Способ изготовления листовых и брусковых прессованных деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 2005064
Автор: Бирюков

Текст
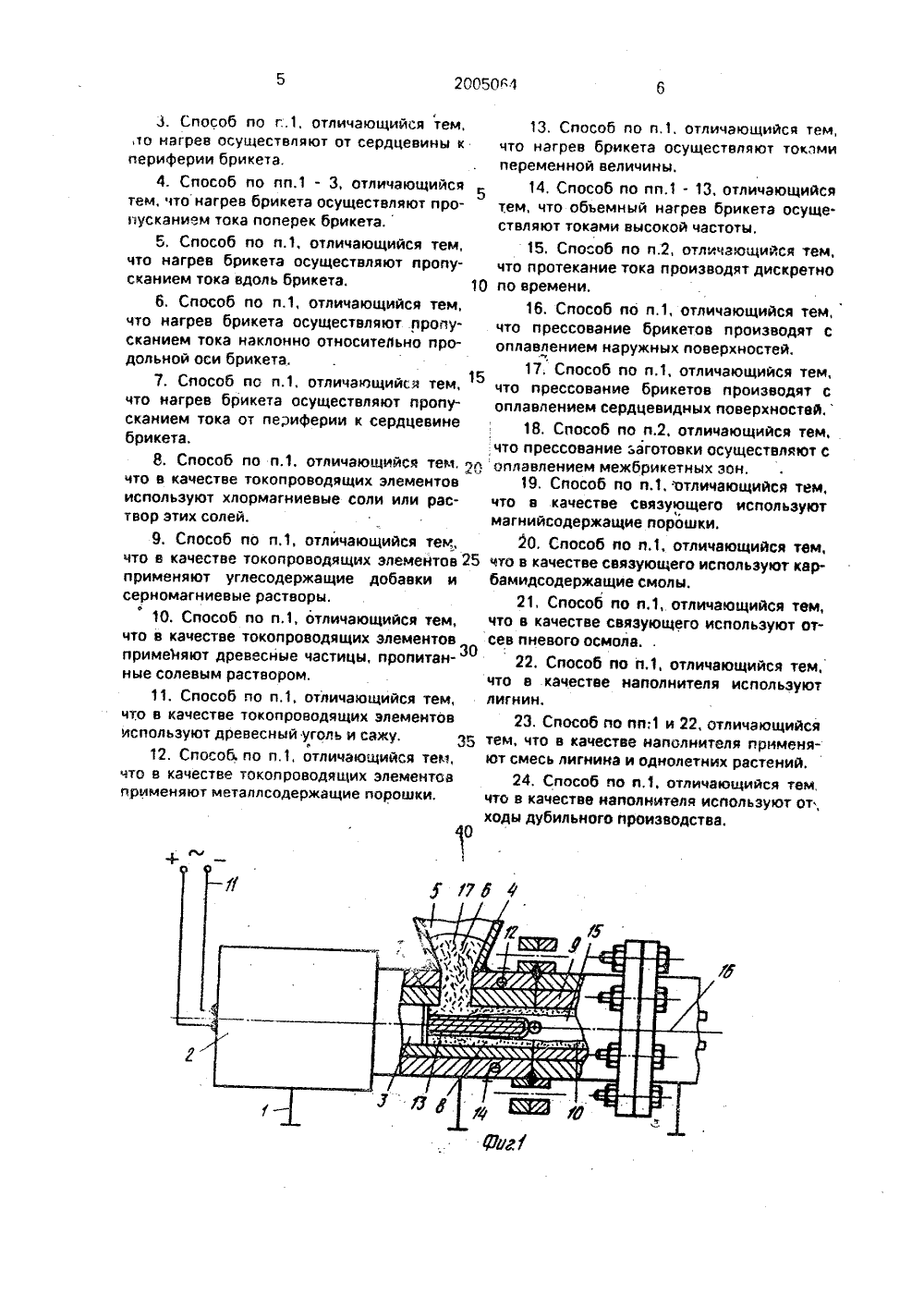
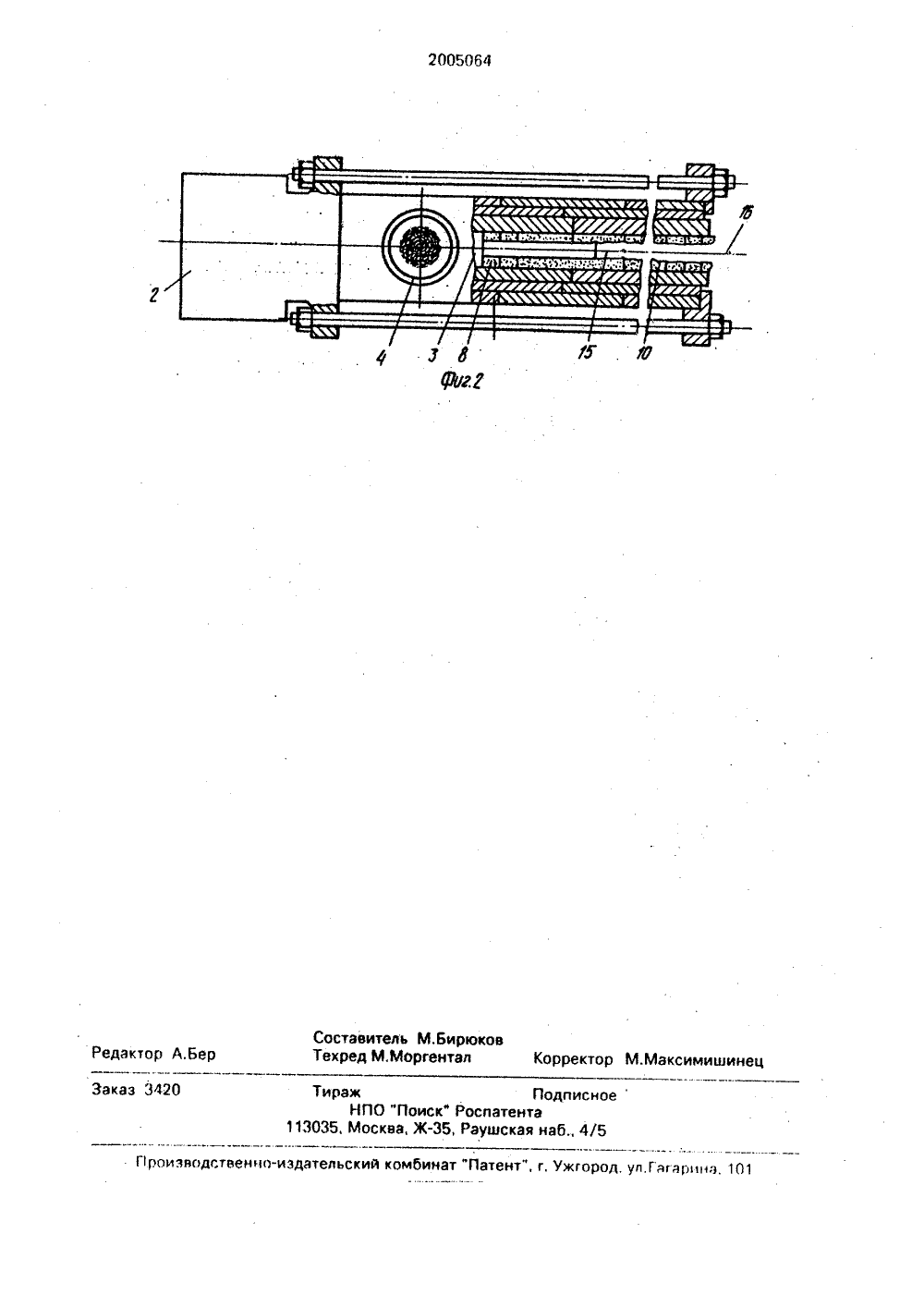
(1) В 37 Я 03 Комитет Российской Федерац по патентам и товарным зна ОПИСАНИЕ ИЗОБРЕТЕНИ 11 - ПАТЕНТУ(76) Бирюков Михаил Васильевич(64) СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИБРУСКОВЫХ ПРЕССОВАННЫХ ДЕТАЩЙ(67) Иотользование: в деревообработке, в частности в производстве листовых и брусковцх деталей Сущность изобретеещ для повышения качества и оевкемя энергозатрат на производство деталей способ предусматривает смешивание компонентов брикетов с введением токопроводацих элементов, а перед прессованием ведут объемный нагрев аждого брикета Термообработку ведут переносом и передачей т 1 ла предыдущими брикетами 12005064 5101 20 порошкообразном виде. затем пресс-массу подают в загрузчик 4 и в камеру подачи 5. после чего включают силовой узел 2 и толка- тель 3 с пустотообразователем 13 начинает формировать брикет 8 и перемещать его в зону датчика тока 12 и датчика тока 14, где брикет 8 останавливается, а между датчиками 12 и 14 и брикетом 8 пропускастся ток, который осуществляет объемный нагрев поочередно каждого брикета 8 или группы 30 брикетов 8, т,е. фактически между датчиками создают разность потенциалов между объемом брикета и только затем по всему объему брикета протекает ток, который не только ведет нагрев пресс-массы, но и оп 35 лавляет наружные поверхности и сердцевинные поверхности заготовки, которую затем делят на детали.После объемного нагрева каждого брикета проводят прессование заготовки 10, а Способ осуществляется с помощью устройства, которое включает. основание 1, на котором расположен силовой узел 2 с толкателем 3, загрузчик 4, камеру 5 подачи пресс- массы 6, камеру формирования 7 брикетов 8, камеру прессования 9 заготовки 10, источник тока 11 с расположенными на камере формирования 7 датчиком тока 12 и йй пустотообразователе 13 датчиком тока 14, при этом в брикетах 8 выполнен канал 15, рас 40 термообработку последней производят переносом и передачей тепла предыдущимибрикетами 8 и цикл