Способ обработки стволов деревьев
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
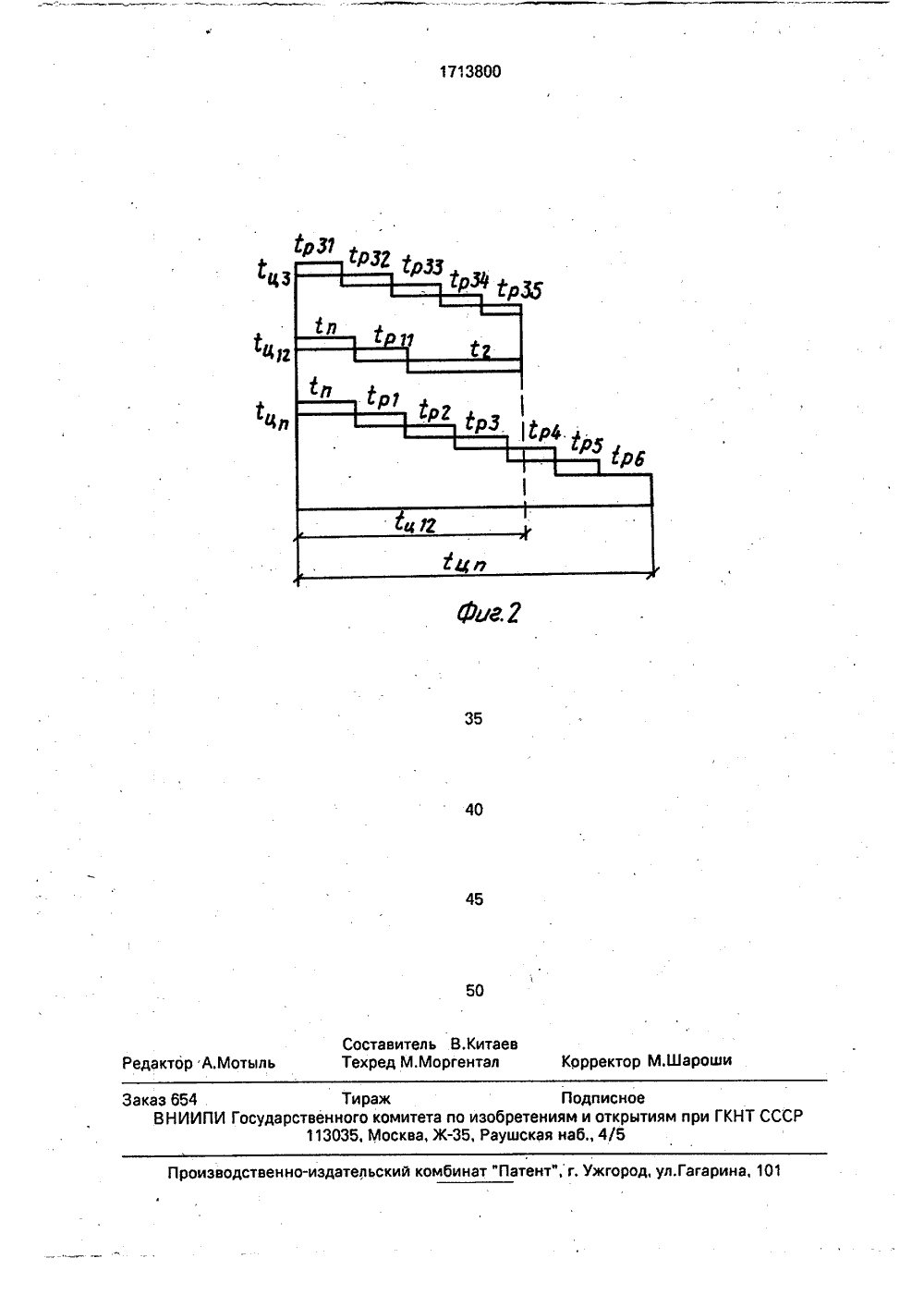
(5 ИЯ ОВ ДЕюл. М 7 научн й промь х, АН ухницк льский о-исследоватшлен ностиМутовин, А.Пий, О.В,Богд Меньшин и 4 (088,8)свидетельство СССР В 27 В 27/00, 1979.свидетельство ССС В 27 В 5/00, 1986. Аг/ О ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(54) СПОСОБ ОБРАБОТКИ СТВОЛ РЕВЬЕВ(57) Изобретение относится к лесн мышленности. Цель - повышение и дительности, Дерево 4 загружают в 5. На первом этапе от него отрезаю мент приоритетной длины, затем, н этапе, измерительным приспособл измеряют параметры оставшейся ной части и вычисляют скорость, с ее затем перемещают к пильному б на. котором ее раскряживают. 2 ил. ой про- роизвомодуль т сорти- втором ением 7 вершин- которой лаку 11,Изобретение относится к лесной и деревообрабатывающей промышленности и может быть использовано в процессах первичной обработки заготовленного леса.Целью изобретения является повышение производительности.На фиг,1 изображено устройство для осуществления способа; на фиг.2 - циклограмма работы устройства.Данный способ может быть осуществлен, например, с помощью устройства, которое. содержит поперечный транспортер 1 для подачи пакетов дерева 2 на обработку, манипулятор 3 для поштучной загрузки деревьев 4, сучкорезно-раскряжевочный модуль 5 с пильным блоком 6 и приспособлением 7 для измерений параметров ствола дерева, приемный стол 8 и сортировочные транспортеры 9 и 10, установленные параллельно друг другу, причем транспортер 10 является продолжением приемного стола 8, пильный блок 11, установленный между приемным столом 8 и сортировочным транспортером 10 и лесонакопители 2, Модуль 5 имеет двухскоростной привод.Способ. осуществляется следующим образом.Пакет деревьев 2 укладывают на поперечный транспортер 1 и подают в зону работы манипулятора 3, с помощью которого дерево 4 отделяют от пакета 2 и загружают в сучкорезно-раскряжевочный модуль 5, На первом этапе оператор оценивает размер- но-качественные параметры дерева, протаскивают комлевую часть ствола дерева с одновременной обрезкой сучьев на величину сортимента приоритетной длины (согласно сортиментному плану предприятия), отпиливают его пильным блоком 6 и с помощью приемного стола 8 сбрасывают на сортировочный транспортер 9. После этого на втором этапе оставшуюся вершинную часть ствола дерева с повышенной скоростью протаскивают через модуль 5, обрезая сучья и замеряя параметры с помощью приспособления 7, и передают на третий этап на раскряжевку к пильному блоку 11. В результате измерения параметров составляется программа раскряжевки вершинной части ствола, по которой оператор осуществляет ее раскряжевку на пильном блоке 11 (третий этап), полученные сортименты поступают на сортировочный транспортер 10. После чего сортименты сортируют и собирают в накопителях 12.