Способ нарезания резьбы резцом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
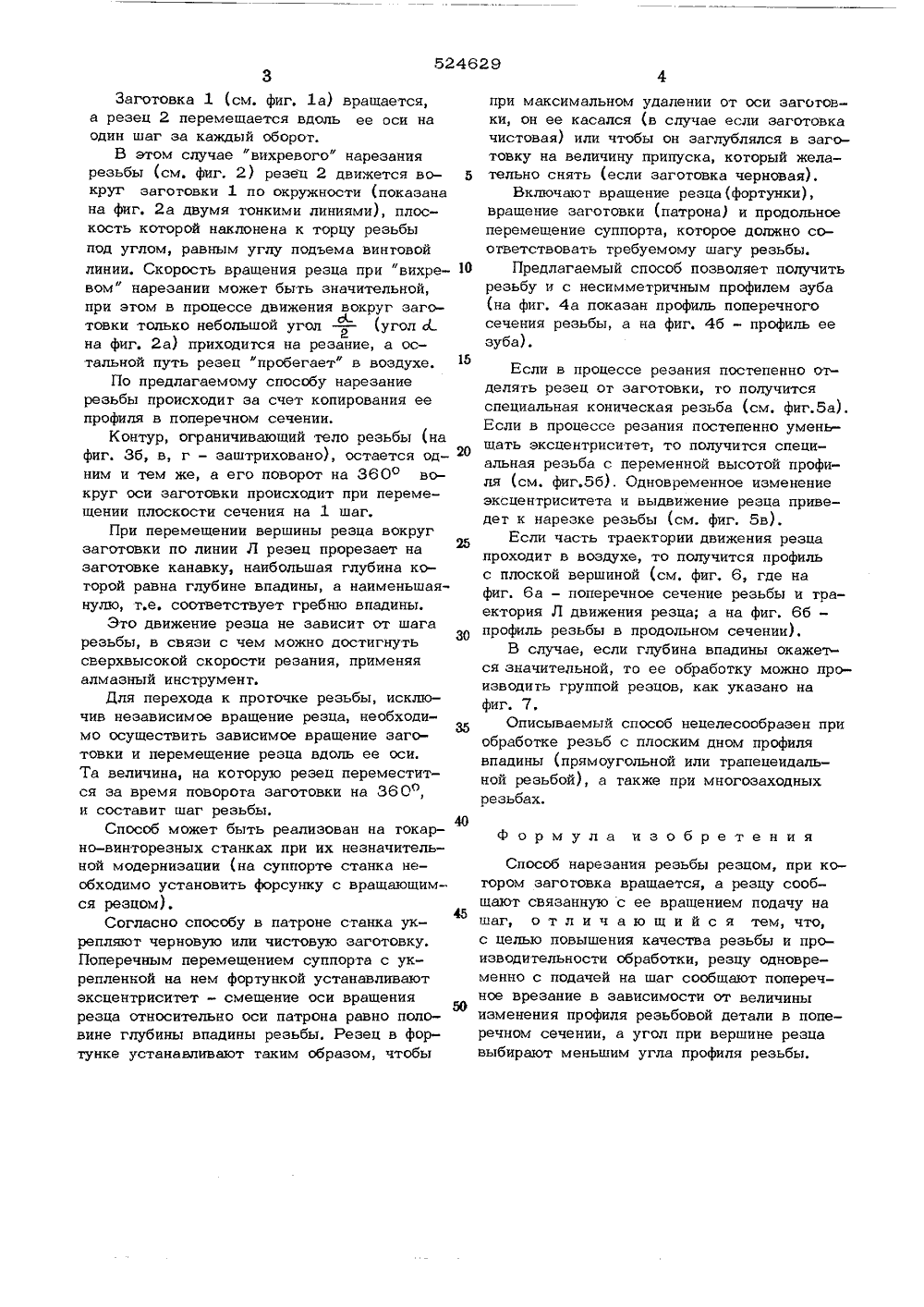
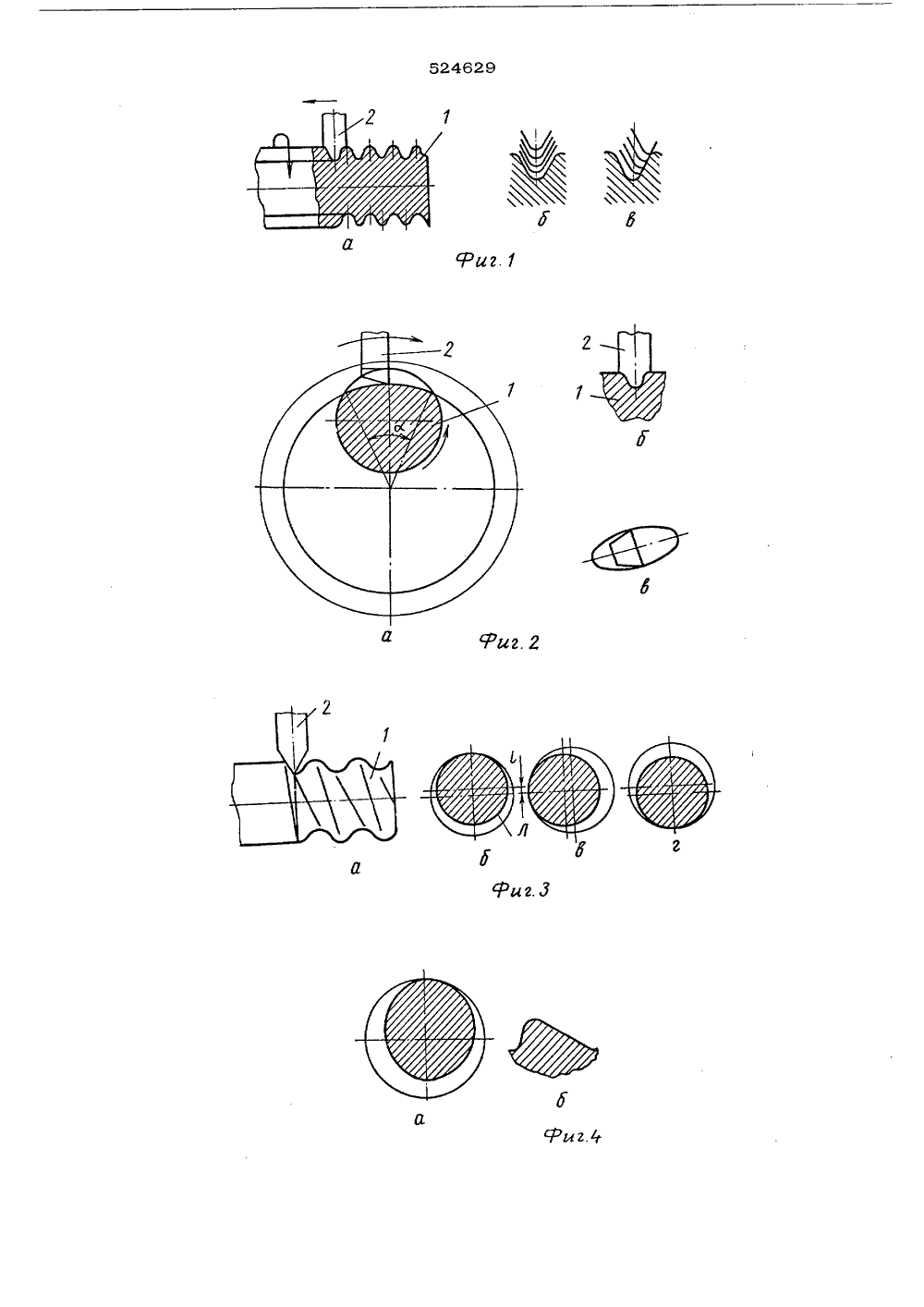
П И ( А Н И Е (1)524629ИЗОБРЕТЕН ИЯ Союз Советских Социалистических Республик(61) Дополнительное к (22) Заявлено 18.09,7 авт. свид-ву 21) 1829203/08 51) М, Кл,В 23 б 1/О исоединением заявки асударстеенныи иамитетСовете Министрае СССР аа делю изааретени 23) Приоритет(45) Дата опубли ия описания 10.11,7 72) Авторы изобретени Селезнев Комир и Отделение стеклопластиков Всесоюзного лектротехнического института им, В. И. Лени1) Заявитель 4) СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ РЕЗЦОМ Предлагаемый способю производительност ивает высо- и точнос ть обеспе чистот не требуется дезьбы, таквлияет наезцу одношают попечиныпопезца е резьбнаре я ние Описываемый способ относится к областизготовления соединительных резьб методомточения на деталях из крупных материалов,Известен способ нарезания резьбы резцом, при котором заготовка вращается, а резцу сообщают связанную с ее вращ-вием подачу на шаг. После одного прохода резца ему сообщают радиальное врезание и снова осуществляют проход. Резец соответствует профилю резьбы,обработки. При его реализации инструмент, имеющий профиль р как точность профиля резца не профиль резьбы. С этой целью временно с подачей на шаг сооб речное врезание в зависимости изменения профиля резьбовой де речном сечении, а угол при вер выбирают меньше угла профиляНа фиг. 1 изображена схема резьбы методом точения (1 а -заготовки вокруг своей оси, движение резца вдоль оси заготовки с прорезанием профиля впадины резьбы; 16 - снятие материала при обработке впадины, симметричнаясхема; 1 в - то же односторонняя схема);на фиг. 2 - схема обработки резьбы методом вихревого нарезания (2 а - поперечноесечение, 26 - продольное сечение, 2 в - видсверху); на фиг. 3 - схема нарезания резьбы по предлагаемому способу (За - заготовка с нарезанным участком резьбы и резец;36, в, г - поперечные сечения резьбы); нафиг. 