получения деталей повторяют. Ф о р м у л а и э о б р е т е н и я 50 массы в нее вводят токопроводящие1, СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТО элементы, нагрев брикета осуществляют ВЫХ И БРУСКОВЫХ ПРЕССОВАННЫХ пропусканием тока через весь его объем, а ДЕТАЛЕЙ, включающий подготовку напол- после прессования производят термообранителя органического и/или неорганиче-,ботку заготовки передачей тепла от пред- ского происхождения, его измельчение, 55 ыдущих брикетов, после чего заготовки приготовление пресс-массы смешиванием. раскраивают на детали;частиц со связующим, подачу пресс-массы, 2. Способ по п,1. отличающиися тем формирование брикетов, нагрев их в поле , гвсокой частоты прессование отли ют пропусканием токачающийся тем. что при подготовке прессИзобретение относится к д-евообрабатывающей промтл.:-нности, в частности к производству листовых и брусковы прессованных деталей, например, в виде гдельных л.истов или брусьев, например, со шпунтом и гребнем, фасками и другими элементами,Известен способ производства листовых и брусковых деталей, включающий операции подготовки пресс-массы, формирование порций. прессование листов или брусьев с их термообработкой(1).Известен способ изготовления листовых и брусковых прессованных профильных деталей, включающий измельчение древесины. или однолетних растений, смешивание частиц со связующим, подачу пресс-массы, формирование брикетов, прессование заготовки, термообработку, и раскрой заготовки на детали (2).:Недостатками указанных способов является высокий расход энергии, а также относительно низкое качество деталей иэ-за часто возникающих расслоений, шелушение поверхностей деталей иэ-за преждевременного неравномерного прогрева пресс-массы и преждевременного отверждения связующего, причем расслоение вызвано наличием жидких составляющих в полостях клеток частиц пресс-массы, в результате чего в полости клеток связующее почти не попадает,Цель изобретения - снижение расхода энергии и повышение качества деталей.На фиг.1 схематически изображено устройство, вид сбоку; .на фиг.2 - то же, вид сверху. положенный по продольной ос 16, а пресс. масса 6 имеет токопроводящие элементы 17 в жидком или порошкообразном виде.