Устройство для изготовления гибких металлорукавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 239187
Автор: Бут




Текст
239 87 Сове Советских Социалистических РеспубликЗависимое от авт. свидетельстваКл. 71 т, 15/01 Заявлено 13.Х.1967 ( 1191892/26-27) присоединением заявкиМПК В 21 с риоритетпубликовано 18 Л 1.1969. Бюллетень11ата опубликования описания 21 Л 11.1969 митет ло делам аобретений и открытиори Совете МинистровСССР ДК 621,774.8.0(088,8) второбретен М. Тябут аявител УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕН МЕТАЛЛОРУКАВОВБКИХ 2 Предлагаемое устроиство относится к области обработки металлов давлением.Известны устройства для изготовления гибких металлорукавов с винтовым гофром из трубных заготовок, содержащие инструмент, представляющий собой винт переменного шага, диаметра и профиля, снабженный отверстиями для подачи жидкости под давлением в полость между его наруяной поверхностью и внутренней поверхностью обрабатываемой детали, а также содер)кащие привод относительного вращения инструмента и обрабатываемой детали вокруг оси последней,В предлагаемом устройстве с целью повышения производительности и качества обработки отверстия для подачи жидкости расположены в вершинах профиля винта,На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вариант его выполнения; на фиг, 3 - схема формования металлорукава при помощи пуансона, выполненного в виде винта с отверстиями для подачи жидкости под давлением; на фиг, 4 - схема формования металлорукава при помощи инструментаг выполненного в виде винтовой пары с отверстиями для подачи кидкости под давлением,Предлагаемое устройство содеряит формую. щий пуансон 1 и охватывающую матрицу 2, состоящую из двух частей. В процессе рабо. ты пуансон и матрица закреплены неподвижно, заготовка 3, вращаясь, наворачивается на пуансон.Формующий пуансон имеет центральное глухое отверстие, в которое под давлением Р на гнетается рабочая жидкость, На его наружной поверхности выполнена винтовая нарезка с плавно изменягощимся шагом, диаметром и профилем витка. Центральное отверстие и вершины резьбового профиля соединены о 10 верстиями 4. Отвод утечек обеспечивается через винтовую канав у 5 и отверстия 6.Охватывающая матрица так яе, как и пугансон, имеет резьбовую поверхность с переменным шагом и изменяющимся профилем. К 15 вершинам витков выведены отверстия 7 дляподачи жидкости. Утечки отводятся через отверстия 8 во впадинах резьбы матрицы,На вершина.; профиля пуансона и матрицымогут находиться канавки, облегчающие рав номерное распределение жидкости по поверхности витка.Для обеспечения процесса формования достаточно одного пуансона 1. В этом случае трубная заготовка д под действием какой-ли бо охватывающей манжеты (на фигурах необозначена) при малом осевом усилии навертывается на пуансон. При этом зазор в зоне вершины гофра стремится к нулю, как представлено на фиг. 3, Жидкость под давлением, 30 поступающая по тросселирующему отверстию4 между поверхностью инструмента и заготовкой, деформирует стенку трубы в вершине гофра под действием усилия 6, создавая зазор. По мере возрастания зазора (при постоянном расходе жидкости) давление между стенкой трубы и инструментом будет падать из-за уменьшения гидросопротивленпя зазора. Так как для заданной деформации при прочих постоянных условиях требуется определенное давление, то в конце концов автоматически устанавливается равновесие между давлением и зазором (величиной деформации). В расчетной формуле расхода утечек жидкости между двумя пластинами (или отверстием и стержнем) давление жидкости находится в кубической зависимости от зазора. Это доказывает достаточно высокую точность величины деформации. За счет вытяжки стенки заготовки угол а будет стремиться к углу . Образовавшийся зазор в этом случае является гидросопротивлением. Весь процесс формования протекает без затрат на механическое трение,Давление, диаметр дросселирующих отверстий 4 и их количество должны быть расчетными, обеспечивающими заданный зазор в вершине гофра. Кроме того, диаметр отверстий 4 должен быть достаточно малым, а их гидравлическое сопротивление должно обеспечивать почти неизменное давление при наличии или отсутствии формуемой трубы. Изза того, что в процессе формования давление остается постоянным и действует на заготовку одинаково на длине пуансона, зазор б будет несколько большим в начале и меньшим в конце формования, так как при одном и том же давлении деформация будет тем больше, чем больше радиус Р.