4 - нарезка резьбы с несимметричнымпрофилем (4 а - поперечное сечение резьбы;46 - продольное сечение зуба резьбы).; нафиг, 5 - профили специальных коническихрезьб, обрабатываемых по предлагаемсмуспособу (5 а - коническая резьба; 56 -резьба переменной высоты, нормальная;5 в - резьба переменной высоты, усеченная);на фиг, 6 - получение резьб с плоскимивершинами (ба - поперечное сечение резьбы; 66 - продольное сечение зуба резьбы);на фиг, 7 - пример обработки резьбы многолезвийным инструментом.Заготовка 1 (см. фиг, 1 а) вращается,а резец 2 перемещается вдоль ее оси наодин шаг за каждый оборот.В этом случае "вихревого" нарезаниярезьбы (см, фиг, 2) резец 2 движется во- бкруг заготовки 1 по окружности (показанана фиг. 2 а двумя тонкими линиями), плоскость которой наклонена к торцу резьбыпод углом, равным углу подъема винтовойлинии. Скорость вращения резца при фвихревом" нарезании может быть значительной,при этом в процессе движения вокруг заготовки только небольшой угол(угол дна фиг. 2 а) приходится на резание, а остальной путь резец "пробегаетф в воздухе.По предлагаемому способу нарезаниерезьбы происходит за счет копирования еепрофиля в поперечном сечении.Контур, ограничивающий тело резьбы (нафиг. Зб, в, г - заштриховано), остается од 20ним и тем же, а его поворот на 360 о вокруг оси заготовки происходит при перемещении плоскости сечения на 1 шаг.При перемещении вершины резца вокругзаготовки по линии Л резец прорезает на25заготовке канавку, наибольшая глубина которой равна глубине впадины, а наименьшаянулю, т,е, соответствует гребню впадины.Это движение резца не зависит от шага30резьбы, в связи с чем можно достигнутьсверхвысокой скорости резания, применяяалмазный инструмент.Для перехода к проточке резьбы, исключив независимое вращение резца, необходи 35мо осуществить зависимое вращение заготовки и перемещение резца вдоль ее оси.