Во время раскряжевки ствола дерева на пильном блоке 11 (на третьем этапе) очередное дерево загружают манипулятором 5 и подаюттранспортером 1 на обработку в сучкорезно-раскряжевочный модуль 5 с пилой6, т.е. осуществляют его обработку на первом и втором этапах (фиг.2),Способ осуществляют следующим об 5 разом.Берут ствол дерева, средний объем которого о = 0,75 м, длина ствола дерева ==19 м. Скорости привода сучкорезно-раскряжевочного модуля 5 определяют из урав 10 ненияЧ =3,33 - 7 ц+ 4,667. (1)При этом первая скорость приводапредназначена для работы на первом этапе;вторая скорость - для работы на втором15 этапе обработки. Подставляя данные размеров ствола в уравнение (1), получают максимальную скорость на первом этапеобработки Ч 1 = 1,29 м/с, Расстояние междупилами Я = 12 м, объем ствола, обрабатываемого на втором этапе, уменьшится и соста 20 вит ц 2=0,33 м, соответственнозмаксимальная скорость на втором этапе составит Ч 2 = 2,70 м/с. Средние скорости (сучетом разгона и торможения) на этапах будут соответственно Ч 1 = 0,85 м/с; Ч 2 2,2525 м/с, на третьем этапе скорость обработкиЧз ограничена скоростью сортировочноготранспортера 10, при скорости транспортера 10, равной 1,2 м/с, скорость третьегоэтапа Чз = 2,0 м/с, Дерево 4 длиной 19,0 м30 загружают манипуляторами 3 в сучкорезнораскряжевочный модуль 5. Визуально оценивая параметры дерева 4, оператор спомощью модуля 5 протаскивает его на длину приоритетного сортимента (согласно35 сортиментному плану), например, 1 с 11= 6 м,начиная с комля, со скоростью Чь = 1,29 м/с,с помощью пильного блока 6 отпиливаютсортимент и сбрасывателем 8 сбрасываютна сортировочный транспортер 9, в процес 40 се протаскивания дерева 4 на модуле 5 осуществляют обрезку сучьев. Затем операторвизуально оценивает длину оставшейся части ствола дерева и, если она больше расстояния между пильными блоками 6 и 11 на45 величину меньше длины очередного сортимента, предназначенного для отпиловки,оператор дает команду на протаскиваниеоставшейся части дерева модулем 5. Наэтом заканчивается первый этап обработки50 первого дерева. Затем начинается второйэтап обработки.Оставшуюся вершинную часть деревадлиной 13 м оператор протаскивает с повышеннойй скоростью Ч 2 = 2,70 м/с до пильного55 блока 11, обрезает с нее сучья на модуле 5,проводит измерение ее параметров датчиком 7, на основании которых на ЭВМ составляют программу ее рационального раскроя,например 1 с = 4,0; 3,0; 3,0; 2,0; 1,0 (м). Насм -где Псм - сменная производительность, м; 43,Т - время смены, с (Т = 25200);р- коэффициент использования рабочего времени ( р= 0,7);о - средний объем ствола дерева, м (ц3= 0,75); 41 ц - время цикла обработки, с,Цикл. обработки ствола на первом и втором этапах определяют по формулеЬд - Ц 1 с 11 ц 12 1 п + ( - +1 р) й + 5Ч 1 Чггде 1 п - время подготовки ствола к обработке (1 п =6 с);1 с 1 - средняя длина .