Установка для изготовления канатов из параллельных проволок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
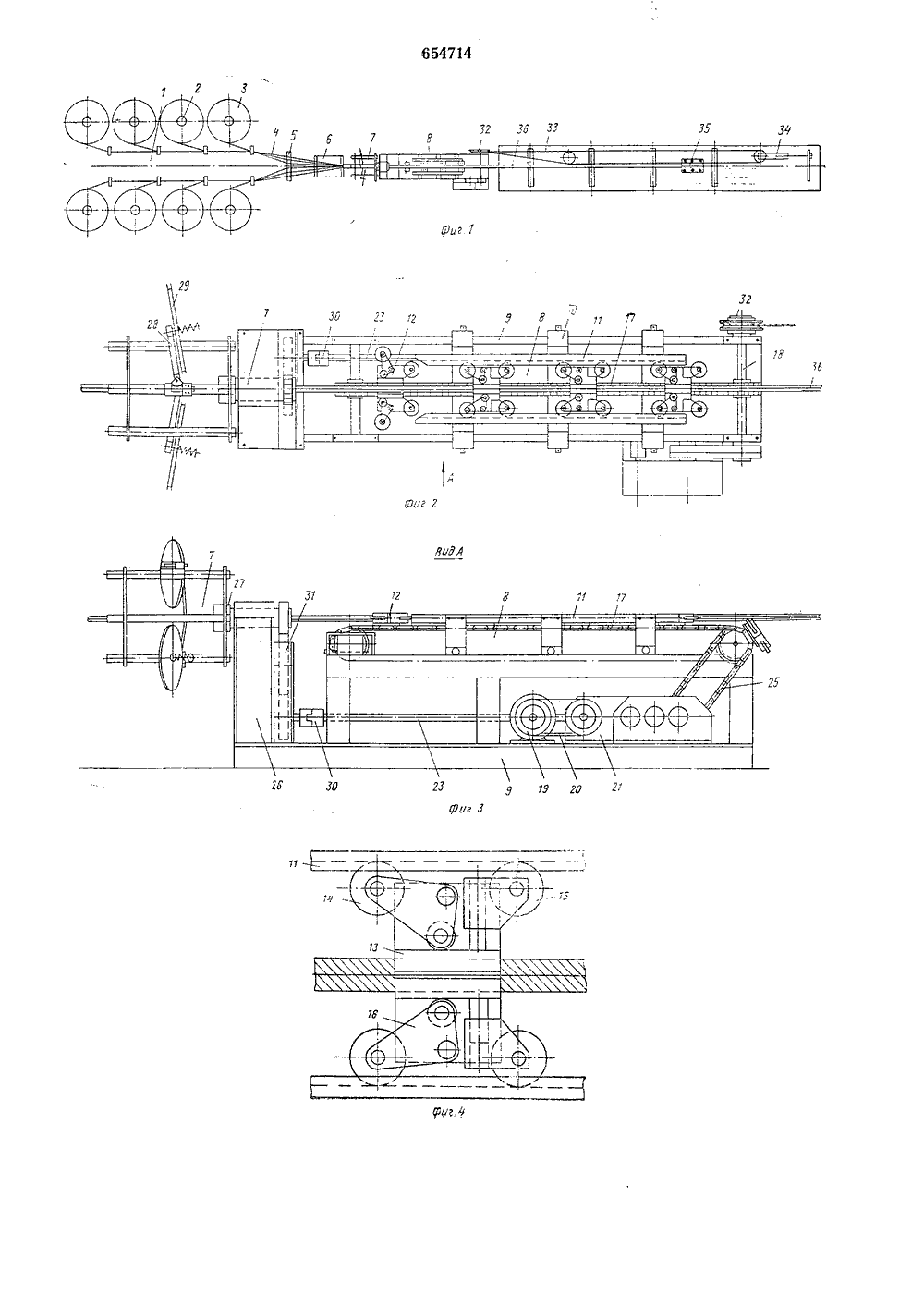
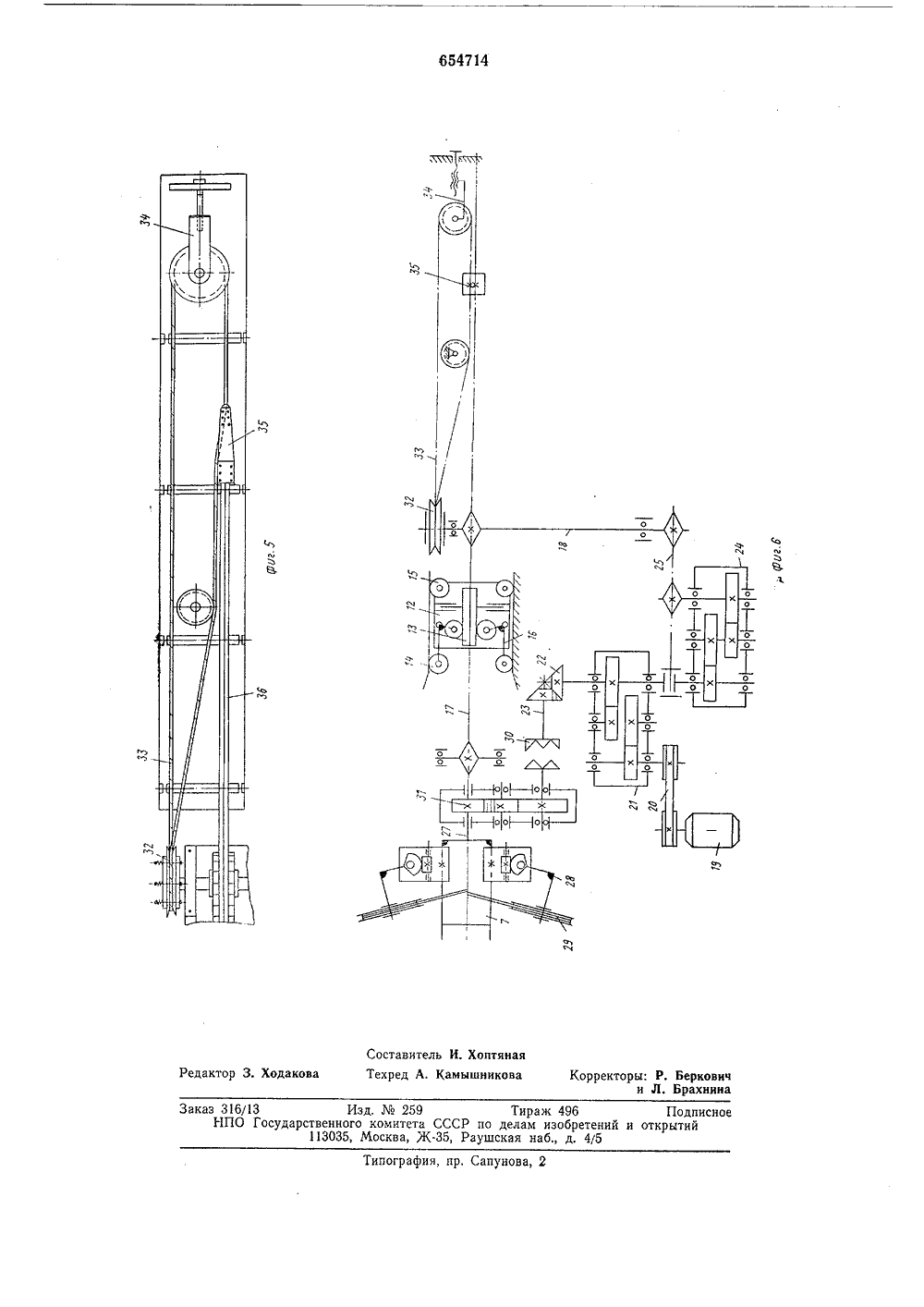
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ пц 654714 Союз Советских Социалистических) Заявлено 05.08.76 2395518 28-0 М Кла0 07 В 5/О исоединением заявкиГосударственный комите 3) Приоритет3) Опубликовано 30.03,79, Бюллетень15) Дата опубликования описания 30.03.79(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КАНАТОВ ИЗ ПАРАЛЛЕЛЬНЫХ ПРОВОЛОКИзобретение относится к агрегатам для изготовления канатов для висячих и винтовых мостов,Известна установка для изготовления канатов из параллельных проволок, содержа- д щая установленные на основании по ходу технологического процесса и кинематически связанные между собой размоточное устройство, распределительный шаблон, формующее устройство, механизм обмотки ка ната и механизм перемещения каната с захватами, установленными симметрично с двух сторон относительно оси подачи каната на каретках, смонтированных на бесконечных цепях 1. 15Недостатком известной установки является невозможность получения высококачественных канатов из параллельных проволок.Целью изобретения является повышение качества изделий. 20Эта цель достигается за счет того, что установка снабжена вытяжным механизмом, расположенным за механизмом перемещения каната и выполненным в виде тягового барабана с регулируемым предельным моментом, натяжной станции, связывающего их троса и прикрепленного к нему зажима для каната.Захваты механизма перемещения каната выполнены в виде размещенных на каретках подпружиненных двуплечих рычагов, поджимных роликов, установленных на одном плече каждого рычага, и зажимных губок, закрепленных на другом плече каждого рычага,На фиг. 1 изображена предлагаемая установка, вид сверху; на фиг. 2 - механизм обмотки и механизм перемещения каната; на фиг. 3 - вид по стрелке А на фиг. 2; на фиг. 4 - каретка с захватами; на фиг.5 - вытяжной механизм; на фиг, 6 - кинематическая схема установки.