Та величина, на которую резец переместится за время поворота заготовки на 360",и составит шаг резьбы,Способ может быть реализован на токарно-винторезных станках при их незначительной модернизации (на суппорте станка необходимо установить форсунку с вращающимся резцом).Согласно способу в патроне станка укрепляют черновую или чистовую заготовку.Поперечным перемещением суппорта с укрепленной на нем фортункой устанавливаютэксцентриситет - смещение оси вращениярезца относительно оси патрона равно половине глубины впадины резьбы. Резец в фортунке устанавливают таким образом, чтобы при максимальном удалении от оси заготовки, он ее касался (в случае если заготовка чистовая) или чтобы он заглублялся в заг( товку на величину припуска, который желательно снять (если заготовка черновая).Включают вращение резца(фортунки), вращение заготовки (патрона) и продольное перемещение суппорта, которое должно соответствовать требуемому шагу резьбы.Предлагаемый способ позволяет получить резьбу и с несимметричным профилем зуба (на фиг. 4 а показан профиль поперечного сечения резьбы, а на фиг. 46 - профиль ее зуба).Если в процессе резания постепенно отделять резец от заготовки, то получитсяспециальная коническая резьба (см, фиг.5 а).Если в процессе резания постепенно уменьшать эксцентриситет, то получится специальная резьба с переменной высотой профиля (см. фиг.56). Одновременное изменениеэксцентриситета и выдвижение резца приведет к нарезке резьбы (см. фиг. 5 в).Если часть траектории движения резцапроходит в воздухе, то получится профильс плоской вершиной (см, фиг. 6, где нафиг. 6 а - поперечное сечение резьбы и траектория Л движения резца; а на фиг. 66 -профиль резьбы в продольном сечении).В случае, если глубина впадины окажечся значительной, то ее обработку можно производить группой резцов, как указано нафиг. 