выпиливаемых напервом этапе сортиментов ( 1 с 1= 6,0 м);Ч 1 - скорость обработки на первом этапе, м/с (Ч 1- 0,85); 5 этом заканчивается второй этап обработки,Затем по полученной программе в автоматическом режиме (с помощью ЭВМ) осуществляют раскряжевку вершинной части напильном блоке 11 и сортировку ее на сортировочных транспортерах 9 и 10 (на этом 5заканчивается третий этап обработки первого ствола дерева),С началом третьего этапа обработкипервого ствола дерева оператор осуществляет загрузку второго ствола дерева 1.=19 м, 10т.е. начинает первый этап обработки второго ствола дерева, и технологический процесс повторяется. Таким образомповышается производительность и качест-.во обработки ствола дерева. Производительность повышается в связи с тем, чтообработку ствола дерева проводят в три этапа на двух продольных потоках: на первомэтапе отпиливают комлевую, часть стволадерева на величину сортимента приоритетной длины с одновременной обрезкой сучьев, на втором этапе протаскиваютоставшуюся вершинную часть с большейскоростью с одновременной обрезкой сучь-ев и передачей обработанной вершинной 25части на третий этап для ее раскряжевки.При этом обработку очередного ствола дерева на первом и втором этапах осуществляют одновременно с раскряжевкойвершинной части предыдущего ствола дерева на третьем этапе. Повышение качестваобработки обусловлено тем, что на второмэтапе одновременно с обрезкой сучьев со-ставляют программу рационального раскроя вершинной части ствола. 35Производительность определяют поформуле 1 р - вРемЯ отпиливаниЯ соРтиментов, с(1 р =3);й 1- число резов на первом этапе(й 1= 1);д - длина ствола дерева, м (1.д " 19,0);Чг - скорость обработки ствола на первом этапе, м/с;Чг = 2,25; 1 ц 12 = 22,27 с,Цикл обработки ствола на третьем этапеопределяют из выражения;д - й с 1+Йг1 оЧзгде Чз - скорость обработки вершинной части предыдущего ствола на третьем этапе,м/с (Чз = 2;О);йг - число резов на третьем этапе (й 2 = 5);1 цз = 21,5 с,Так как 1 ц 12 1 цз, цикл работы линиибудЕт равЕн 1 ц 12 22,27 С,Цикл обработки ствола линии прототипа определяют из выражения1 ц =Ь+й 1 р+ - ,АиЧ 1где й-число выпиливаемых сортиментов(й =6);.1 цп=. 46,35 с.Таким образом, производительностьобработки по предложенному способу составит Псзм = 594,07 м, по прототипу Псм =з=285,44 м, т.е. рост производительности равен 108 о .