Способ изготовления фильтровального элемента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1666155
Авторы: Золотарева, Кутаков, Серов, Терещенко, Чуринов




Текст
)5 ГОСУДАРСТВЕ ННЫ ЙПО ИЗОБРЕТЕНИЯМПРИ ГКНТ СССР МИТЕТТКРЫТИЯМ ЗОБ РЕТЕ И ПИ АВТОРСКОМ ИДЕТЕЛЬС А %15 (54) ВАЛ ис то и микротреей, зазоров в овы и утка и х переплетеяет лавсаноукции при ссивной сре- сть фильтропойманные и удаля- и не задерживаются ей, в узлах переплетка, что происходит ильтровальном элех явлений, а также ости, быстро удаляльтровального элелучшение процесса общем повышение ции.(71) Ленинградский институт текстильнойлегкой промышленности им. С.М.Кирова(56) Патент США 3 Ф 4595518,кл. В 05 О 3/02, 1986.вторское свидетельство СССР24909, кл. В 01 О 13/14, 1987.СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОЬНОГО ЭЛЕМЕНТА Изобретение относится к текстильной промышленности и касается технологии изготовления фильтровальных элементов, которые могут найти применение в химической, нефтехимической, легкой, пищевой и других отраслях промышленности, где существует необходимость очистки технологических и отходящих газов от аэрозольных частиц.Цель изобретения - повышение эффективности фильтрации, механической прочности и химической устойчивости.Способ изготовления фильтровального элемента основан на использовании раствора поливинилиденфторида (ПВДФ) в диметилацетомиде для обработки тканого фильтровального элемента, например, полученного переплетением синтетических мононитей лавсана.Поливинилиденфторид создает полимерную пленку на поверхности лавсановых мононитей образующих(57) Изобретение относится к текстильной промышленности и может быть использовано в химической, нефтехимической, легкой, пищевой и других отраслях промышленности. Цель изобретения - одновременное повышение эффективности фильтрации, механической прочности и химической устойчивости. Цель изобретения достигается 4-6-кратной обработкой тканого фильтровального элемента методом окунания в 3 - 50-ный раствор поливинилиденфторида в диметилацетамиде с последующей термообработкой при 170-180 С в течение 25 - 35 мин; 2 табл. фильтровальный элемент. При ходит устранение неровностей щин на поверхности мононит узлах переплетения нитей осн фиксация мононитей в месте и ния, Пленка ПВДФ предохран вые мононити от дестр воздействии компонентов агре ды и придает несмачиваемо вальному элементу. В результате этого ющиеся капли жидкост на неровностях мононит тения нитей основы и у в известном тканом ф менте из-за капиллярнь благодаря несмачиваем ются с поверхности фи мента, т.е, происходит у саморегенерации, а в эффективности фильтра50 55 Пленка ПВДФ наносится непосредственно на готовый тканый фильтровальный элемент, благодаря чему не происходит ее механического повреждения при ткачестве.Суть способа изготовления фильтровального элемента заключается в обработке его методом окунания в 3-5 Ж-ный раствор ПВДФ в диметилацетамиде с последующим выдерживанием на воздухе до полного удаления растворителя. Операцию повторяют 4 - 6 раз, а затем фильтровальный элемент подвергают термообработке при 170 - 180 С в течение 25 - 35 мин,Количество обработок вытекает из необходимости придания определенной формы ячейкам фильтровального элемента, Только при 4 - 6-кратной обработке прямоугольная форма ячейки приобретает округлость за счет натекания ПВДФ в узел переплетения нитей основы и утка, Такая форма ячейки фильтровального элемента улучшает его саморегенерацию и увеличивает фильтрующую способность.