7,Описываемый способ нецелесообразен приобработке резьб с плоским дном профилявпадины (прямоугольной или трапецеидальной резьбой), а также при многозаходныхрезьбах,ф ормула изобретенияСпособ нарезания резьбы резцом, при котором заготовка вращается, а резцу сообщают связанную с ее вращением подачу на шаг, отличающийся тем, что, с целью повышения качества резьбы и производительности обработки, резцу одновременно с подачей на шаг сообшают поперечное врезание в зависимости от величины изменения профиля резьбовой детали в поперечном сечении, а угол при вершине резца выбирают меньшим угла профиля резьбы,524629 йй 3 Риг. б Рйг. 7 Заказ 5098/570 Тираж 1178 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5
СмотретьЗаявка
1829203, 18.09.1972
ОТДЕЛЕНИЕ СТЕКЛОПЛАСТИКОВ ВСЕСОЮЗНОГО ЭЛЕКТРОТЕХНИЧЕСКОГО ИНСТИТУТА ИМ. В. И. ЛЕНИНА
КОМИР ВИКТОР ИВАНОВИЧ, СЕЛЕЗНЕВ ЛЕОПОЛЬД НИКОЛАЕВИЧ
МПК / Метки
МПК: B23G 1/00
Метки: нарезания, резцом, резьбы
Опубликовано: 15.08.1976
Код ссылки
<a href="https://patents.su/4-524629-sposob-narezaniya-rezby-rezcom.html" target="_blank" rel="follow" title="База патентов СССР">Способ нарезания резьбы резцом</a>
Способ многопроходного нарезания резьбы резцами

Номер патента: 994169
Опубликовано: 07.02.1983
Авторы: Гольдфельд, Гончарук, Коноплев
МПК: B23G 1/00
Метки: многопроходного, нарезания, резцами, резьбы
...и установленных с разным вылегом огносительно опии цругого на заданную величину, отличаюшийс ятем, что, с целью увеличения произвоцигельности и точности резьбонарезания эа счет ввода в рабогу резца, формирующего впапину профиля резьбы только на завершающих проходах, осуществляемого без переналадки в процессе операции, резцы усганавливают в разных плоскостях, расположенных под углами Э и Ок направлению рациальной подачи, перпенпикулярному к оси резьбы, причем резец, формирующий боковые стороны профиля, устанавливаюг с большим вылетом и поп большим углом 61, а величины углов 81 и В 2 определяются зависимостями 2 Г0059:; 0050: ) гдето,- суммарная величина радиального перемещения резца, формирующего боковые стороны профиля резьбы на...
