Способ электродуговой наплавки порошков с использованием магнитного поля дуги и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
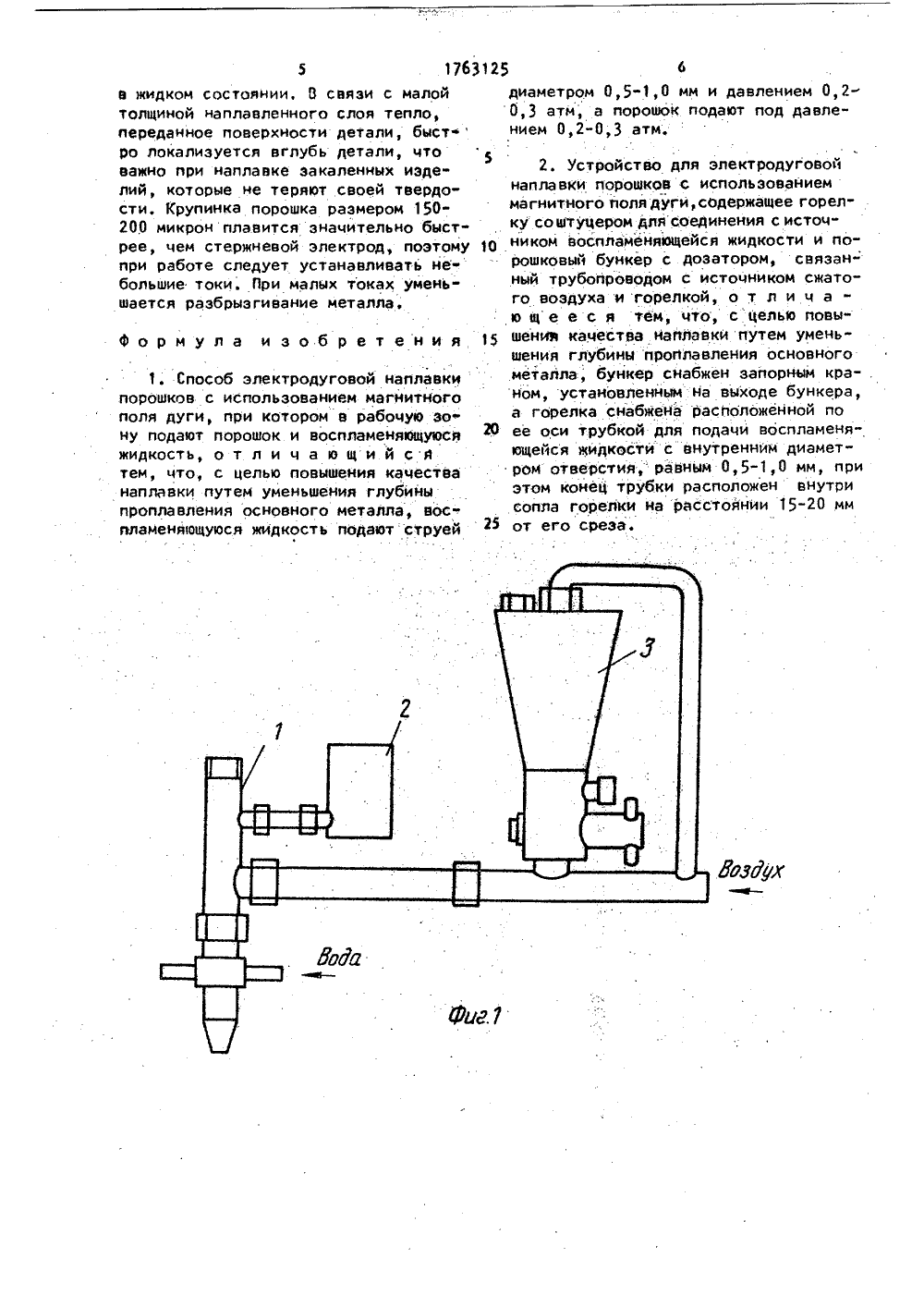
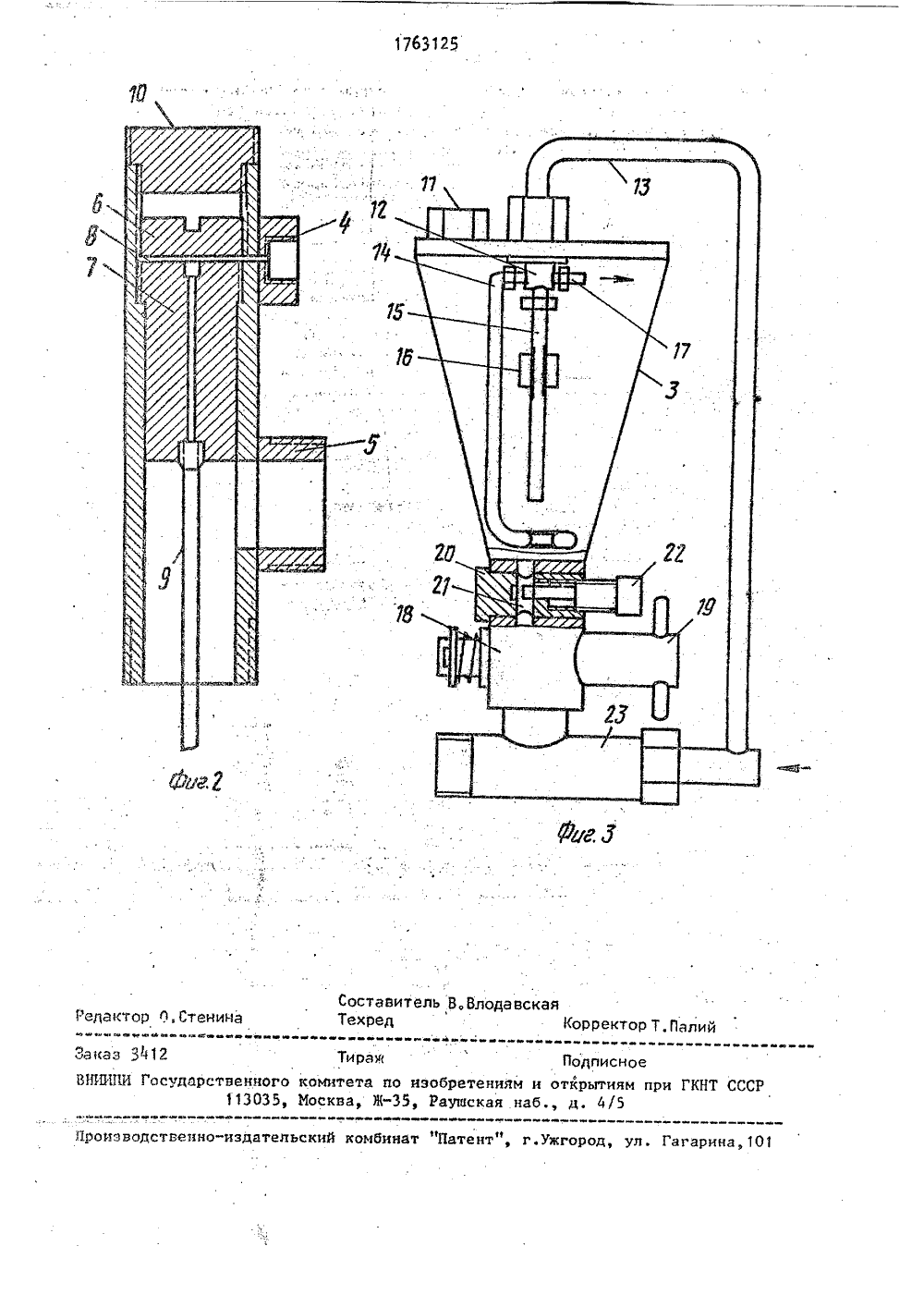
и 1 3125 А СОЦИАЛИСТИЧЕСНИРЕСПУБЛИК 8В 23 ОСУДАРСТВЕННЫИ КОМИТЕТО ИЗОБРЕТЕНИЯМ И 01 йфЫТИЯМРИ ГКНТ СССР ЕТЕНИЙ Изобретение относится к наплавке .пламеияющаяся жидкость (дизельноеможет быть использовано для воеста , топливо) под давлением 0,2-0,3 атмосовления деталей машин, металлорежуферы,- штуцера 5 для подачи порошка его инструмента, для наплавки жаро"транспортируемым воздухом под давлепрочных и износостойких покрытий. ; нием 0,2-0,3 атмосферы. В корпусЦель изобретения - повышение -каче-: вкручйвают деталь 6 и деталь 7, межства наплавки путем уменьшения Глуби ,.: ., ду которыми образуется полость 8 выны проплавления. сотой 2 мм. В нее поступает воспламеНа фиг.1 показано устройство, обЙяющаяся жидкость из штуцера 4, кото" щий вид; на фиг.2 - наплавоцная го рая далее пРбходит "через отверстие ловка, разрез; на фиг.3 " бункер-пи 2 мм в детали 7 и попадает в трубку татель, разрез. 1 9 с йаружным дйаиетРои 2 мм и внутрен"Устройство включает: ним диаметром 0,5-1 мм. Воспламеняю- Корпус наплавочной головки 1 с .щаяся жидкость поступает под давленис лом, охлаждаемым водой, бачок 2 ;: ем 0,2-0,3 атмосФеры в сопло напла- д хранения воспламеняющейся жидко- воцной головки. Трубка 9 не доходит с , бункер-питатель 3 эжекторного ,до отверстия сопла на 15-20 мм. Соппа для подачи порошка воздухом вло изготавливается из меди и штуцекорпус наплавоцной головки. ровой гайкой укрепляется к наплавочНаплавоцная головка 1 состоит из . .ной головке. Наплавоцная головка крештуцера 4, по которому подается вос- пится к специальной подвеске при по" оп ля ти(54) СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАЗКИПОРОШКОВ С ИСПОЛЬЗОВАНИЕМ МАГНИТНОГОПОЛЯ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУ"ЩЕСТВЛЕНИЯ(57) Использование: наплавка порош"ковых материалов при изготовлении деталей с износостойкой поверхностью,восстановление изношенных поверхнос"тей. Сущность изобретения:включают.,2источник сварочного тока, в рабочую зону подают под давлением 0,2-,3 атм порошок и воспламеняющуюся жидкость струей диаметром О,5-1;0 мм. С возбуждением дуги из порошка под воздеиствием ее магнитного поля форми" руется электрод, горячая жидкость, сгорая, защищает расплавленный металл от окисления.