Установка для изготовления канатов из параллельных проволок состоит из размоточного устройства 1, включающего ряд отдельно стоящих осей 2 со свободно надетыми на них бобинами 3 с проволоками 4. Далее по ходу движения проволок установлен распределительный шаблон 5, выполненный в виде перфорированных листов текстолита, объемлющих пакет войлока, смачиваемого обезжиривающей жидкостью, например уайт-спиритом.После шаблона установлено формующее устройство 6, выполненное в виде ванны, заполненной специальным антикоррозионным составом, На входе в ванну установлен резиновый сепаратор (на чертеже не3показан), предотвращающий выливание состава и предварительно формующий требуемую шестигранную форму каната, а на выходе - формующая фильера (на чертеже не показана), обеспечивающая окончательное формование каната, Далее расположены механизм обмотки 7 и механизм перемещения 8 каната,На общей раме 9 смонтированы поперечные балки 10, на которых установлены с возможностью перемещения кронштейны с направляющими 11. В направляющих 11 движутся каретки 12, снабженные зажим- ными губками 13 и поджимными роликами 14. На каретке 12 закреплены с одной стороны направляющие ролики 15 и посредством подпружиненных двуплечих рычагов 16 поджимные ролики 14, Каретки 12 закреплены в свою очередь на бесконечной цепи 17, которая приводится в движение звездочкой, установленной на приводном валу 18. На раме смонтирован привод, состоящий из двигателя 19, ременной передачи 20, редуктора 21, передающего вращение через шестерни 22 валу 23 отбора мощности, и редуктора 24, приводящего в движение через цепь 25 приводной вал 18.Механизм обмотки 7 состоит из корпуса 26, в котором смонтирован шпиндель с планшайбой 27. Планшайба 27 имеет штанги, на которых закреплены регулируемые рычаги 28 с бобинами 29 защитных лент. От вала 23 отбора мощности вращение на шпиндель передается через соединенную муфту 30 и систему шестерен 31.На приводном валу 18 смонтирован вытяжной механизм, выполненный в виде тягового барабана 32 с регулируемым предельным моментом, состоящего из внутреннего и наружного шкивов. На тяговом барабане 32 запасован бесконечный трос 33, снабженный натяжной станцией 34 и зажимом 35, к которому крепится свободный конец изготавливаемого каната 36.