П р и м е р 1. Для фильтрации аэрозоля используют фильтровальный пакет из 10 фильтровальных элементов (лавсановых сеток). Каждая сетка обрабатывается методом окунания в 4 -ный раствор ПВДФ в диметилацетамиде с последующим выдерживанием на воздухе до удаления растворителя. Операцию повторяют 5 раз, затем сетку подвергают термообработке при 175 С в течение 30 мин, После обработки фильтровальный элемент имеет номинальный диаметр нитей, мм: основа 0,75, уток 0,90, размер ячейки, мм: между нитями основы 0,5; между нитями утка 0,64. При этом степень очистки 95 , гидравлическое сопротивление 100 Па, механическая прочность мононити 240 Н. Все эти характеристики сохраняются без изменения в течение 720 ч эксплуатации.Фильтрацию осуществляют на лабораоторной установке в колонне диаметром 0,1 м. Приведенная скорость газожидкостного потока 2,5 м/с, температура потока 60 С. Диспергированной фазой являются вода и серная кислота, суммарная концентрация которых в аэрозоли составляет 30 мг/м .з Диаметр аэрозольных частиц 0,4 - 10 мкм, Эффективность фильтрации определяют с помощью фотоэлектрического способа, используя счетчик аэрозольных частиц Л 3-5. В качестве характеристики механической прочности и химической устойчивости в агрессивных средах принято разрывное усилие до и после работы в агрессивной среде по ГОСТ 16294-85,5 10 15 20 25 30 35 40 45 П р и м е р ы 2 - 16 проведены на той жеустановке в том же режиме, что и пример 1,Отличие состоит в различных условиях обработки фильтровального элемента.В табл,1 приведены опыты с фильтровальным материалом. полученным по известному и предлагаемому способам.Для фильтрации аэрозоля используется фильтровальный пакет, состоящий из 10 фил ьтро вал ьн ых элементов, Фильтровал ьный элемент представляет собой сетку из лавсановых мононитей полотняного перепления, обработанную в насыщенном растворе ацетата натрия при 95 С в течение 6 ч и имеющую номинальный диаметр нитей, мм: основа 0,65, уток 0,80, размер ячейки, мм: между нитями основы 0,6, утка 0,758,При приведенных условиях степень очистки 80 , гидравлическое сопротивление 100 Па, механическая прочность мононити 190 Н,После работы фильтровального пакета в течении 720 ч степень очистки составила 50 , гидравлическое сопротивление возросло до 200 Па, механическая прочность упала до 90 Н,Представленные экспериментальные данные показывают эффективность обработки фильтровального элемента в предлагаемых условиях. Обработка ПВДФ позволяет повысить степень очистки на 15 , увеличить механическую прочность на 20 и сохранить эти величины без изменения в процессе эксплуатации.Осуществление процесса обработки фильтровального элемента ПВДФ концентрацией менее 3(пример 3, табл,1) не обеспечивает его эффективной работы из-за образования тонкого покрытия по всей длине мононити, и как следствие, приводит к потере механической прочности мононитей в процессе эксплуатации,Использование ПВДФ концентрацией более 5(пример 4, табл.1) приводит к залипанию ячеек фильтровального элемента, при этом повышается гидравлическое сопротивление и снижается степень очистки. Обработка фильтровального элемента менее 4 раз (пример 7, табл.1) не приводит к образованию округлой формы ячеек фильтровального элемента, что сказывается на недостаточном повышении степени очистки.Проведение обработки более 6 раз(пример 8, табл 1) не приводит к заметному увеличению степени очистки и механической прочности фильтровального элемента.Осуществление процесса термообработки при температуре ниже 170 С (пример1666155 Таблипа 1 Гилравлнческ сопротивлени Темпе Послеэксплуатации ации таиличеки 175 24 2 175 00 2 00 150 150 100 100 5 24 100 100 4 7 24 95 95 40 100 100 4 5 1920 160 115 5 5 Оо 95 85 1516Иваестиай 255 200 240240 190 " ао 0 95 80 100 11, табл.1) приводит к отслаиванию покрытия в процессе эксплуатации.