Если не учитывать трения между заготовкой и инструментом (оно из-за отсутствия прямых контактов весьма мало), то работа деформации равна работе момента, вращающего трубу,Начальный шаг гофра 1,определяется в зависимости от конечного шага 1, радиу. са К высоты Й гофра и толщины стенки 5 5 10 15 20 25 30 З 5 40 45 при одинаковом диаметре д трубы и внутреннем диаметре рукава.Принцип действия охватывающей матрицы ничем не отличается от действия пуансона. При снижении необходимого для деформации давления в пуансоне, резко возрастающего при уменьшении радиуса К уменьшается расход жидкости, Применение матрицы делает процесс более экономичным,На схеме, представленной на фиг. 4, показано действие охватывающей матрицы, От давления жидкости, поступающей ко впадине гофра, создаются результирующие усилия У, сближающие стенки гофра и, следовательно, уменьшающие радиус й. Таким образом, деформация материала в зоне наружного радиуса Й производится действием двух усилий: усилия 6 и усилия У.Начало действия матрицы (или ее длина) определяется экономически целесообразными давлением и расходом формующей жидкости.В некоторых случаях при определенных сочетаниях толщины стенки заготовки, давления, радиуса Р матрица 2 может быть заменена роликами 9, как представлено на фиг. 2, создающими усилия формования Л такого же направления, что и матрица 2. Ролики, каждый из которых свободно вращается на оси, расположены по винтовой линии во впадине пуансона.Предмет изобретенияУстройство для изготовления гибких металлорукавов с винтовым гофром из трубных заготовок, содержащее инструмент, представляющий собой винт переменного шага, диаметря и профиля, снабженный отверстиями для подачи жидкости под давлением в полость между его наружной поверхностью и внутренней поверхностью обрабатываемой детали, а также привод относительного вращения инструмента и обрабатываемой детали вокруг оси последней, отличающееся тем, что, с целью повышения производительности и качества обработки, отверстия для подачи жидкости расположены в вершинах профиля винта., Сапунов Типограф Заказ 1681/5 Тираж 480 ПодписноЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССРМосква, Центр, пр. Серова, д, 4
СмотретьЗаявка
1191892
Г. М. бут
МПК / Метки
МПК: B21D 15/10, B21D 51/12
Метки: гибких, металлорукавов
Опубликовано: 01.01.1969
Код ссылки
<a href="https://patents.su/4-239187-ustrojjstvo-dlya-izgotovleniya-gibkikh-metallorukavov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для изготовления гибких металлорукавов</a>
Способ автоматического управления стадией формования при литье под давлением изделий из пластмасс

Номер патента: 1140994
Опубликовано: 23.02.1985
Авторы: B29K 101:00, Овруцкий
МПК: B29C 45/00, B29C 45/76
Метки: давлением, литье, пластмасс, стадией, формования
...так как заданная величина давления, при которой оканчивается формование, не всегда достигается в полости инструмента при одной и той же температуре расплава, в связи,с колебаниями упомянутых параметров. Окончание формования до затвердевания полимера во впускном канале приводит к частичному вытеканию пластмассы из формы, к наличию в изделиях воздушных включений, усадочных раковин и т. д т. е. к нестабильности массы отливок. Окончание формования позже затвердевания полимера во впускном канале приводит к снижению производительности литьевой машины.Цель изобретения - повышение качества изделий путем стабилизации массы отливок. Указанная цель достигается тем, что согласно способу автоматического управления стадией формования при литье...