Перед прессованием заготовки осуществляют объемный нагрев каждого брикета, термообработку заготовки производят переносом и передачей тепла предыдущими брикетами, а объемный нагрев ведут пропусканием тока через брикет или изнутри брикета наружу до начала парообразования, с замещением внутри- и межклеточных полостей частиц связующим, Перед замещением производят удаление из полостей жидких составляющих.Устройство работает следующим образом.Вначале готовят пресс-массу 6, в которую при смешивании вводят токопроводящие элементы 17 в жидком или 45 (56) Патент СССР М 1674691, кл. В 27 Ь3/08, 1990.Патент ФРГ М 2425638, кл. В 28 3 5/08,1977.,то нагрев осуществляют от сердцевины кпериферии брикета,4. Способ по пп,1 - 3, отличающийсятем, чтонагрев брикета осуществляют пропусканием така поперек брикета,5, Способ по п.1, отличающийся тем,что нагрев брикета осуществляют пропусканием тока вдоль брикета, 106. Способ по п.1, отличающийся тем,что нагрев брикета осуществляют пропусканием тока наклонно относительно продольной оси брикета.7. Способ по п,1, отличающийся тем,15что нагрев брикета осуществляют пропусканием тока от периферии к сердцевинебрикета.8. Способ по п,1. отличающийся тем, 2 гчто в качестве токопроводящих элементовиспользуют хлормагниевые соли или раствор этих солей.9, Способ по п,1, отличающийся темчто в качестве токопроводящих элементов 25применяют углесодержащие добавки исерномагниевые растворы.10. Способ по п,1, отличающийся тем,что в качестве токопроводящих элементовпримеЪяют древесные частицы, пропитанные солевым раствором,11. Способ по п,1, отличающийся тем,что в качестве токопроводящих элементовиспользуют древесный уголь и сажу. 3512. Способ, по п,1, отличающийся тем,что в качестве токопроводящих элементовприменяют металлсодержащие порошки. 13. Способ по п,1. отличающийся тем, что нагрев брикета осуществляют токами переменной величины.14. Способ по пп,1- 13, отличающийся тем, что объемный нагрев брикета осуществляют токами высокой частоты,15, Способ по п,2, отличающийся тем, что протекание тока производят дискретно по времени,16, Способ по п.1, отличающийся тем, что прессование брикетов производят с оплавлением наружных поверхностей,17. Способ по п.1, отличающийся тем, что прессование брикетов производят с оплавлением сердцевидных поверхноствй,18. Способ по п.2, отличающийся тем, что прессование заготовки осуществляют с оплавлением межбрикетных зон.19. Способ по п,1.