- Устройство содержит горелку с трубкой для подачи воспламеняющейся жидкости, Конец трубки рас" положен внутри сопла на расстоянии 15-20 мм от его среза. На выходе порошкового бункера установлен запорный кран, 2 й.з.п.ф-лы, 3 ил.17631254мощи детали 10. Подвеска наплавочной на невооруженным глазом. Закрываютголовки позволяет йзменить ее поло" кран 19. Проверяют правильность внлюжение в трех взаимно перпендикуляр- чения сварочного выпрямителя по схеменых плоскостях. прямой полярности Устанавливают реБункер-питатель 3 содержит загру" дуктор воздушной коммуникации на разочное отверстие, закрываемое проб- . бочее давление 0,2-0,3 атмосферы, Уской 11. В крышке бункера укреплена танавливают наплавочную головку откак коллектор четырехзаходная муфта наплавляемой поверхности детали при- .12, в которую по трубке 13 поступаетмерно на расстояние 1-2 мм. Включаютвоздух. Из муфты 12 воздух распреде- охлаждение, выпрямитель, открываютляется в трех направлениях - по труб"кран 19, возбуждается электрическаякам 14, 15 и 16. Трубка 14 располо- дуга и ее магнитное поле, без паузыжена вертикально, но у дна бункера . открывают кран подачи воспламеняющей"она заканчивается окружностью, по пе- ся жидкости, начинается стабильный. риферии которой со стороны, располо- процесс наплавки.женной к днищу бункера, просверлены Способ характеризуется следующимиотверстия диаметром в 1 мм с произ" приемами,.вольным шагом. .К поверхности наплавляемой деталиТрубка 15 расположена на оси бун-подаются порошок под давлением 0 2 Я1нера. По боковым сторонам. трубки : 0,3 атм. и воспламеняющаяся жидкостьдиаметрально противоположнопросвер- . струей диаметром 0,5-1 мм под давлелекы отверстйя диаметром в 1 мм снием 0,2-0,3 атм. Под действием магпроизвольным шагом, Чтобы йорошок не нитногополя дуги образуется, так намог поступать в трубкучерез"бтверс" 25 зываемый, магнитопорошковый электрод.