Способ ультразвуковой доводки отверстий алмазосодержащим инструментом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
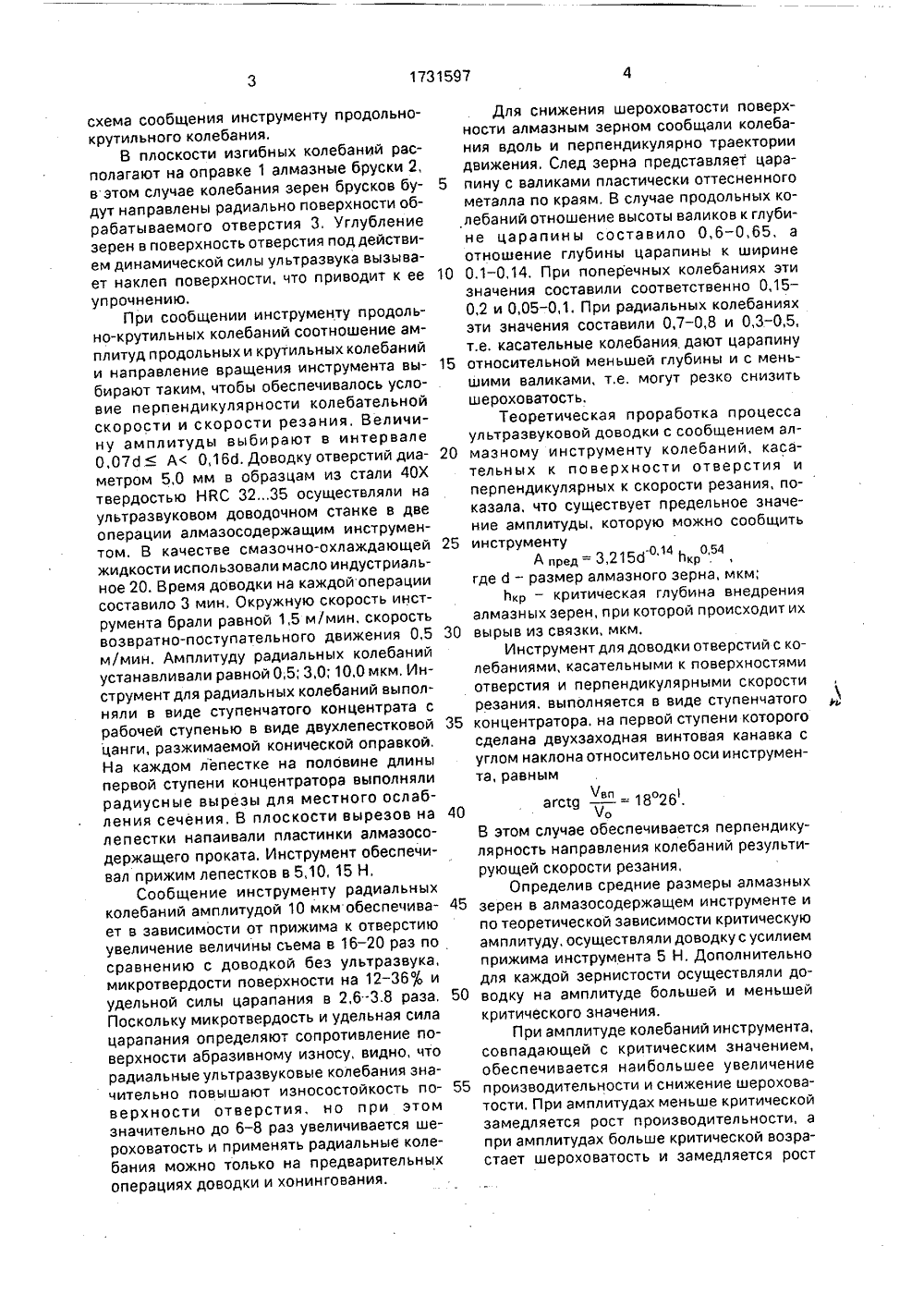
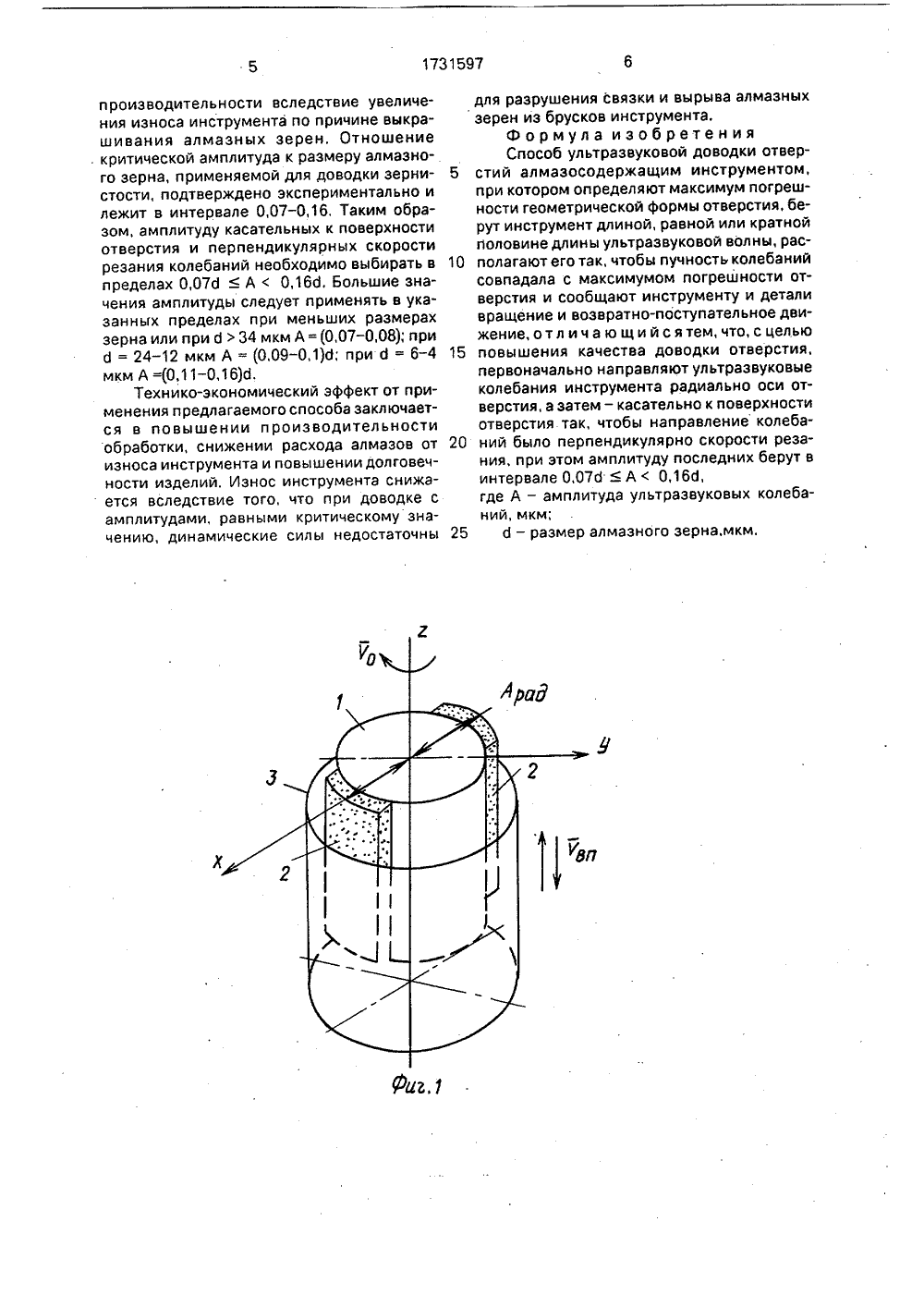
(19) 51)5 В 2 РЕТ САНИЕ К АВТО 2 ОВ ССР83.ОЙ ДОВОДДЕРЖАЩИМ обработке абентом при достий в деталях, сокие требоватоте поверхно - повышение ной поверхноба определяют ометрической трумент, длина овине длины аксимумом поают инструметно-посту па 1струменту снаадиальные отатем касателия и перпенд, а амплитуду грешности отв ту и детали вра ельное движени чала сообщают осительно оси ьные к поверх икулярные ско колебаний беру дала с м и сообщ и возвра этом ин бания р стия, з отверст резания тервале тия(Я ни ск е, при колевер сти сти твин 0,07 бА0,16 б,итуда ультразвуковых где А - амний, мкм;б - раз ле и а иг рументу фиг, 2 -нои доводпродольноГОСУДАР СТВ Е ННЫ Й КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИ. ПРИ ГКНТ СССР МУ СВИДЕТЕЛЬСТВ(54) СПОСОБ УЛЬТРАЗВУКОКИ ОТВЕРСТИЙ АЛМАЗОСИ Н СТРУМ Е НТОМ(57) Изобретение относится кразивно-алмазным инструмводке и хонинговании отверк которым предъявляются выния к износостойкости и чиссти, Цель изобретениякачества доводки обработансти. При реализации спосомаксимум погрешности ге формы отверстия, берут инс которого равна или кратна и Изобретение относится к технологичеому применению ультразвука, а именно к обработке абразивно-алмазным инструментом, и может быть использовано в точном машино- и приборостроении при доводке и хонинговании отверстий в деталях, к которым предъявляются высокие требования по износостойкости и чистоте поверхности,Целью изобретения является повышение качества доводки,Цель достигается тем, что определяют максимум погрешности геометрической формы отверстия, берут инструмент длиной, равной или кратной половине длины ультразвуковой волн 1, располагают инструмент так, чтобы пуч 1:ость колебаний совпаультразвуковои волны, располагают инструмент так, чтобы пучность колебаний совпадала с максимумом погрешности отверстия, сообщают инструменту и детали вращение и возвратно-поступательное движение, ультразвуковые колебания алмазосодержащего инструмента