При увеличении температуры термообработки выше 180 С(пример 12, табл,1) происходит образование бугристого, неравномерного покрытия, а также эаклеивание части ячеек фильтровального элемента, что ведет к снижению степени очистки и механической прочности.Термообработка менее 25 мин (пример 15, табл.1) приводит к образованию непроч-. ного покрытия и его отслаиванию при механическом воздействии,При увеличении времени термообработки (пример 16, табл.1) не происходит заметного увеличения степени очистки и механической прочности фильтровального элемента. Обработка фильтровального элемента ПВДФ приводит к повышению химической устойчивости, Данные исследований химической устойчивости приведены в табл.2,Таким образом, предлагаемое техническое решение повышает механическую прочность, химическую устойчивость и фильтрующую способность элемента, что 5 способствует более широкому применениюданных типов фильтров для решения экологических и технических проблем. Формула изобретения10 Способ изготовления фильтровальногоэлемента, полученного переплетением лавсановых мононитей, включающий обработку его органическим веществом, о т л и ч а ю щ и й с я тем, что, с целью увеличения фильтрующей способности за счет повышения прочности и химической устойчивости, фильтровальный элемент обрабатывают 4- 6-кратным окунанием в 3 - 57 э-ный раствор 20 поливинилиденфторида в диметилацетамиде с последующей термообработкой при 170 - 180 С в течение 25 - 35 мин.едяная 80 90 80 5 5 0 вьинаялевая р-р 800 30 888 фосфорнСерная 40 на 80 рная Соляная Соляная 30 0 10 отн 720 отная 60 Аэотн ЩелочирН11,5 бО среды 19 7 9 30 40 оставитель И. Андросоваехред М,Моргентал орректор М. Максимишин ктор Н. Шит Заказ 2479 Тираж 440 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС Э 113035, Москва, Ж, Раушская наб 4/5 изводственно-издательский комбинат "Патент", г, Ужгород, ул,Гагарин Продол житель ность воэдей ствия,Потеря прочности мононитей фильтровального элемента, обработанного в насыщенном растворе ацетата (известный)1 Потеря прочности мононитей фильтровальногоэлемента,обработанногов ПВДФ, Е
СмотретьЗаявка
4729862, 14.08.1989
ЛЕНИНГРАДСКИЙ ИНСТИТУТ ТЕКСТИЛЬНОЙ И ЛЕГКОЙ ПРОМЫШЛЕННОСТИ ИМ. С. М. КИРОВА
КУТАКОВ ВИКТОР БОРИСОВИЧ, ЧУРИНОВ АЛЕКСАНДР ГЕОРГИЕВИЧ, СЕРОВ АНАТОЛИЙ ВЯЧЕСЛАВОВИЧ, ТЕРЕЩЕНКО ЛЕОНИД ЯКОВЛЕВИЧ, ЗОЛОТАРЕВА ОКСАНА ГЕОРГИЕВНА
МПК / Метки
МПК: B01D 39/16
Метки: фильтровального, элемента
Опубликовано: 30.07.1991
Код ссылки
<a href="https://patents.su/4-1666155-sposob-izgotovleniya-filtrovalnogo-ehlementa.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления фильтровального элемента</a>
Способ химической мелиорации почв легкого механического состава

Номер патента: 1569337
Опубликовано: 07.06.1990
Авторы: Демидиенко, Иванов, Клез, Муха, Шевелев
МПК: C09K 17/32
Метки: легкого, мелиорации, механического, почв, состава, химической
...натрия преимущественно в соотношении 1,0- 1,5 : 5,0-5,5 : 3,5-4,0, причем смесь поверхностно-активных веществ растворяют в аммиачной воде, используемой в дозе 12 ц/га. Твблицв 1 Мессерветенийг/со"суд Углерод н устойчивы ьнвя щеиност/г Орге- Гли- Квлничес нис- сод кие тый яв)ви удое- мвте- сое рения риал нен ГКЖ ЛС О вя в 0,88 ОсО,53,О 2 441-4 тальное То яе.Высокой емкостью поглощения почвенного коллоидного комплекса. Влияние различных мелиоративных компонентов и их сочетаний на разви тие растений, физические и физико- химические характеристики супесчаной почвы показано в табл.1; влияние различныхсочетаний компонентов мелиоративной смеси на развитие растений, закрепление гумуса и дисперсность почвы - в табл.2; влияние различных...