тия на трубке укреплены экраны 16, Процесс йаплавки ведется на прямойТрубка 17 выравнивает давление меж" полярности, силой тока в 100-150 А .иду внутренней полостью бункера и дав- напряжением холостого хода в 10-50 В,лением в трубках.Через отверстия в Скорость наплавки составляет 12 трубках"в порошок поступает. под дав- З 0 15 м/мин.лением воздух и разрыхляет порошок.В предложенном способе процесс наК бункеру 3 укреплен корпус .кра" плавки происходит следующим образом:на 18, в которомнаходится дозаторпосле зажигания дуги все тепло выдеи пробковый кран 19. Дозаторам осу-ляется дугой на торце порошковогоществляют регулировку нужного количе- электрода и распространяется с меньшейства порошка в воздухе, что невоз- скоростью, чем у электрода в виде35можно выполнить краном, ,: ". стержня, т.к. отдельные крупинки поПробковый кран служит для пускарошка имеют различную шероховатость.и остановки работы устройства. .и конфигурацию поверхности. Общуюдозатор состоит из втулки 20, :;:.площадь сечения порошкового электровмонтированной в корпус 18, Втулка . да, через которую будет проходить20 имеет сквозное отверстие 21 диа-: тепловой поток, можно разделить наметром 3 мм. При вращении регулиро" . три части, из которых одна часть пло:" вочного вина 22 вертикальное отвер,. щади, где поток проходит через окисстие может быть открыто больше- или5 ленные йленки, вторая состоит из пломеньае, чем достигается регулировка щади сечения металлического порошка1йоступающего порошка.. обладающей хорошей проводимостью иЗжектор 23 укреплен к корпусу остальная часть состоит из площади,крана 18. образованной воздушным пространством,Прймер работы устройства. , :плохо проводящим тепло Поэтому пере 50После выполнения всех подготови- дача тепла по всему сечению порошкотельйых работ и установления реко. вого электрода не равномерна, а конйейдуемых режимов работы винтом 22 центрируется на узком участке контакдозатора устанавливают нужное соот"- тов, что способствует быстрому егоношение порошка в воздухе. Для этого плавлению и переходу,на поверхностьоткрывают кран 19 и наблюдают за . детали,струей выходящего порошка с воздухом Это является одной из причиниэ отверстия сопла при