Аппарат для проведения каталитических реакций между газами под давлением и при повышенной температуре

Номер патента: 38932
Опубликовано: 30.09.1934
Автор: Сакки
МПК: B01J 8/08
Метки: аппарат, газами, давлением, каталитических, между, повышенной, проведения, реакций, температуре
...о; и выходят чс роз располс кенные в верхней части тр. бы 11 отверстия 30 и проходят затем пространство располо; енное между трубами 10 : 11, в котором находится катализатор.После этого газы проходят пространство, рас.положенное между трубаыя 9 и 1 О и через от 1 ерстия 20 прихсдят в пространство, расположенное между трубами 1 и 4, де они охлаждаются до надлежащей температуры, благодаря охлаждающим приспособлениям, о которых шла речьыше.Во время этого охлаждения образовавшиеся соединения выделяются в жидком состоянии и собираются в свободном пространстве 31, откуда они извлекаются посредством трубы 32. Газы засасываются теперь через каналы 29 входящими газами и сно.:а циркулируют через аппарат уже описанным образом,Между газами,...
Пресс-форма с пуансоном в виде эластичного мешка, непроницаемого для жидкости под давлением

Номер патента: 73434
Опубликовано: 01.01.1948
Автор: Плеханов
МПК: B21D 22/12, B21D 26/02
Метки: виде, давлением, жидкости, мешка, непроницаемого, пресс-форма, пуансоном, эластичного
...5 имеет охваченную неподвижной трубой 1 цилиндрическую или призматическую наружную поверхность, сечение которой увеличивается псд действием давления прессования, с целью использования в качестве противодавления силы трения, возникающей между трубой 1 и наружной поверхностью матрицы 5 при движении последней под действием давления на ее дно. 1 Ой Заявлено 17 сентября 19ационной промышленности Опубликовано 28 ф,1 ля использования в прессформе силы трения, возникающей между наружной поверхностью матрицы и охватывающей ее подвижной трубой, в качестве противодействия давлению прессования, предлагается матрицу изготовлять разжимной.Предлагаемая прессформа 1 см. чертеж) состоит из трубы 1, приваренной к основанию 2. В последнем заделан...
Смазочно-охлаждающая жидкость “прогресс-4″ для холодной обработки металлов давлением

Номер патента: 1342917
Опубликовано: 07.10.1987
Авторы: Годлевский, Коротков, Латышев, Тараров
МПК: C10M 169/04
Метки: давлением, жидкость, металлов, прогресс-4, смазочно-охлаждающая, холодной
...компонентов композиции состоит в следующем. Содерждицлеся в препарате БВ химически актив Оные компоненты, а также роданистыйаммоний, иодистый калий избирательнодействует соответственно нд железо,молибден и титан, входящие, как правило, в состав обрабатываемых сталей 45и сплавов, образуя рыхлые смазочныеструктуры, Олеиновая кислота, содержащаяся в БВ, кдтализирует окислительные процессы в зоне контакта, а также обрдэует смазочные пленки с оченьнизким коэффициентом трения за счетхемосорбционных процессов между олеиновой кислотой и кристаллами никеля.Для испытания готовят СОЖ,составы которых приведены в табл.1,55Испытания проводят при протягивании шпоночного паза 10 АХ 6,5, всплаве, имеющем следующий состав,мдс,7.: М 1 29, Го 7, Ге...