Формула изобретенияСпособ обработки стволов деревьев,включающий три этапа, на первом иэ которых раскряжевывают на сортименты комлевую часть ствола дерева, на второмоставшуюся вершинную часть перемещаютв продольном направлении на третий этап,на котором ее раскряжевывают, а первыйэтап обработки очередного ствола дереваосуществляют одновременно с третьим этапом обработки предыдущего ствола дерева,о т л и ч а ю щ и й с я тем, что, с цельюповышения производительности, послепервого этапа обработки оставляют вершинную часть, объем которой меньше среднего объема ствола дерева, расстояниепродольного перемещения вершинной части на втором этапе меньше средней длиныствола дерева, а перед продольным перемещением вершинной части на втором этапеизмеряют ее параметры и вычисляют скорость, с которой ее затем перемещают, причемскорость вычисляют по формулеЧ = З,ЗЗц - 7 ц + 4,467где Ч - скорость перемещения, м/с;ц - объем вершинной части, м .з1713800 1 флЦЗ 1 ц 5 Составитель В.КитаевРедактор А.Мотыль Техред М,Моргентал Корректор М.Шарош Производств здательский комбинат "Патент", г, Ужгород, ул,Гагарина,Заказ 654 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035. Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4314265, 06.10.1987
СИБИРСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЛЕСНОЙ ПРОМЫШЛЕННОСТИ
ДИТРИХ ВИКТОР ИВАНОВИЧ, МУТОВИН АНАТОЛИЙ НИКОЛАЕВИЧ, МЕНЬШИКОВ АЛЕКСАНДР ПАВЛОВИЧ, ТРУХНИЦКИЙ МЯЧЕСЛАВ ВИКТОРОВИЧ, БОГДАШИН ОЛЕГ ВИКТОРОВИЧ, АПАРЦЕВ ОЛЕГ САМУИЛОВИЧ
МПК / Метки
МПК: B27B 5/00
Опубликовано: 23.02.1992
Код ссылки
<a href="https://patents.su/4-1713800-sposob-obrabotki-stvolov-derevev.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки стволов деревьев</a>
Приспособление для подачи дерева, в станках с круглыми пилами, работающими частью зубчатого венца, расположенного ниже оси пилы

Номер патента: 33271
Опубликовано: 30.11.1933
Автор: Прончук
МПК: B27B 25/00, B27B 5/00
Метки: венца, дерева, зубчатого, круглыми, ниже, оси, пилами, пилы, подачи, работающими, расположенного, станках, частью
...в свою очередь, плечо 7 и помощью него"ось 4 в таком положении, что рычаг 9 со сцепною муфтою 1 О находится на валу 2 бв среднем положении между шкивами 1 и 12, По укладке дерева на салазках 18, кажи. мом педали 1, воздействующей на рычаг 3, плечо 7 освобождается от воздействия рычага 21 и ось 4 поворачивается до тех пор, пока муфта 10 не сцепится с соответствующим шкивом (например, 11) итем самым валу 26, а, следовательно, винту 20 и салазкам 18 СООбщ"ется надлежащее движение с определенной скоростью. При движении салазок 18 дерево, упирающееся в выступы 25, продвигается к пилам 1 б и распиливается ими на соответственное количество чураков, По окончании распиливания дерева педаль 1 Осво. бождается от нажима и противовес 13...