направляют радиально оси отверстия, что обеспечивает наклеп и упрочение обрабатываемой поверхности. Затем инструменту сообщают колебания, касательные к поверхности отверстия и перпендикулярные к вектору скорости резания, с амплитудой, находящейся в интервале 0,07 бА0,16 б, где б - размер алмазного зерна, мкм. Это обеспечивает снижение шероховатости обработки за счет увеличения перекрытия следов отдельных алмазных зерен и уменьшения относительной глубины каждого следа и величины валика пластически оттесненного металла по его краям, 2 ил,ер алмазного зерна, мк показала схема предва и с сообщением инст эгибных колебаний; насхема сообщения инструменту продольнокрутильного колебания.В плоскости изгибных колебаний располагают на оправке 1 алмазные бруски 2, в этом случае колебания зерен брусков будут направлены радиально поверхности обрабатываемого отверстия 3, Углубление зерен в поверхность отверстия под действием динамической силы ультразвука вызывает наклеп поверхности, что приводит к ее уп рочнению.При сообщении инструменту продольно-крутильных колебаний соотношение амплитуд продольных и крутильных колебаний и направление вращения инструмента выбирают таким, чтобы обеспечивалось условие перпендикулярности колебательной скорости и скорости резания, Величину амплитуды выбирают в интервале 0,070А 0,160. Доводку отверстий диаметром 5,0 мм в образцам из стали 40 Х твердостью НЕС 32,35 осуществляли на ультразвуковом доводочном станке в две операции алмазосодержащим инструментом, В качестве смазочно-охлаждающей жидкости испольэовали масло индустриальное 20. Время доводки на каждой операции составило 3 мин. Окружную скорость инструмента брали равной 1,5 м/мин, скорость возвратно-поступательного движения 0,5 м/мин, Амплитуду радиальных колебаний устанавливали равной 0,5; 3,0; 10,0 мкм, Инструмент для радиальных колебаний выполняли в виде ступенчатого концентрата с рабочей ступенью в виде двухлепестковой цанги, разжимаемой конической оправкой. На каждом лепестке на половине длины первой ступени концентратора выполняли радиусные вырезы для местного ослабления сечения, В плоскости вырезов на лепестки напаивали пластинки