиг. 1; на фиг.6 - разрез Д-Д фиг. 1.Линия для изготовления большеформат.ных листовых древесных материалов включает устройства для нарезания зубчатыхшипов 1, клеенанесения 2 и запрессовкишиповых соединений Э, причем перед устройством для нарезания зубчатых шипов1 размещено устройство для выравнивания 25набранных в стопу 4 листовых материалов 5, выполненное в виде тумбы 6 и уотановленных по бокам нее толкателей 7,а между клеенаносящим устройством 2 иустроиством для эапрессовки шиповых сое динений 3 установлено устройство дляориентации листовых материалов, выполненное в виде тумбы 8 и толкателей 9,а устройство для запрессовки шиповыхсоединений 3 снабжено ступенчатой этажеркой 10 с установленными по бокам отнее толкателями 11, 12, при этом этажерка 10 установлена на основании 13посредством направпякнцей 14. 40Линия работает следующим образом.На транспортные устройства конвейеров загружают стопы 4 листовых древесных материалов, предварительно оторцованных по периметру. Конвейеры работают никли чески с шаговой подачей, равной величине расстояния между операционным оборудованием. При включении конвейеров транспортные устройства, тележки со стопами 4 подходят и останавливаются напротив тумб 6, где толкатели 7 сдвигают стопы 4 до упора в тумбу 6 и выравнивают торцы листовых материалов в стопе 4. Далее стопы 4 транспортируют к устройству для нарезвния зубчатых шипов 1 непосредственно в стопах 4 с помощью набора фрез, совершающих несколько последовательных проходов до полной обработки всей поверхности торца паке а, Стопы 4 перемешают к клеенаносящему устройству 2, а затемк тумбе 8, где ступенчатые толкатели 9, соприкасаясь своими ступенями с листами столы 4, сдвигают постепенно листы, начиная с верхних и кончая нижними листами, до упора в ступени тумбы 8. Ступенчатый сдвиг каждого листа стоп 4 необходим для выполнения операции загрузки этих листов в направлякщие этажерок 10, Последняя операция атой линии - соединение листов двух пакетов в шип.Загрузка листов в этажерку 10 производится в следующей последовательности: к раздвщутым листам стопы 4 подходит ступенчатый толкатель 11, который фиксирует листы при подъемах этажерки 10, затем этажерка 10 при движеии вверх своими ступенями касается за выступы раздвинутых листов стопы 4 и незначительно приподнимает концы листов вверх, таким образом ориентирует и устанавливает листы относительно направлякщих этажерки 10, затем этажерка 10 опускается вниз, но листы остаются установленными на этажерке 10. После этого толкатели 12 вдвигают листы стопы 5 внутрь этажерки 10, разъединяют эти листы по ее направляющим и производят соединение двух листов в шип, произведя необходимое давление. Применение этой линии позволит сэкономить производственные плошади и увеличить производительность эа счет соединения листов в стопах.Предлагаемая линия позволяет впервые решить вопрос о возможности склеивания по кромкам листов в стопах, получить раздельные большеформатные листовые материалы, в которых так широко нуждается ряд деревообрабатывающих производств,формула изобретения Линия для изготовления большеформатных листовых древесных материалов, включающая основание, устройства для нарезания зубчатых шипов, клеенанесения и запрессовки шиповьк соединений, о т л ичающ ая ся тем, что, сцелью повышения производительности путем обеспечения одновременного склеивания по кромкам уложенных в стопу листовых материалов, перед устройством для нарезания зубчатых шипов раэмешено устройство для выравнивания набранных в стопу листовых материалов, выполненное в виде тумбы иустановленных по бокам от нее толкателей, а межау устройством цля клеенанесения и устройством цля эапрессовки шиповых соединений установлено устройство цля ориентации листовых материалов, выполненное в вице тумбы с наклоннымиМ ступенчатыми стенками и установленных по бокам от нее наклонных ступенчатых толкателей, причем устройство для за- .прессовки шиловых соединений выполнено 1 о в вице ступенчатой этажерки с установлен 75 6ными по бокам от нее толкателями, приэтом этажерка установлена на основаниипосрецством направляющей с воэможностьюрертикального перемещения.Источники информации,принятые во внимание прп экспертизе1, Патент ФРГ М 1528121,кл В 27 Р 1/00, 1975.2. Стрихлер М, Д. Соецинение листовоцнослойной фанеры на зубчатый щит"."Гражцанское строительство", У 7, 1973.7 5367 5 Г-Г Ю Ф аказ 481 7/1 2 Тираж 735 ПодписноеЦНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., а.Филиал ППП Патент, г. Ужгород, ул, Проектная, 4 4/5 Составитель А. ТелесницкийУецактор О, Иванова Техреа Н. Ковалева Корректор В. Бутяга
СмотретьЗаявка
2583044, 24.02.1978
МОСКОВСКИЙ ЛЕСОТЕХНИЧЕСКИЙ ИНСТИТУТ
КИРИЛЛОВ АЛЕКСЕЙ НИКОЛАЕВИЧ, ВАЛУЕВ НИКОЛАЙ ИВАНОВИЧ, САФОНОВ АЛЕКСАНДР ФИЛИППОВИЧ, ЯНЧЕНКО СТЕПАН ЕРОФЕЕВИЧ, САЦУРА ВАЛЕНТИН МИХАЙЛОВИЧ, ДУРНОВСКИЙ АЛЕКСАНДР МИХАЙЛОВИЧ
МПК / Метки
МПК: B29J 5/00
Метки: большеформатных, древесных, линия, листовых
Опубликовано: 07.08.1980
Код ссылки
<a href="https://patents.su/4-753675-liniya-dlya-izgotovleniya-bolsheformatnykh-listovykh-drevesnykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Линия для изготовления большеформатных листовых древесных материалов</a>
Способ соединения двух листов и устройство для его осуществления