Способ увеличения прочности и химической стойкости кирпича и бетонных изделий

Номер патента: 51132
Опубликовано: 01.01.1937
Автор: Белюнова
МПК: C04B 41/62
Метки: бетонных, кирпича, прочности, стойкости, увеличения, химической
...пропитки занимает 6 - 7 часов.Излом кирпича после пропитки его каменноугольным неком указанным выше способом имеет равномерную черную окраску по всей поверхности, что указывает на сквозную пропитку кирпича. Таким образом из пористого материала, вследствие пропитки, получается плотный монолитный материал большой механической прочности и химической стойкости.Временное сопротивление сжатию пропитанного красного кирпича увеличивается в 3 - 4 раза; так до пропитки кирпича временное сопротивление сжатию равно 260 кг/сл, а после пропитки оно достигает 981 кг/см.Привес кирпича после пропитки равен 900 - 1000 г, что на 1000 штук кирпича составит 1 пг,Для связывания кирпичей, пропитанных вышеуказанным способом, в кладке предлагается применять...
Способ повышения прочности и химической стойкости волокнистых материалов и изделий из них

Номер патента: 69566
Опубликовано: 01.01.1947
Автор: Хлудцев
МПК: B27K 3/38
Метки: волокнистых, них, повышения, прочности, стойкости, химической
...редактор М. М, Акишин 17 В авторском свидетельстве65990 описан способ повышения прочности и химической стойкости литой тары из волокнистых материалов путем пропитки ее этинолем (дивинилацетиленовым лаком), содержащим битум в качестве добавки, или смесью этиноля, лакойля и парафина.На основании последующих своих работ автор предлагает применять смесь из этиноля, лакойля и парафина не только для пропитки литой тары, но и любых волокнистых материалов и изделий из них, не указанных в авт. свид,65990, как ерство промышленности строительных за427 (344964)октября 1947 годаот 31 марта 1946 года на имя того нее авт например, строительных, кровельных, облицовочных и изоляционных материалов из древесины, древесной массы, целлюлозы, макулатуры...
Способ испытания элементов турбин на термомеханическую прочность
Номер патента: 958905