алмазосодержащего проката, Инструмент обеспечивал прижим лепестков в 5,10, 15 Н,Сообщение инструменту радиальных колебаний амплитудой 10 мкм обеспечивает в зависимости от прижима к отверстию увеличение величины съема в 16 - 20 раз по сравнению с доводкой без ультразвука, микротвердости поверхности на 12-36 фи удельной силы царапания в 2,6-3,8 раза, Поскольку микротвердость и удельная сила царапания определяют сопротивление поверхности абразивному износу, видно, что радиальные ультразвуковые колебания значительно повышают износостойкость поверхности отверстия, но при этом значительно до 6-8 раз увеличивается шероховатость и применять радиальные колебания можно только на предварительных операциях доводки и хонингования,Для снижения шероховатости поверхности алмазным зерном сообщали колебания вдоль и перпендикулярно траекториидвижения, След зерна представляет цара 5 пину с валиками пластически оттесненногометалла по краям. В случае продольных колебаний отношение высоты валиков к глубине царапины составило 0,6-0,65, аотношение глубины царапины к ширине10 0.1 - 0,14, При поперечных колебаниях этизначения составили соответственно 0,15 -0,2 и 0,05 - 0,1. При радиальных колебанияхэти значения составили 0,7-0,8 и 0,3-0,5,т.е. касательные колебания дают царапину15 относительной меньшей глубины и с меньшими валиками, т,е. могут резко снизитьшероховатость,Теоретическая проработка процессаультразвуковой доводки с сообщением ал 20 мазному инструменту колебаний, касательных к поверхности отверстия иперпендикулярных к скорости резания, показала. что существует предельное значение амплитуды, которую можно сообщить25 инструментуА пред = 3,215 бЬкр .где б - размер алмазного зерна, мкм;Ьр - критическая глубина внедренияалмазных зерен, при которой происходит их30 вырыв из связки, мкм.Инструмент для доводки отверстий с колебаниями, касательными к поверхностямиотверстия и перпендикулярными скоростирезания, выполняется в виде ступенчатого35 концентратора. на первой ступени которогосделана двухзаходная винтовая канавка суглом наклона относительно оси инструмента, равнымагсс 9 - = 18 26.