отличающийся тем, что в качестве связующего используют магнийсодержащие порошки.20, Способ по п.1, отличающийся тем, что в качестве связующего используют карбамидсодержащие смолы.21, Способ по п.1, отличающийся тем, что в качестве связующего используют отсев пневого осмола22. Способ по п.1, отличающийся тем, что в качестве наполнителя используют лигнин.23. Способ по пп:1 и 22, отличающийся тем, что в качестве наполнителя применяют смесь лигнина и однолетних растений.24, Способ по п,1, отличающийся тем, что в качестве наполнителя используют от, ходы дубильного производства.
СмотретьЗаявка
05019301, 29.12.1991
Бирюков Михаил Васильевич
МПК / Метки
МПК: B27N 3/02
Метки: брусковых, листовых, прессованных
Опубликовано: 30.12.1993
Код ссылки
<a href="https://patents.su/4-2005064-sposob-izgotovleniya-listovykh-i-bruskovykh-pressovannykh-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления листовых и брусковых прессованных деталей</a>
Способ освобождения заготовки лопатки из брикета

Номер патента: 958116
Опубликовано: 15.09.1982
Авторы: Семенченко, Хижный
МПК: B29C 17/10
Метки: брикета, заготовки, лопатки, освобождения
...элементами 5 и 6. В корпусе 1 располо ожен силовой винт 7, воздействующийна нож 3. В ножах 3 и 4 предусмотрены каналы 8 и 9 охлаждения. Каждыйиз ножей 3 и 4 расположен вдольвсей соответствующей кромки 10 и11 лопатки 12, а лезвие ножа повторяет профиль этих кромок.В качестве ножей 3 и 4 могутбыть использованы электроножи.Способ реализуется следующим образом.Лопатку 12, залитую в брикет 2,закрепляют за хвостовик в приспособление, размещенное на корпусе 1. Ножи 3 и 4 нагревают при помощи нагре- двательных элементов 5 и 6 до температуры. плавления материала. брикета.После этого ножи 3 и 4 прижимают внаправлении кромок к брикету 2 сило.вым винтом 7. По границам разъемапроисходит локальное расплавлениематериала брикега 2 и его вытеснениеножами...