Установка работает следующим образом.Проволоки 4 подаются с размоточного устройства 1 на шаблон 5, где происходит их очистка, Затем проволоки проходят формующее устройство 6, где разрозненные проволоки образуют шестиугольник и подвергаются обработке изолирующим антикоррозионным составом.Вытяжка каната осуществляется с помо 5 10 15 20 25 03 35 40 45 50 щью губок 13, которые при входе в направляющие 11 посредством двуплечих рычагов 16 зажимают канат и при выходе раскрываются, освобождая тем самым канат. От одного и того же привода приводится в движение и механизм обмотки 8. При вращении планшайбы 27 канат, проходя сквозь полый вал шпинделя, обматывается защитными лентами, которые сматываются с бобин 29.При изготовлении каната большой длины его конец крепится к зажиму 35 бесконечного троса 33, который приводится в движение тяговым барабаном 32. Тяговый барабан тарирован на определенное тяговое усилие. При превышенном усилии внутренний шкив барабана проскальзывает относительно наружного. Формула изобретения Установка для изготовления канатов из параллельных проволок, содержащая установленные на основании по ходу технологического процесса и кинематически связанные между собой размоточное устройство, распределительный шаблон, формующее устройство, механизм обмотки каната и механизм перемещения каната с захватами, установленными симметрично с двух сторон относительно оси подачи каната на каретках, смонтированных на бесконечных цепях, отличающаяся тем, что, с целью повышения качества изделий, она снабжена вытяжным механизмом, расположенным за механизмом перемещения каната и выполненным в виде тягового барабана с регулируемым предельным моментом, натяжной станции, связывающего их троса и прикрепленного к нему зажима для каната.2, Установка по п. 1, отличающаяся тем, что захваты механизма перемещения каната выполнены в виде размещенных на каретках подпружиненных двуплечих рычагов, поджимных роликов, установленных на одном плече каждого рычага, и зажимных губок, закрепленных на другом плече каждого рычага.