различном вра" уменьшения силы тока при наплавке ищении винта. Струя должна быть замет- уменьшения времени пребывания металла125 6диаметром 0,5-1,0 мм и давлением 0,20,3 атм, а порошок подают под давлением 0,2-0,3 атм. 5 1763в жидком состоянии, 0 связи с малойтолщиной наплавленного слоя тепло,переданное поверхности детали, быстро локализуется вглубь детали, чтоважно при наплавке закаленных изделий, которые не теряют своей твердости. Крупинка порошка размером 150"200 микрон плавится значительно быстрее, чем стержневой электрод, поэтомупри работе следует устанавливать небольшие токи. Ори малых токах уменьшается разбрызгивание металла,Формула и зобретения 1. Способ электродуговой наплавкипорошков с использованием иагнитйогополя дуги, при котором в рабочую зо .ну подают порошок и воспламеняющуюсяжидкость, о т л и ч а ю щ и й с ятем, что, с целью повышения качестванаплавки путем уменьшения глубиныпроплавления основного металла, вос"пламеняющуюся жидкость подают струей 2. Устройство для электродуговойнаплавки порошков с использованием магнитного йоля дуги, содержащее горелку со штуцером для соединения с источником воспламеняющейся жидкости и порошковый бункер с дозатором, связан- ный трубойроводом с источником сжатого воздуха и горелкой, о т л и ч аю щ е е с я тем, что, с целью повышение качества наплавки путем уменьшения глубины проплавления основного .металла, бункер снабжен запорным кра- .ном, установленйым на выходе бункера, а горелка снабжена расйоложенной по 20 ее оси трубкой для подачи воспламеняющейся жидкости с внутренним диаметром отверстия, равным 0,5-1,0 мм, при этом конец трубки расположен внутри сопла горелки на расстоянии 15-20 мм 25 от его среза.Тйрай нзз 31 одписио НТ СССР кий комбинат "Патент", г.Ужгород, ул. Гага 1 зда тел Пронэводственн ХИППИ Государственно 11303став хред комитета по изобретенийм и отк Москва, Ж"35, Раушская наб., д гтиям4/5
СмотретьЗаявка
4799302, 15.01.1990
Р. И. Палкин и Л«Г. Дьяконое
ПАЛКИН РАФАИЛ ИСАЕВИЧ, ДЬЯКОНОВ ДЕНИС ГЕНАДЬЕВИЧ
МПК / Метки
МПК: B23K 9/18
Метки: дуги, использованием, магнитного, наплавки, поля, порошков, электродуговой
Опубликовано: 23.09.1992
Код ссылки
