Поточная линия сборки многоэлементных изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
ОЛ ИКАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ нн Я 0347 Ссвз Фсветсклл Селлаллстнческкх геслублкл(22) Заявлено 02.10.72 (21) 1832287/11с присоединением заявкиВ 23 Р 21/О В 656 17/4 Государственный комитет Совета Министров СССР ло делам изобретений 3) Приоритет Опубликовано 15.04,76, Бюллетень14Дата опубликования описания 26,07.76(54) ПОТОЧНАЯ ЛИН НОГОЭЛЕМЕНТН СБОРКИЗДЕЛИЙ на предлага на фиг. 2 - боку; на фи Изобретение относится к технологическомуоборудованию, в частности к цеховым конвейерным системам для сборки многоэлементныхизделий, и может быть использовано в устройствах сборки крупногабаритных цилиндрических изделий с переменным диаметром, например вводов индукционных аппаратов,Известна поточная линия сборки многоэлементных изделий, содержащая последовательно расположенные рабочие места, цепной бесконечный тяговый орган с приводом для прерывисто-последовательного перемещения тягового органа и носители собираемых изделий,укрепленные последовательно с интерваламина тяговом органе.С целью обеспечения сборки крупногабаритных цилиндрических изделий с переменнымдиаметром по оси, например вводов индукционных аппаратов.Предлагаемая поточная линия снабжена отрезным устройством токоведущих труб, вводов, подвижным в поперечном направлении,носители изделий состоят из кареток с поворотной платформой, несущей подвижные в линии относительно один другого и регулируемые по высоте ложементы, снабженные прижимными губками, подвижными в поперечномнаправлении, причем каретки установлены нанаправляющих, размещенных вдоль линии -под цепью тягового органа. Батигцев, Ш. Э. Шихнебиев,. И. Мали На фиг. 1 показа емая поточнаялиния, вид сверху; конвейер поточной линии, вид с г. 3 - отрезное устройство.Поточная линия сборки многоэлементныхизделий содержит рабочие места 1 - 1 Х, укомплектованные соответствующими приспособлениями, инструментом и контейнерами (на чертеже не показаны) для узлов и деталей соби раемого изделия 1 и расположенные последовательно вдоль прерывисто-подвижного (пульсирующего) конвейера 2 (фиг. 1, 2).,онвейер 2 представляет собой бесконечныйцепной тяговый орган с приводом 3 для его прерывисто-последовательного перемещения и состоит из двух боковых секций 4, на которых установлены приводные звездочки 5 с двумя цепями 6 и механизмы 7 натяжения цепей.На тяговом органе последовательно с интер.валами установлены носители 8 собираемых изделий 1, выполненные в виде кареток, прикрепленных к цепям 6 и имеющие ходовую часть 9 и горизонтально поворотную платформу 10, позволяющую разворачивать собираемые изделия на угол к (фиг, 1) для удобства сборки.Между боковыми секциями расположенычетыре промежуточные секции 11, на которых установлены направляющие 12 для катков 13 30 носителей 8, 510347На платформе 10 смонтированы продольноподвижные один относительно другого и регулируемые по высоте ложементы 14 для обеспечения сборки разнотипных изделий, центрирования различных по диаметру частей собираемого изделия и расположения на одном уровне осей собираемых изделий,Ложементы 14 снабжены подвижными впоперечном направлении прижимными губками 15 для обеспечения устойчивости собираемых изделий с переменным;. диаметром,например вводов индукционных аппаратов,По ходу технологического процесса на рабочем месте ГЧ, имеется подвижное в поперечном направлении отрезкое устройство 16 15(фиг. 1, 3), отрезающее конец токоведущейтрубы собираемого ввода, состоящее из отрезного станка 17, установленного на каретке18 и оснащенного механизмом 19 крепленияконца токоведущей трубы 20, и стопорящего 20устройства 21.Для стопорения кареток носителей 8 наоперации отрезания конца токоведущей трубы предусмотрен механизм стопорения (начертежах не показан), для транспортировки 25крупных комплектующих изделий к рабочимместам имеется кран-балка 22, а для приемаи транспортировки собранного ввода к вакуумировочным стендам, линии служит передаточная тележка (на чертеже не показана),Работает линия следующим образом,Предварительно к рабочим местам 1 - 1 Х вконтейнерах подаются комплектующие части.