Источники информации,принятые во внимание при экспертизе 1. Патент Англии Ме 1193354, кл. Р 1 Т, опублик. 1970, 654714654714 оставит оптяна Редактор 3. Ходакова Техред А. Камышникова Корректоры: Р, Беркович и Л, Брахнинаипография, пр, Сапунов аказ 316/13 Изд. Л% 259 НПО Государственного комитета 113035, Москва, ЖТираж 496СР по делам изобретений
СмотретьЗаявка
2395518, 05.08.1976
СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРО ГЛАВМОСТОСТРОЯ, МОСТОСТРОИТЕЛЬНЫЙ ТРЕСТ "МОСТОСТРОЙ" N 1 ГЛАВМОСТОСТРОЯ
БАРЕНБОЙМ ИСААК ЮЛИСОВИЧ, ЛУРИК НАТАН МАРКОВИЧ, ШЕВЧЕНКО ФЕДОР ФЕДОРОВИЧ, СЛИНЧЕНКО ВИКТОР СЕРГЕЕВИЧ, МЕЙЗЛЕР САМУИЛ МОИСЕЕВИЧ, ЗАБОЛОТНЫЙ ПЕТР ЕФРЕМОВИЧ
МПК / Метки
МПК: D07B 5/00
Метки: канатов, параллельных, проволок
Опубликовано: 30.03.1979
Код ссылки
<a href="https://patents.su/4-654714-ustanovka-dlya-izgotovleniya-kanatov-iz-parallelnykh-provolok.html" target="_blank" rel="follow" title="База патентов СССР">Установка для изготовления канатов из параллельных проволок</a>
Тяговое устройство для циклического перемещения канатов

Номер патента: 483332
Опубликовано: 05.09.1975
Авторы: Дворников, Найденко, Новиков, Растарасов
МПК: B66B 15/08
Метки: канатов, перемещения, тяговое, циклического
...к штокам которых прикреплены подвижные блоки, переме щаемые по направляющим, закрепленным на раме, а секции зажимов расположены одна над другой.На чертеже изображено предлагаемое устройство. 20Устройство включает катушки 1, канаты 2, которые огибают направляющие ролики 3 и прикреплены к сосуду 4. Канаты проводятся через верхние секции зажимов, состоящие из направляющих роликов 5, механизма раскры тия зажимов 6, вкладышей 7 и 8 и огибают подвижные блоки 9. Панель управления 10 обеспечивает взаимодействие узлов. На раме 11 расположен привод 12, выполненный в виде гидродомкратов, к штокам которых при-,. зО креплены подвижные блоки, Пакеты сжатых пружин 13 удерживают канаты от перемещений. Нижняя секция зажимов 14 размещена под верхней...