Опубликовано: 15.09.1982
Авторы: Карпов, Лаврухин, Никитин, Тарасенко
МПК: G01N 3/60
Метки: испытания, прочность, термомеханическую, турбин, элементов
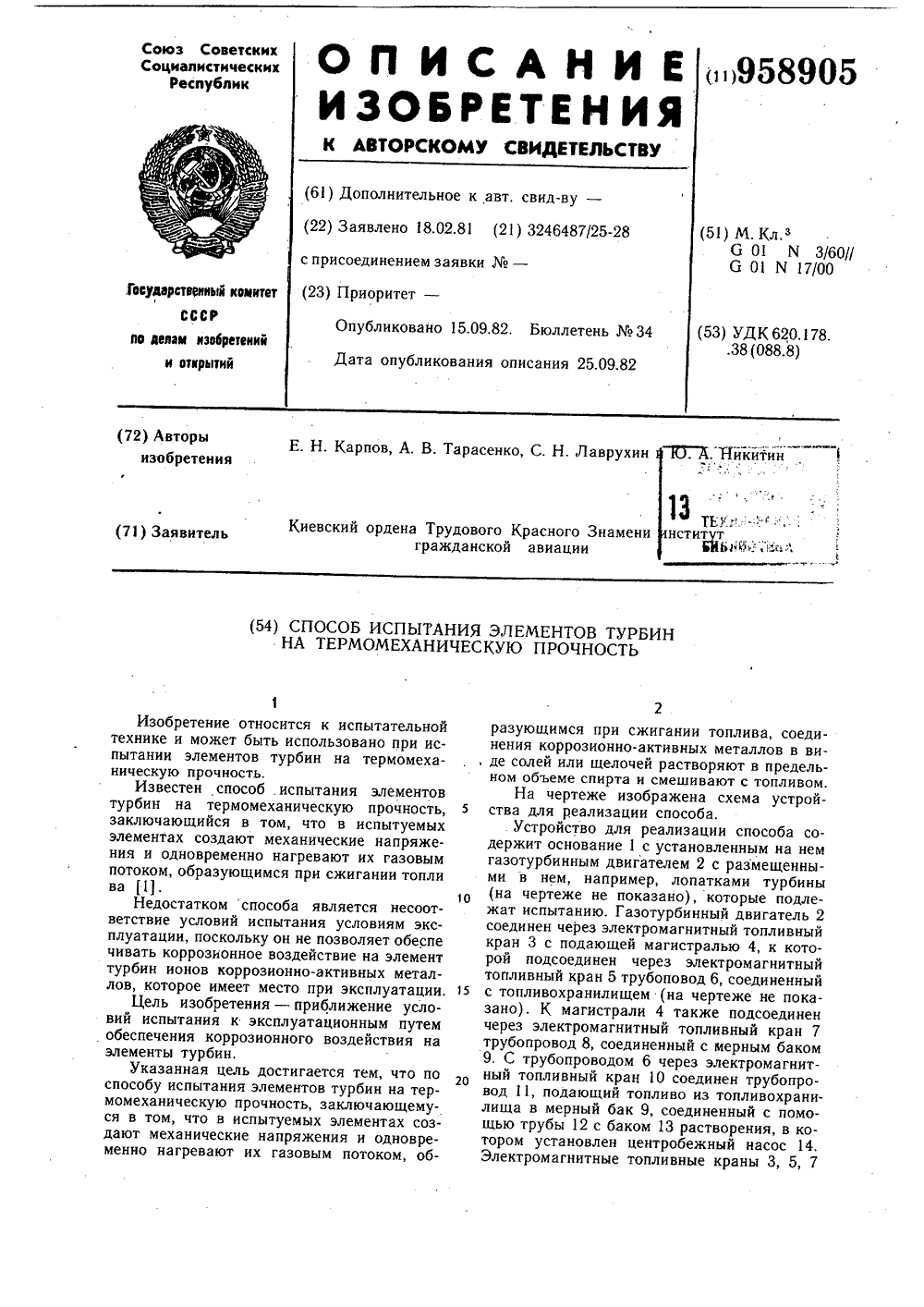
...в мерный бак 9, соединенный с помощью трубы 12 с баком 13 растворения, в котором установлен центробежный насос 14, Электромагнитные топливные краны 3, 5, 7и 10 соединены с тумблерами 15, 16, 17 и 18, установленными на пульте 19,Способ реализуется следующим образом.Элемент турбины, подлежащий испытанию, устанавливают на газотурбинном двигателе 2, Включают гузотурбинный дви гатель 2, подавая по магистрали 4 и трубопроводу 6 топливо на рабочие форсунки (на чертеже не показаны), которое, сгорая, образует газовый поток, воздействующий на испытуемые элементы турбины. Одновременно в .баке 13 растворяют соединения коррозионно-активных металов, находящихся в виде солей ил 1 щелочей, например, Ха 50, ИаОН, КОН и др. в предельном объеме...
Активный элемент импульсного газового лазера на парах химических веществ
Номер патента: 1248501
Опубликовано: 30.11.1994
Авторы: Бондарь, Гудков, Карабут, Кравченко
МПК: H01S 3/03
Метки: активный, веществ, газового, импульсного, лазера, парах, химических, элемент
АКТИВНЫЙ ЭЛЕМЕНТ ИМПУЛЬСНОГО ГАЗОВОГО ЛАЗЕРА НА ПАРАХ ХИМИЧЕСКИХ ВЕЩЕСТВ, содержащий сегментированную разрядную трубку в виде полого цилиндра, внутри которого расположены шайбы с отверстиями вдоль центральной оси, электроды и концевые участки, отличающийся тем, что, с целью увеличения срока службы активного элемента за счет уменьшения выноса рабочего вещества из зоны разряда, концевые участки выполнены в виде расположенных соосно с разрядной трубкой не менее двух секций, каждая из которых имеет участки расширения и сужения, при этом размеры секций и шайб удовлетворяют следующим соотношениям:d < l < (2a+h);d
Предыдущий патент: Устройство автоматического регулирования уровня суспензии в ванне дискового вакуум-фильтра
Следующий патент: Способ изготовления керамического фильтрующего материала
Случайный патент: Способ охлаждения изделий