Затем нажатием пусковой кнопки включаетсяконвейер 2, после чего конвейер работает вавтоматическом режиме. Цикл работы конвейера - 7,5 мин, причем сборка ведется втечение 5 мин на неподвижном конвейере и2,5 мин - на подвижном при скорости движения 1 м/мин,40Сборка вводов производится в следующейпоследовательности.На первом рабочем месте платформа 10носителя 9 разворачивается на угол сс и фиксируется. В ложементы 14 укладывается соединительная втулка 23 ввода, причем в зависимости от длины цилиндрического участкашейки соединительной втулки ложементыпредварительно устанавливаются перемещением один относительно другого, а прижимныегубки 15 устанавливаются предварительно взависимости от диаметра шейки соединительной втулки 23, которая фиксируется сближением прижимных губок 15. Затем при помощи кран-балки 22 с контейнера снимается остов ввода и вставляется в соединительную втулку 23.На рабочем месте 11 с использованием выдвижного, предварительно установленного ложемента на остов ввода надевается нижняя покрышка, а токоведущая труба остова фиксируется от проворачивания. На 111 рабочем месте надевается верхняя покрышка и устанавливается механизм стопорения каретки носителя 8,На 1 Ч месте к месту отрезки конца (фиг. 3) токоведущей трубы остова ввода подводится до упора отрезное устройство 16 и стопорится стопорящим устройством 21. Конец токоведущей трубь закрепляется механизмом 19 и отрезается отрезным станком 17.На рабочих местах Ч - 1 Х осуществляется окончательная сборка, после чего все губки ложементов разводятся на величину, необходимую для свободного подъема ввода. Специальными захватными устройствами с помощью кран-балки 22 готовый ввод снимается с конвейера и устанавливается на передаточную тележку для транспортировки на вакуумную обработку,Формула изобретенияПоточная линия сборки многоэлементных изделий, содержащая последовательно расположенные рабочие места, цепной бесконечный тяговый орган с приводом для прерывисто-последовательного перемещения и носители собираемых изделий, укрепленные последовательно с интервалами на тяговом органе, отличающаяся тем, что, с целью обеспечения сборки крупногабаритных цилиндрических изделий с переменным диаметром, например вводов индукционных аппаратов, она снабжена отрезным устройством токоведущих труб, вводов, подвижных в поперечном направлении, а носители изделий состоят из кареток с поворотной платформой, несущей подвижные вдоль линии и относительно друг друга и регулируемые по высоте ложементы, снабженные прижимными губками, подвижными в поперечном направлении, причем каретки установлены на направляющих, размещенных вдоль линии под цепью тягового органа.Заказ 2025/8 Изд.1257 Тираж 1178 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5 Типография, пр. Сапунова, 2
СмотретьЗаявка
1832287, 02.10.1972
ПРЕДПРИЯТИЕ ПЯ В-8833
ГРИНБЕРГ ДАВИД АБРАМОВИЧ, ХМАРА НИКОЛАЙ НАЗАРОВИЧ, БАТИЩЕВ АНАТОЛИЙ ФЕДОРОВИЧ, ШИХНЕБИЕВ ШИХНЕБИ ЭМИНОВИЧ, ГИПСМАН ИГОРЬ АБРАМОВИЧ, МАЛИ АЛЕКСАНДР ИОСИФОВИЧ
МПК / Метки
МПК: B23P 19/02, B23P 21/00, B65G 17/48
Метки: линия, многоэлементных, поточная, сборки
Опубликовано: 15.04.1976
Код ссылки
<a href="https://patents.su/4-510347-potochnaya-liniya-sborki-mnogoehlementnykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Поточная линия сборки многоэлементных изделий</a>
Устройство для защиты от индуктивного влиянияна линии связи линий высокого напряжения

Номер патента: 268540
Опубликовано: 01.01.1970
Авторы: Дудниченко, Изыскательского, Китушин, Научно, Сибирское
МПК: H02J 3/26, H04B 15/00
Метки: влиянияна, высокого, защиты, индуктивного, линии, линий, связи
...устройства для защиты от инд;ктивного влияния на линии связи линий высокого напряжения, работающих с неполным числом фаз и, например, с грозозащитным тросом в качестве обратного провода, содержащие симметрцрующие элементы, включенные в нейтраль питающих линию трансформаторов. Степень влияния пеполнофазной липни передачи на линии связи определяется величиной тройного тока нулевой последовательности, замыкающегося через землю при размыкании одной из фаз.Предлагаемое устройство отличается от известных тем, что для повышения надежности ц упрощения в цепь грозозащитного троса включен источник дополнительной э. д. с., цапример вольтодобавочный тр с устройством регулирования фаНа чертеже представлена семого устройства.Устройство...