Чвп о40ЧоВ этом случае обеспечивается перпендикулярность направления колебаний результирующей скорости резания,Определив средние размеры алмазных45 зерен в алмазосодержащем инструменте ипо теоретической зависимости критическуюамплитуду, осуществляли доводку с усилиемприжима инструмента 5 Н. Дополнительнодля каждой зернистости осуществляли до 50 водку на амплитуде большей и меньшейкритического значения,При амплитуде колебаний инструмента,совпадающей с критическим значением,обеспечивается наибольшее увеличение55 производительности и снижение шероховатости. При амплитудах меньше критическойзамедляется рост производительности, апри амплитудах больше критической возрастает шероховатость и замедляется рост1731597 5 Фиг. производительности вследствие увеличения износа инструмента по причине выкрашивания алмазных зерен, Отношение . критической амплитуда к размеру алмазного зерна, применяемой для доводки зернистости, подтверждено экспериментально и лежит в интервале 0,07 - 0,16, Таким образом, амплитуду касательных к поверхности отверстия и перпендикулярных скорости резания колебаний необходимо выбирать в пределах 0,070А0,160, Большие значения амплитуды следует применять в указанных пределах при меньших размерах зерна или при б34 мкм А = (0,07 - 0,08); при с = 24 - 12 мкм А = (0,09 - 0,1)б; при д = 6 - 4 мкм А =(0,11 - 0,16)б.Технико-экономический эффект от применения предлагаемого способа заключается в повышении производительности обработки, снижении расхода алмазов от износа инструмента и повышении долговечности изделий. Износ инструмента снижается вследствие того, что при доводке с амплитудами, равными критическому значению, динамические силы недостаточны для разрушения связки и вырыва алмазныхзерен из брусков инструмента.Формула изобретенияСпособ ультразвуковой доводки отвер 5 стий алмазосодержащим инструментом,при котором определяют максимум погрешности геометрической формы отверстия, берут инструмент длиной, равной или кратнойполовине длины ультразвуковой волны, рас 10 полагают его так, чтобы пучность колебанийсовпадала с максимумом погрешности отверстия и сообщают инструменту и деталивращение и возвратно-поступательное движение, о т л и ч а