Способ моделирования поля давления при циркуляционном обтекании плоского профиля
Номер патента: 1629913
Опубликовано: 23.02.1991
Авторы: Грачев, Хаскин, Хаткин, Шипилов
МПК: G06G 7/57
Метки: давления, моделирования, обтекании, плоского, поля, профиля, циркуляционном
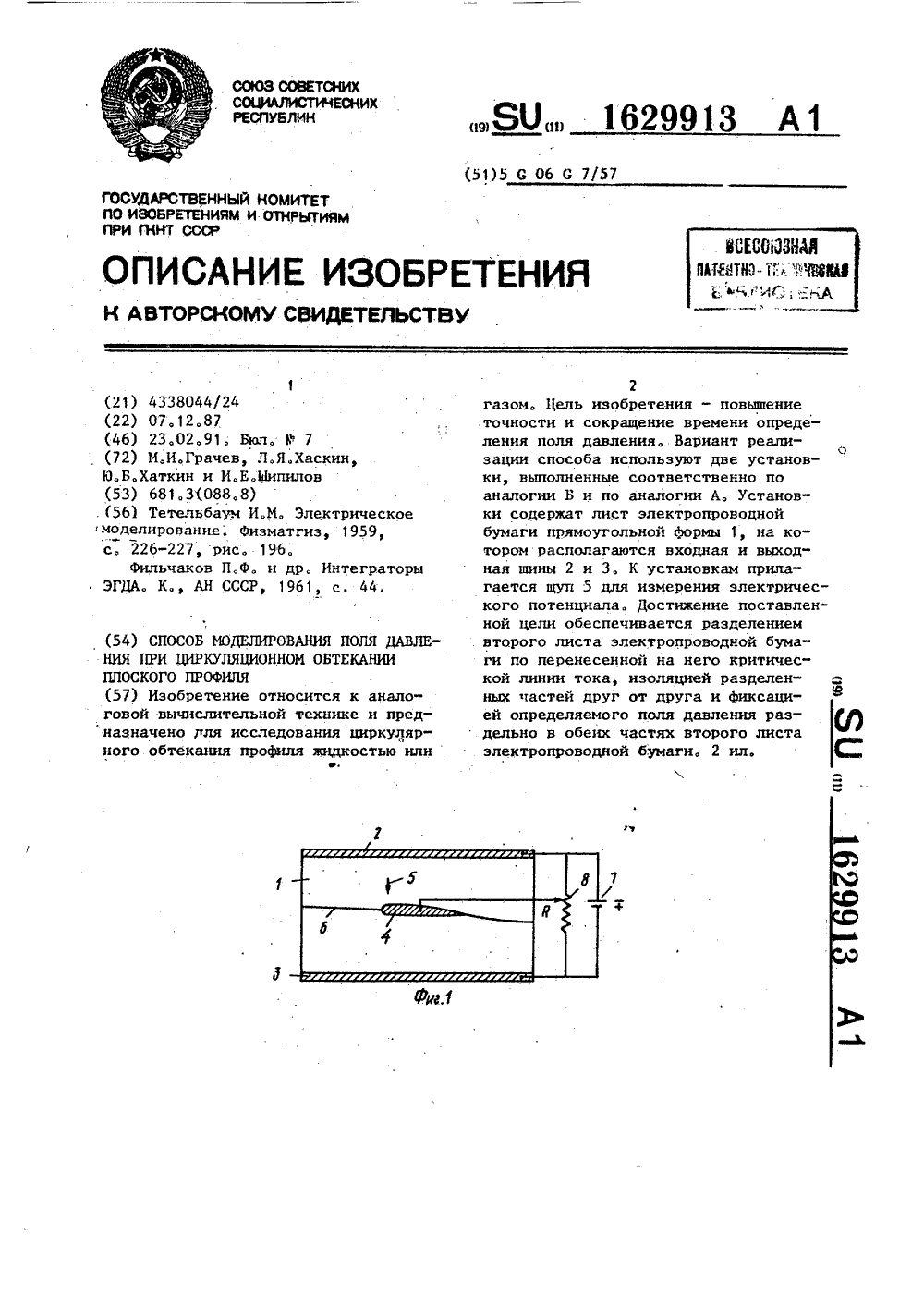
....по аналогии А (фиг.2). К моделям предлагает ся щуп 5 для измерения электрического потенциала. Критическая линия тока на фиг.1 и разрез на Фиг,2 обозначены позицией 6. Модели имеют источ; ник 7 тока и делитель 8 напряжения 25 по аналогии Б (фиг.1).Способ осуществляется следующим образом.При включении источника 7 тока между входной 2 и выходной 3 шинами воз никает так, моделирующий внешнее обтекание модели 4 по аналогии Б (фиг.1) без циркуляции. Регулированием величины напряжения на модели 4 с помощью делителя 8 напряжения подбирается циркуляция из условия схода критической линии тока с острой задней кромки профиля. Положение критической линии тока находят щупом 5 и тем самым задают граничные условия, после, 40 чего переносят эту...
Предыдущий патент: Способ изготовления гибких металлорукавов
Следующий патент: Способ правки высокопрочных тонколистовыхзаготовок
Случайный патент: Способ определения времени отверждения адгезива