Номер патента: 1286099
Опубликовано: 23.01.1987
МПК: B21D 39/03
Метки: двух, листов, соединения
...причем наковальня имеет квадратное основание, перемычки остаится при эгом в угловыхзонах, В случае необходимости можноотказаться от остающихся перемычек.Это дает замкнутую круговую Форму(см. Аиг, 6 и 7) надрезов и замкнутую.,квадратную Аорму (см,фиг,8,когда из обращенного к матрице листавыштамповывается пластинка соответствующей Аормы, Соединение было быпохоже внешне на клепку, однако после каждого приема пластинка должнавыбрасываться из матрицы,Пуансон на Фиг, 9 выполнен в качестве двойного, причем цва пуансо-на на Аиг.размещены ряцом друг сдругом и выполнены за одно целое.Здесь видны обе рабочие поверхности7 и соответствующие боковые стороны14, проходящие вертикально к режущимкромкам и дающие острый угол в 40Режущие кромки...
Приспособление для приподнимания листов к устройству счета листов в стопе

Номер патента: 184752
Опубликовано: 01.01.1966
Авторы: Иностранец, Иностранна
МПК: B07C 5/02, G06K 15/16
Метки: листов, приподнимания, стопе, счета, устройству
...к стопе и снабженных пружинами 10 гидрав.лических поршневых домкратов 11, штоки 12 поршней (не изображены) которых снабжены О эластичными башмаками И, упирающимисяв стопу, На каждой каретке, кроме самой верхней, установлен вертикально гидравлический поршневой домкрат 14, упирающийся своим штоком 15 в упор 1 б верхней каретки 5 для ее приподнимания,Г 1 риспособление снабжено установленнымив напорных трубопроводах домкратов кранами 17 с управляющими рычагами 18, взаимодействуощими с опускающимся вдоль стопы 30 устройством 19 счета листов.3Причем напорный трубопровод 20 вертикального домкрата 14 присоединен к напорному трубопроводу 21 верхнего наклонного домкрата 11 для совместного их включения.Действие приспособления...
Устройство для соединения поворотной тумбы

Номер патента: 290514
Опубликовано: 01.01.1971
Авторы: Иностранна, Иностранцы, Польска, Станислав
МПК: B22C 15/20
Метки: поворотной, соединения, тумбы
...настройки высоты головки при малом общем вылете рукавов, подъемный цилиндр размещен с одной стороны поворотной тумбы, а с другой ее стороны находится консоль большого рукава и малый рукав.На чертеже схематично представлено описываемое устройство.На поворотной тумбе 1 при помощи осей 2 и 3 шарнирно закреплены рычаги 4 и 5, Цилиндр б шарнирно соединен с тумбой посредством осей 7, а его шток при помощи осей 8 шарнирно связан с рычагом 4. Передние концы рычагов 4 и 5 соединены посредством осей 9 и 10 с опорой 11, на консоли 12 которой закреплена поворотная опора 13 малого рукава 14. При включении цилиндра б его шток поворачивает вокруг осей 2 нижний рычаг 4. Последний прн помощи осей 10 поднимает опору 11, а с ней малый рукав 14....
Устройство для выравнивания стоп бумажных листов

Номер патента: 901218
Опубликовано: 30.01.1982
Авторы: Глух, Науманн, Тапперт, Циммерманн, Элсснер
МПК: B65H 1/00
Метки: бумажных, выравнивания, листов, стоп
...поднятия поддона 2.На фиг. 2 изображено соединение напорных камер 4 с воздушными каналами 5 в промежуточной плите 2,1. Касающиеся промежуточной плиты 2.1 стороны 6 жестко расположенной на опорной плите 1 направляющей детали 3 выполнены круговыми, вследствие чего поддон 2 может быть повернут вокруг направляющей детали 3 и перемещен перпендикулярно к линии 8 наклада,На фиг. 5 изображен вариант исполнения, где направляющая деталль 3 закреплена на опорной плите 1 с возможностью поворота, и касающиеся промежуточной плиты 2,1 стороны 6 выполнены прямыми. При таком исполнении поддон 2 может быть перемещен перпендикулярно к линии 8 наклада и повернут вместе с направляющей деталью 3.Устройство работает следующим образом.При подаче сжатого воздуха...
Устройство для сшивания стопы листов проволокой

Номер патента: 1477242
Опубликовано: 30.04.1989
Авторы: Аттила, Майкл, Рональд, Фрэд
МПК: B42B 4/00
Метки: листов, проволокой, стопы, сшивания
...положении на внутренних стен ках формирователя имеются направляющие канавки 87. В конце операции формирования формирователь находится в своем нижнем положении, в котором нижние торцы его формирующих элементов 49 опущены ниже нижнего конца наковальни 48 и находятся в непосредственной близости от стопы листов, Теперь толкатель 50 движется вниз, поворачивая наковальню 48 вокруг оси 85 и перемещая заготовленную скобку. На наковальне 48 имеется скошенная поверхность 88 (фиг.3 . В процессе перемещения скобки эта поверхность 88 является опорой для спинки скобки. Канавки 87 в элементах55 формирователя служат опорами для ножек скобки. Наковальня 48 должна быть застопорена в процессе отрезки и Фоомирования скобки, но должна быть отведена в...
Предыдущий патент: Способ изготовления проекторных заготовок
Следующий патент: Кривошипный пресс для объемной штамповки
Случайный патент: Устройство для измерения давления щетки на коллектор электрической машины