Шнековый пресс для получения древесных брикетов

Номер патента: 670455
Опубликовано: 30.06.1979
Автор: Кека
МПК: B29J 5/08
Метки: брикетов, древесных, пресс, шнековый
...непрерывности экструзии массы прес- сующим шнеком и увеличения прочности и плотности получаемого брикета к шнеку 6 примыкает шнековый питатель 3 так, что отношение транспортирующей способности шнекового питателя 3 к транспортирующей способности первого витка прессующего шнека устанавливается в пределах 2,5 - 4,0 и отношение шагов первого и последнего витков прессующего шнека к его наружному диаметру находится в пределах соответственно 0,9 - 1,0 и 0,45 - 0,55, при этом диаметр шнека у основания витка в зонах загрузки и выхода преимущественно составляет соответственно 0,5 - 0,6 и 0,7 - 0,8 наружного диаметра шнека, а на внутренней поверхности перфорированного корпуса выполнены продольные пазы со стенками наклонной и радиальной,...
Устройство для сбрасывания брикетов со стола пресса

Номер патента: 51257
Опубликовано: 01.01.1937
МПК: B28B 13/04, B28B 17/00
Метки: брикетов, пресса, сбрасывания, стола
...упорами 13. Движение плуцжера вверх осуществляется действием напорной воды. поступающей в цил 1 шдр 1 через штуцерцое соединение 14. Движецие вниз производится пружиной 15, цатяяецие которой регулируется цавицтоваццой втулкой 16, завернутой в гнезде в в верхцей части корпуса 7.На оси 17, закрепленной в нижней части корпуса 7, устацовлец поворотный стержець 4, отросток которого, образующий короткое плечо, при помощи серьги 3 шарнирно связан с плупжером 2; другой конец стержця 4 шарнирно связап со срединой стержня 5, длина которого в два раза более д;шцы стержпя 4.Стержень 5 снизу окацчивается толкачом 6, а наверху шарнирно соединен с ползуцом 18, имеющ 1 км возможцость движеция по цаправляющей 19, закреплеццой концами в гцездах в...
Валковый пресс для изготовления кольцевых брикетов

Номер патента: 265770
Опубликовано: 01.01.1970
МПК: B28B 3/16, B30B 11/18
Метки: брикетов, валковый, кольцевых, пресс
...облоя, т. е, происходит качественнаяобрезка брикета. Затем брикеты выталкиваются из гнезда с помощью выталкивателя и его снимают, после чего выталкиватель опускают.25 Валковый пресс для изготовления кольцевых брикетов, содержащий бункер и валки, З 0 один из которых выполнен с формующими Изобретение может быть использовано при изготовлении асбестовых изделий и пластических масс,Известен валковый пресс для изготовления брикетов, содержащий бункер и валки, один из которых выполнен с формующими гнездами, выталкивателями и съемником.Целью изобретения является предотвращение образования заусенцев и повышение качества брикетов,Достигается это тем, что один из валков пресса выполнен с концентрически расположенными обрезными гнездами,...
Устройство для поддержки заготовки к кромкогибочному прессу

Номер патента: 1623815
Опубликовано: 30.01.1991
Авторы: Васильев, Жигулин, Иванов, Лапскер
МПК: B21D 5/02
Метки: заготовки, кромкогибочному, поддержки, прессу
...в исходном положении. Электромагниты 8 обесточены, штоки цилиндров 5 - 7 втянуты. Заготовку 12 укладывают на стол 1 и она подается в рабочую зону пресса до упора 9. Нажатием кнопки Пуск отпускают ползун 11. При соприкосновении ползуна 11 с заготовкой 12 подается давление в цилиндры 6 и 7. Заготовка 9 начинает изгибаться и разворачиваться вокруг оси гибки. При этом стол 1 следует за заготовкой 12 и поддерживает ее за счет подачи требуемого давления в цилиндры 6 и 7. В конце рабочего хода ползуна 11 по окончании гибки подается команда на включение электромагнитов 8 н они фиксируют деталь 13 на столе 1. При подъеме ползуна 11 штоки цилиндров 6 и 7 продолжают перемещать стол 1 вместе с деталью 13, которая занимает положение, позволяющее...
Предыдущий патент: Исполнительный орган манипулятора
Следующий патент: Способ изготовления древесного плитного материала
Случайный патент: Способ получения гнутых профилей