Устройство для перемещения по канату

Номер патента: 1430040
Опубликовано: 15.10.1988
МПК: A63B 7/04
Метки: канату, перемещения
...на нуль, а затем занимает место на помосте 22 под канатом и берется руками за него. Оказавшись в висе на руках, к усилию ружины 9 он добавляет нагрузку на нижнее плечо коромысла, усиливая давление блока 4 на канат, замк. н тыйэтим блоком на тормозную колодку Я. При этом канат неполвижен. Подтягиваясь и перехватывая поочередно руками канат, человек поднимается по нему, меняя свое положеие отюсительно оси 3 коромысла, снижая тем самым постепенно давление блока 4 на канат, замкнутый на тор 5 10 15 20 25 30 35 40 45 2мозную колодку 8, при этом сила трения каната о тормозную колодку, а в случае неврагцаюгцегося блока 4 то и о поверхность ручья этого блока, ослабевает и в какой-то момент канат начинает скользить, а человек продолжает...
Автомат для изготовления изделий из проволоки несколькими гибочными инструментами, смонтированными на неподвижной каретке и ползуне с кривошипным приводом, с механизмом подачи проволоки в виде подпружиненной ка

Номер патента: 148376
Опубликовано: 01.01.1962
Автор: Собачкин
МПК: B21F 1/00, B21F 35/04
Метки: автомат, виде, гибочными, инструментами, каретке, кривошипным, механизмом, неподвижной, несколькими, подачи, подпружиненной, ползуне, приводом, проволоки, смонтированными
...следующий отрезок проволоки, Рычаг опуска освобождает палец, благодаря чему пчоисходитпервая операция гибки, Палец входит в паз (на чертеже не показан), пуансона и удерживает проволоку от проворачивания. Дальнейшую гибку производят наружные пуансоны, которые при своем движении взаимодействуют с внутренними неподвижными в это время пуансонами,Всего в процессе гибки участвуют пять пуансонов, В результате гибки проволоки образуется пружина подковообразной формы,Предмет изобретенияАвтомат для изготовления изделий из проволоки несколькими гибочными инструментами, смонтированными на неподвижной каретке и ползуне с кривошипным приводом, с механизмом подачи проволоки в виде подпружиненной каретки с клиновым зажимом, отл и ч а ющи й с...
Канат с линейным касанием проволок в многослойных прядях

Номер патента: 173132
Опубликовано: 01.01.1965
Автор: Изобрете
МПК: D07B 1/06
Метки: канат, касанием, линейным, многослойных, проволок, прядях
...отличающийся с целью повышения сопротивления поперечному сжатию, например прн слойной навивке на барабан, пряди 5 выполнены так, что каждая проволочепци пряди касается проволоки сме ним внутреннего слоя в точке, лежа прямой, соеднняюьцей центр сечения центром проволоки относительного в О слоя. и ем, что, каната много- каната ка в сежного с щей на пряди с нешнего яди с лидях: 1+ ряди с липрядях: длисная Г/эдипа Л" 2 д:5 Известны канаты с линейным касанием провслок в прядях. Однако они имеют пониженное сопротивление поперечному сжатию, например при многослойной навивке каната на барабан.В предложенном канате с линейным касанием проволок в многослойных прядях пряди каната выполнены так, что каждая проволока в сечении пряди касается...
Способ бесконтактного измерения перемещения каната

Номер патента: 1247520
Опубликовано: 30.07.1986
Авторы: Заболотнов, Избадиров, Молчанов, Чупров
МПК: E21B 47/04
Метки: бесконтактного, каната, перемещения
...на расстоянии, кратном нечетному числу полушагов повива прядей каната, при этом сигналы от преобразователей подают на логическое решающее устройство для внесения поправок в величину перемещения каната.1247520 Составитель Н. Кривко Техред И. Верес Корректор Г, Рещетннк Тираж 548 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4Редактор М. Товтин Заказ 4096/3 Изобретение относится к геофизическим исследованиям в скважинах и может быть использовано для привязки скважинных измерений к глубине,Цель изобретения - повышение точности измерений,На чертеже показана блок-схема устройства бесконтактного...
Предыдущий патент: Состав для аппретирования текстильных материалов
Следующий патент: Способ получения хлопковой целлюлозы
Случайный патент: Контактный блок