Устройство для сборки из пластин цепочки последовательно соединенных секторных элементов химического источника тока

Номер патента: 568990
Опубликовано: 15.08.1977
Авторы: Благов, Гурин, Савельев, Чефранов, Чувпило
МПК: H01M 6/00
Метки: источника, пластин, последовательно, сборки, секторных, соединенных, химического, цепочки, элементов
...ограничитель, выполненный в видеспиральной перемычки.На фиг. 1 изображено описываемое устройство; на фиг. 2 - то же, вид сверху.Устройство содержит матрицу 1, выполненную в виде стакана, внутри которой расположены составной шток 2 и пружины 3 и 4.Конец штока расположен в катушке электромагнита 5. Шток 2 имеет внутреннюю полостьА, сообщающуюся с его верхней опорной поверхностью щелевым спиральным пазом а.В матрице 1 выполнен паз б с углублением вдля укладки собираемых деталей. Кроме того, в матрице установлен неподвижный стержень б с опорной шайбой 7 и упором 8.штоке 2 расположены спиральная перемыч9 и ориентирующие штыри 10,Устройство работает следующим образом.Собираемые пластины укладываются впазы б и в и ориентируются шайбой 7,...
Способ сборки изделий на автоматизированной сборочной линии спутникового типа

Номер патента: 1808642
Опубликовано: 15.04.1993
Авторы: Виноградов, Гаврилов, Егоров, Коротков
МПК: B23Q 41/02
Метки: автоматизированной, линии, сборки, сборочной, спутникового, типа
...команд может быть использован серийно выпускаемый программируемый контроллер, например КПМ-01 ИГФР.468361,002 ТУ, Блок 36 с 45 помощью программно-математического обеспечения имеет возможность обрабатывать информацию, полученную от устройства 27 считывания кода, расположенного в, зоне подачи спутников 21, 22, 23 к сбороч ному модулю 35, и дополнительного устройства 28 считывания кода, а затем вь 1 давать команды на механизмы, обеспечивающие подачу спутников 21, 22, 23 по коду (исполнению присоединяемого узла) и в количест ве, соответствующими коду (исполнению базового узла) спутников 16, 17, 18, поданных к сборочному модулю 35 до приема спутников 21, 22, 23. В качестве системы 37 автоматического адресования спутников может...
Многоканальное устройство для сопряжения эвм с последовательными линиями связи

Номер патента: 1839259
Опубликовано: 30.12.1993
Авторы: Васекин, Григорьев, Копылов, Целовальников
МПК: G06F 13/10
Метки: линиями, многоканальное, последовательными, связи, сопряжения, эвм
...с выходом усилителя 3, выход усилителя 4 - с входами сброса регистра 9 и приемопередатчика 1, последовательный выход данных которого через усилитель 13 соединен с входом оптрона 14, последовательный вход данных - с выходом оптрона 15, а выходы приема и выдачи - с синхровходами триггеров 16, 17, Установочные входы последних соединены с первыми и вторыми выходами дешифратора 10, третий выход которого соединен с управляющим входом блока 2. Выход селектора 8 соединен с входом регистра 9, синхровход которого и вход дешифратора 10 соединены с выходом усилителя 5. Выход регистра 9 соединен с вторым входом дешифратора 10, третий и четвертый входы которого соединены с выходами усилителей б, 7, второй выход - с управляющим входом блока 11 и...