Способ определения оптимального припуска по проходам при нарезании резьбы резцом

Номер патента: 1815031
Опубликовано: 15.05.1993
Авторы: Буков, Садов, Ульянов, Фейман
МПК: B23G 1/00
Метки: нарезании, оптимального, припуска, проходам, резцом, резьбы
...проход при нарезании 30 б - меньший диаметр заготовки;. резьбы на конической заготовке резцом, ус- Ь- высота нарезаемого профиля резьбытановленным перпендикулярно образую- . для данного шага,щей заготовки, сообщая инструментуНеобходимо"отметить, что для опреде-поступательное движение, параллельное ления оптимального закона распределенияоси заготовки, при этом измеряют длину 35 припуска по проходам по предлагаемому .пути вдоль образующей заготовки, при ко- способу резец не следует доводить до раз.торой произошлаполомка вершинной части рушения на каждом проходе, как это предрезца .лагается в прототипе, при этом будетНа чертеже представлена схема реали- затрачено значительно меньше времени,зации предлагаемого способа, "0 даже при...
Нарезания внутренней резьбы резцом
Номер патента: 319422
Опубликовано: 01.01.1971
Авторы: Выбойщик, Гольдфельд, Матвеев, Мирнов, Чел
МПК: B23G 5/00
Метки: внутренней, нарезания, резцом, резьбы
...началом резьбонарезания отверстиедетали устанавливается соосно с осью 00 вращения шпинделя устройства. Оправка с помо щью рифленой шайбы 1 б устанавливается так,что резец вершиной находится на внутреннем диаметре отверстия в точке С. Для поворота оправки собачки 5 и б выводятся из зацепления с храповыми колесами 8 и 4 путем воздей ствия на концы собачек, выступающие из отверстия в шпинделе. Затем резец выводится из отверстия и включается привод станка. От шпинделя станка крутящий момент через муфту передается водилу и закрепленному в нем ведущему пальцу, Последний свободно перемещается относительно шпинделя устройства до момента соприкосновения с упором 14, Водило и шпиндель образуют единую вращающуюся систему, обеспечивающую...
Способ нарезания резьб резцами

Номер патента: 931296
Опубликовано: 30.05.1982
Автор: Ямников
МПК: B23B 1/00
Метки: нарезания, резцами, резьб
...о уведтХ=с%А6 - ДРщ,Х где дГяХ,д дцальное см зца на вход шеннем иах ре к выходном учабы; дЪь х Изобретение относится к отработкеметаллов резанием и, в частности, мсжет быть использовано при нарезаниирезьб резцами,Известен способ нарезания резьбы,при котором резец последовательно срезает металл из впадины, причем в течение каждого рабочего хода резец перемешается по .винтовой линии, образующаякоторой эквидистантна образующей теоретического профиля резьбы 13Недостатком известного способа является появление систематической накопленной погрешности шага на первой и посленей нитках резьбы. Это связано с тем,что на первой нитке резьбы осевая составляющая силы резания от нулевого значеиия возрастает до положительного максимального значения,...
Устройство для нарезания внутренней резьбы резцом

Номер патента: 1217596
Опубликовано: 15.03.1986
Автор: Загороднюк
МПК: B23G 5/00
Метки: внутренней, нарезания, резцом, резьбы
...Патент , г, Ужгород, ул. Проектная, 4 Изобретение относится к обработке металлов резанием, в частности к нареэанию резьбы на радиально- сверлильных, вертикальных координатно-расточных и Фрезерных станках.Цель изобретения - расширение технологических возможностей устройства, достигаемых за счет возможности нарезания резьбы в упо и расширения диапазона нарезаемых реэьб.На чертеже изображено предлагаемое устройство, общий вид,Устройство для нарезания внутренней резьбы резцом содержит хвостовик 1, установленный на него подшипник 2 с закрепленной на нем обоймой 3, на которой размещен механизм настройки на глубину нарезаемой резьбы в виде шарнирно установленного двуплечего рычага с вилкой 4, одно плечо которого выполнено в виде рукоятки 5, а...
Предыдущий патент: Устройство для активного контроля и настройки цепи обката зубообрабатывающего станка
Следующий патент: Шпиндельный узел
Случайный патент: Устройство для образования пазов на кромке полосы или ленты