Устройство для срезания сучьев с поваленных деревьев

Номер патента: 476161
Опубликовано: 05.07.1975
Авторы: Виноградов, Дорин, Манухин, Олевский, Стефанов, Югов
МПК: B27G 1/00
Метки: деревьев, поваленных, срезания, сучьев
...ствола дерева нижнего 12 и верхнего 13 захватов. Захват 13 представляет собой Г-образный рычаг, установленный с возможностью поворота его в вертикальной плоскости, параллельной направлению подачи ствола дерева.Перемещение каретки 5 и поворот захвата13 осуществляется лебедкой трактора с помощью троса 14 для рабочего хода и троса15 для холостого хода.Для сброски обработанного ствола деревавдоль фермы установлены сбрасыватели, выполненные в виде поворотных в вертикальнойпоперечной плоскости рычагов 1 б, соединенных при помощи гибкой тяги 17 с ножом 7 иподпружиненных пружинами 18,Для удержания вершины хлыста от самопроизвольной сброски при возврате кареткиферма 3 снабжена механизмом, который имеет рычаги 19 и 20. Рычаг 19 установлен...
Высоковольтный мдп-транзистор
Номер патента: 1828723
Опубликовано: 10.02.1996
Авторы: Логинов, Лопатина, Фролов
МПК: H01L 29/78
Метки: высоковольтный, мдп-транзистор
1. ВЫСОКОВОЛЬТНЫЙ МДП-ТРАНЗИСТОР, содержащий полупроводниковую подложку первого типа проводимости, сильнолегированные области истока и стока второго типа проводимости, диэлектрик затвора, затвор, электроды истока и стока, первую слаболегированную область второго типа проводимости, сформированную в подложке под краем затвора с стороны стока, вторую дрейфовую область второго типа проводимости с промежуточной концентрацией примеси по отношению к первой дрейфовой области и к стоку и расположенную между первой дрейфовой областью и стоком, и полевую плату, расположенную над дрейфовыми областями, покрытыми толстым диэлектриком и соединенную с истоком и затвором, отличающийся тем, что, с целью повышения пробивного напряжения стока и стабильности...
Способ формирования ствола дерева

Номер патента: 1692369
Опубликовано: 23.11.1991
Автор: Неофитов
МПК: A01G 1/00
Метки: дерева, ствола, формирования
...этом расстояние между гьопарно высаженными саженцами определяют длиной пролета скамьи, чтобы сиденье скамьи, уложенное на сформираваннь а тзким Обоазам опоры, не имела прогиба (см,фиг.1;ь,ЦЛЯ ОГРВДЫ СВЖЕНЦЫ ВЫСаЬЖИВ.",ьОТ ОДИ. нонна на расстоянии скола 3,0 .:; в завь 1 си- МОС 1 И ОТ ДЛИНЫ НаььЕШИВВЕМЫХ;:.ВЕНЬЕВ Ограды (см,фиг,б).На 3-7 году жизни В зависимости а" условии местаг 1 роизь 7 астань.я и ьарады де рева при достиже 11 уьл, саженцами (см.фиг.1) высот окоо 6010 см верхуьльку 2 каждого саженца обрезаьа; Врагьеь 1 ь с му товкой 3, на высоте которой предполагается установка сиденья скамеики - 40-;.7 ь с 4. Оьл. НОВРЕМЕННО УДаЛЯЮт ВСЕ ВЕТВИ, КРсьМЕ ВЕтВЕй 4, обращенных одна навстречу другой у пойарно расгьоложенных деревьев,...
Прибор для измерения высоты и диаметра ствола деревьев

Номер патента: 15481
Опубликовано: 31.05.1930
Автор: Голубев
МПК: G01B 3/06, G01B 5/00, G01B 5/08
Метки: высоты, деревьев, диаметра, прибор, ствола
...и волосок 17 диоптра 5 был направлен против отметки 0 на рейке 2, а на деревеи месте соответствующем этой отметке ;делают зазубрину. После этого на дереве от зазубрины отмеряют определенную .высоту какой - либо единицей длины, делают вторую зазубрину и приподнимая доску 4, при посредстве винта 13 и рейки 12, наводят волосок 17 диоптра 5 на вторую зазубрину, тем самым опре.деляют какому делению рейки 2 соответ. ствует вторая зазубрина. Сопоставив отмеренную высоту между двумя зазубринами с числом делений на рейке 2 соответствующем второй зазубрине, опре,деляют цену деления на рейке 2. После этого приподниманием доски 4 наводят .волосок 17 диоптра 5 на вершину дерева и соответствующее этому число делении рейки 2, умножением на цену...
Предыдущий патент: Узел сочленения манипулятора простопопова
Следующий патент: Круглопильный станок
Случайный патент: 310469