ю щ и й с я тем, что, с целью15 повышения качества доводки отверстия,первоначально направляют ультразвуковыеколебания инструмента радиально оси отверстия, а затем - касательно к поверхностиотверстия так, чтобы направление колеба 20 ний было перпендикулярно скорости резания, при этом амплитуду последних берут винтервале 0,07 бА0,160,где А - амплитуда ультразвуковых колебаний, мкм;25 б - размер алмазного зерна,мкм.Тираж Подписноеного комитета по изобретениям и открытиям при ГКНТ С 35, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4113498, 02.09.1986
ПРЕДПРИЯТИЕ ПЯ А-7555, МОСКОВСКИЙ АВИАЦИОННЫЙ ИНСТИТУТ
БЕКРЕНЕВ НИКОЛАЙ ВАЛЕРЬЕВИЧ, МАРКОВ АЛЕКСЕЙ ИВАНОВИЧ
МПК / Метки
МПК: B24B 1/04
Метки: алмазосодержащим, доводки, инструментом, отверстий, ультразвуковой
Опубликовано: 07.05.1992
Код ссылки
<a href="https://patents.su/4-1731597-sposob-ultrazvukovojj-dovodki-otverstijj-almazosoderzhashhim-instrumentom.html" target="_blank" rel="follow" title="База патентов СССР">Способ ультразвуковой доводки отверстий алмазосодержащим инструментом</a>
Контейнер для обеспечения акустического контакта между источником ультразвуковых колебаний и поверхностью тела исследуемого

Номер патента: 597321
Опубликовано: 05.03.1978
Автор: Дэвид
МПК: A61B 10/00
Метки: акустического, исследуемого, источником, колебаний, контакта, контейнер, между, обеспечения, поверхностью, тела, ультразвуковых
...рядом винтов 15, проходяцих сквозь наружное удерживающее кольцо 9 и вверпутых в удерживаю. щиЬ фланец 6 на корпусе 7 камеры.Второй несущий тороилальныЬ элемент 3 удерживается на своем месте у наружной бо. ковоЬ сетеки тороидального элемента 2 благодаря совместному действию тонкой, гибкой мембраны 4 и пары удерживдвгцих колеи 16 и 17, используемых лля закрепления на своем месте мембраны 4, Из двух колец 6 и 7 для закрепления мембраны кольцо7 внутри торо,идального элемента 2 подобно внутреннему удерживающему кольцу 8, расположенному с внутренней стороны противоположной боковоЬ стенки 10. Наружное кольцо 16 для закрепления мембраны имеет наружный диаметр, примерно соьпаддющиЬ с наружным диаметром внутреннего кольца 7, а внутренниЬ диаметр...