<a href="https://patents.su/4-1763125-sposob-ehlektrodugovojj-naplavki-poroshkov-s-ispolzovaniem-magnitnogo-polya-dugi-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ электродуговой наплавки порошков с использованием магнитного поля дуги и устройство для его осуществления</a>
Устройство для отпуска жидкости из емкости давлением сжатого воздуха или газа

Номер патента: 1320171
Опубликовано: 30.06.1987
МПК: B67D 5/01
Метки: воздуха, газа, давлением, емкости, жидкости, отпуска, сжатого
...эластичной кокуской втулки 4 с гайкой по резьбе вдоль корпуса 1 устройство подгоняется под длину горловины емкости 8. Затем оно вставляется до упора конусной втулки 4 в верхний срез горловины емкости 8 с жидкостью, При этом благодаря конусной поверхности втулки 4 (основание конуса вверху) устройство точно центрируется в верхкел частл горловины. Через патрубок 2 в коль 5 10 15 2 О 25 ЗО 2цевую полость 9 корпуса 1 подаетсясжатый воздух от источника. Через какал б сжатый воздух заполняет эластччный рукав 5. Последний, расширяясь, плотно прижимается к внутренним стенкам горловины емкости 8 внижней ее части и растекается в ширину, под ее верхнюю стенку, Благодаря этому устройство дополнительноцентрируется в горловине в...
Устройство для подачи жидкости под высоким давлением

Номер патента: 1674865
Опубликовано: 07.09.1991
Авторы: Балагин, Дорогов, Червяков
МПК: A62C 35/02
Метки: высоким, давлением, жидкости, подачи
...уровня включаются электромагнитные защелки вентилей 14, 23, 32 и 41 и вентили закрываются, в результате чего подача воды в емкости прекращается. Закрытие вентилей 14, 23, 32 и 41 является сигналом на открытие электромагнитов вентилей 15, 24, 33 и 42 подачи горючей смеси в емкости.После заполнения емкостей горючей смесью до заданного давления размыкаются контакты датчиков 13, 22, 31 и 40 давления и вентили 15, 24, ЗЗ и 42 закрываются, При этом наличие трубопровода 8 с обрат 5 10 15 20 25 30 35 40 45 50 55 Непрерывная подача жидкости в длительном режиме исключает потери мощности на "пробитие" воздушного канала струи ным клапаном 9 обеспечивает залив водой все участки коллектора 7 вплоть до клапанов ограничения давления, что исключает...