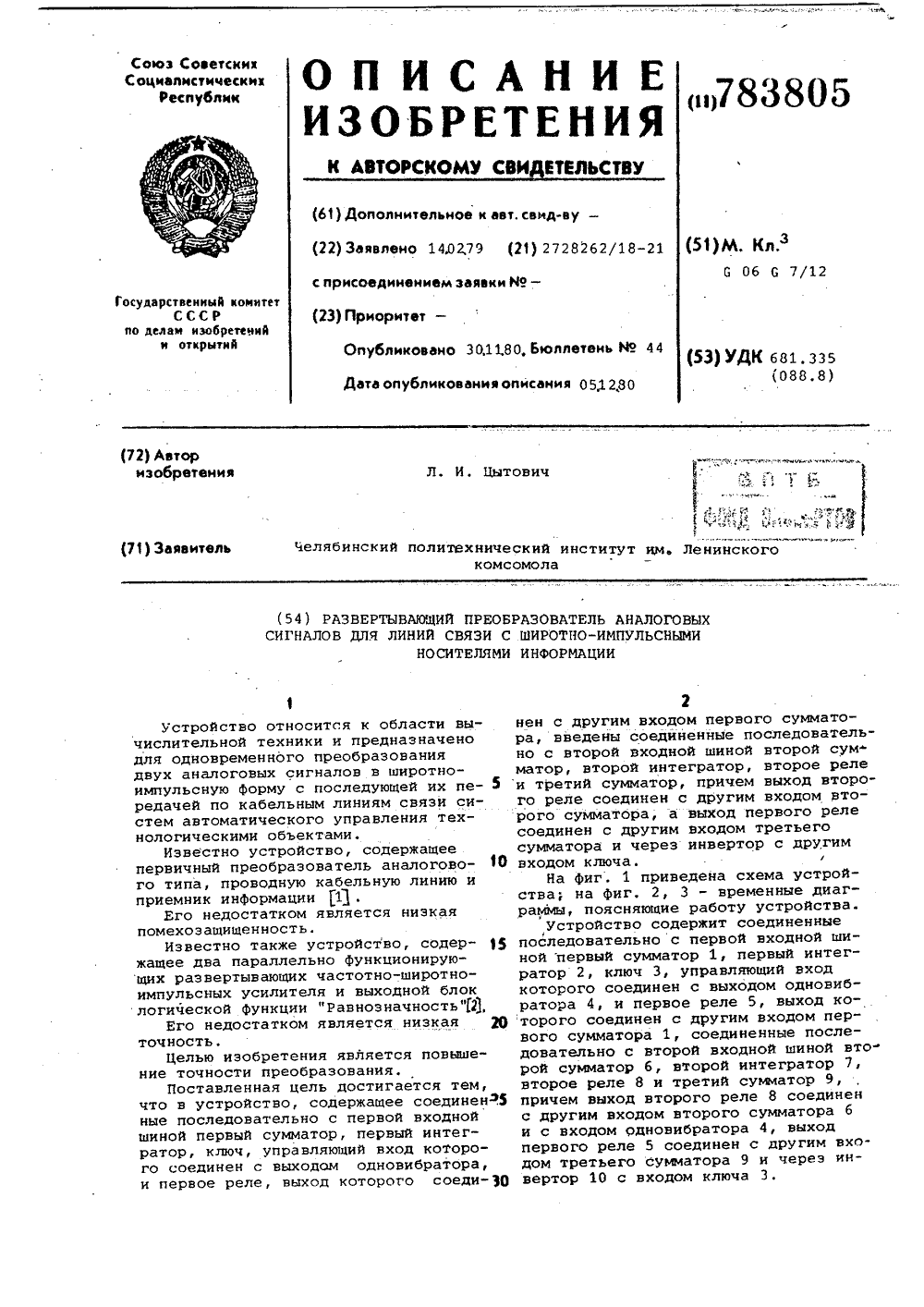
Развертывающий преобразователь аналоговых сигналов для линий связи с широтно-импульсными носителями информации
Номер патента: 783805
Опубликовано: 30.11.1980
Автор: Цытович
МПК: G06G 7/12
Метки: аналоговых, информации, линий, носителями, развертывающий, связи, сигналов, широтно-импульсными
...с - определяется суммойэтих сигналов, В результате постоянная составляющая импульсов у (с) эа 20перйод То соответствует величине сигнала управления х, (с).Синхронно с изменением знака импульсов у (с) на выходе однонибратора 4 Формируются импульсы ук(с) малойдлительности (Фиг. За), с помощью которых происходит управление ключом 3.Для случая у(с)0 принцип работы каскада, включающего в себя звенья1, 2, 3, 5 является аналогичным вышерассмотренномту для звеньев б, 7, 8(фин. Зб, интервалы времени С С),При УС(С) Ф О ключ 3 перЕходит всостояние, при котором его разомкнутые контакты оказываются замкнутыми.Сигнал уф (с) на выходе.иивертора10 повторяет Форму выходных импульсову(с) релейного элемента 5, однако,янвертирован по знаку, что позволяетс...
Предыдущий патент: Стенд для разборки полотна транспортера
Следующий патент: Устройство для зажима подвижного узла
Случайный патент: Олифа