Сборная деформирующая прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний

Номер патента: 772757
Опубликовано: 23.10.1980
Авторы: Анпилогов, Антонов, Бусел, Бучинский, Добровольский, Климович, Погорелый, Розенберг
МПК: B23D 43/02
Метки: деформирующая, колебаний, наложением, отверстий, продольных, прошивка, сборная, ультразвуковых
...направляющей 7 и контргайкой 8. Опорные торцы 9 первого деформирующего элемента 4 выполнены в виде усеченных конусов, направленных своими вершинами в сторону заднего торца 10 прошивки. Конусные торцы деформирующих элементов 2 и 3, следующих за деформирующим элементом 4, расположенные со стороны заднего торца 10 прошивки, направлены своими вершинами в сторону переднего торца, а контактируюшие с ними торцы дистанционных втулок и опорный торец 11 стержня 1 выполнены с ответными поверхностями.772757 Составитель Т. ГерасимоваТехред К. Шуфрич Корректор О. БилаТираж160 Подписноедарственного комитета СССРизобретений и открытийЖ - 35, Раушская наб., д, 4/5нт, г. Ужгород, ул, Проектная, 4 Редактор И.МырдинЗаказ 6794/13 ВНИИПИ Гос по делам...
Сборная прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний

Номер патента: 956182
Опубликовано: 07.09.1982
МПК: B23D 43/02
Метки: колебаний, наложением, отверстий, продольных, прошивка, сборная, ультразвуковых
...стержня 1 элементу 7 Элемент 6 является переднейнаправляющей прошивки, служит длязакрепления элемента 7 и устраняет45отражение ультразвуковых волн торцомэлемента 7, противоположного опорному торцу 2 прошивки.Такая конструкция позволяет уменьшить рассеивание энергии колебанийпрошивки и увеличить амплитуду колебательного смещения деформирующегоэлемента обратно пропорционально отношению плотности материалов составных частей прошивки. А учитывая то,цто осевая нагрузка на элемент 7 ниже, цем на элемент 4, так как на элемент 4 действует суммарная осевая 2 4нагрузка, обусловленная работой раздачи обрабатываемой детали элементомкоторый воспринимает также осевую нагрузку от элемента 7, увеличение амплитуды колебательного смещения элемента...
Устройство для доводки фаски на пластинках к режущему инструменту

Номер патента: 498150
Опубликовано: 05.01.1976
Авторы: Балков, Дибнер, Кузнецов, Флид
МПК: B24B 3/36
Метки: доводки, инструменту, пластинках, режущему, фаски
...закреплен штифт 20; входящий в винтовые пазы 21 (фиг. 2) втулок 12 и 13.Верхние участки 22 пазов выполнены прямолинейными. На торце внутренней втулки 12 (фиг. 1) закреплена на оси 23 полушайба 24 с радиальным пазом, в который входит штифт 25, закрепленный на наружной втулке 13. Пластинка 26 устанавливается в круглое отвсрстие диска 17.Устройство работает следОт редуктора приводитсяБ, при этом водило 3 через мальтийский крест 2 периодически поворачивает стол 1, Пластинка 2 б устанавливаегся в загрузочной позиции стола в круглое огверстие диска 17 шпинделя 4. При повороте шпинделя 4 в рабочую позицию толкатель 18 под действием пружины 19 опускается вниз по спаду кольцевого кулачка 8 и штифт 20 перемещается по винтовым пазам 21...
Способ изготовления абразивного инструмента с ориентированными зернами

Номер патента: 878555
Опубликовано: 07.11.1981
Авторы: Апоян, Мартиросян, Петросян
МПК: B24D 5/06
Метки: абразивного, зернами, инструмента, ориентированными
...сечения 7 получаемого инструмента.Для получения абразивного инструмента с торцевой режущей поверхностью известными способами формуют заготовку, состоящую из объема, содержащего абразивные зерна требуемой зернистости и концентрации 4 и (или) 5, и объема связки 6, не содержащего абразивных зерен. При этом абразивоносные слои - 4 и (или) 5 размещают только в цилиндрических периферийных поверхностях цилиндрической заготовки.Полученную заготовку (брикет) нагревают до температуры спекания связки и подвергают горячей экструзии, совмещая процессы формования и спекания. Далее экструдированную заготовку разрезают одним из известных способов, а часть заготовки, не содержащую абразивные зерна, удаляют или используют для закрепления абразивоносного...
Предыдущий патент: Автоматическая линия
Следующий патент: Устройство для крепления изделий
Случайный патент: Способ перемотки ленты