Кран, автоматически пропускающий определенное количество жидкости

Номер патента: 20016
Опубликовано: 31.03.1931
Автор: Вольский
МПК: E03D 5/12, F16K 21/16
Метки: автоматически, жидкости, количество, кран, определенное, пропускающий
...4, нахо- дясь под давлением проходящей по трубкам 1 а, и 1 в жидкости; не может опу- ститьсяи прекратить доступ жидкости из трубы 1 а в трубу 1 в. В то же самое время верхнее положение золотника 4 благодаря, имеющемуся в. стенке 19 вырезу 17 открывает отверстие 1 б, черж которое благодаря каналу 14, давлению жидкости в трубе 1 а. и задерживающему. щитку 20, жидкость поступает в каме- ру А, Поступление жидкости регулируется шурупом 15. С другой стороны; при движении золотника 4 вверх внутренняя полость его 5 встречает стер; жень 9 каковой входит в эту полость, закрывая доступ. жидкости в отверстие б В верхней части стержня 9 имеется кожаная муфта 22 для предохранения от попадания жидкости в камеру В. Таким образом достигается полная...
Способ изготовления трехмерного элемента жесткости из плавкого синтетического порошка или из содержащей синтетический порошок смеси

Номер патента: 1510712
Опубликовано: 23.09.1989
МПК: A43D 11/03
Метки: жесткости, плавкого, порошка, порошок, синтетический, синтетического, смеси, содержащей, трехмерного, элемента
...конструктивных вариантахимеется у изготовителей частей дляпридания жесткости или на обувныхфабриках, путем вырубки требуемойформы для элемента жесткости из материала для изготовления шаблонов, например из армированной стекловолокномполипропиленовой платы. Поперечноесечение платы должно соответствоватьее назначению, Оно может быть равномерным, клиновидным и др. Вследствиетекучести материала в процессе прессования целесообразно принимать размер выреза в ыаблоне несколько меньшим, чем размер требуемого готовогопродукта (например, достаточно принимать размер выреза приблизительно на1-2 мм меньше),При осуществлении способа двойного переноса согласно изобретениюпредпочтительнее, если наносимый нутем Формовки по шаблону порошок вначале...
Кран к аппарату для газирования жидкостей

Номер патента: 20013
Опубликовано: 31.03.1931
Автор: Михайлов
МПК: B67C 3/28, B67D 5/10, F16K 1/00
Метки: аппарату, газирования, жидкостей, кран
...разрезе, а фиг. 2 - то же в горизонтальном разрезе по линии 1 - 1 спиральной пружиной Ь, поддерживающей кран закрытым. Съемная головка Г крана, удерживаемая помощью захватки Х плоской пружины Р, размещенной в вырезе 2 Г, имеет замок 3. Поворотом ключа в отверстии О замка с нажимом бородки ключа на верхнюю часть Ш шпинделя кран можно открыть; а при паВороте ключа в другую сторону нажатием на оталкиватель Т и пружину Р, головка Г может быть снята с крана. едмет патента,Кран к аппарату для газирования жидкостей, снабженйый разделяющей кор. пус его эластичной перепонкой с проходящим сквозь нее шпинделем с клацаном, отличающийся тем, что в съемной головке Г его помещен замок 3 с той целью, чтобы поворотом ключа в одну сторону и...
Предыдущий патент: Способ одновременной подачи в зону сварки двух сварочных проволок
Следующий патент: Головка для контактной точечной сварки
Случайный патент: Ленточный тормоз