Полюсный башмак генератора и способ его изготовления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
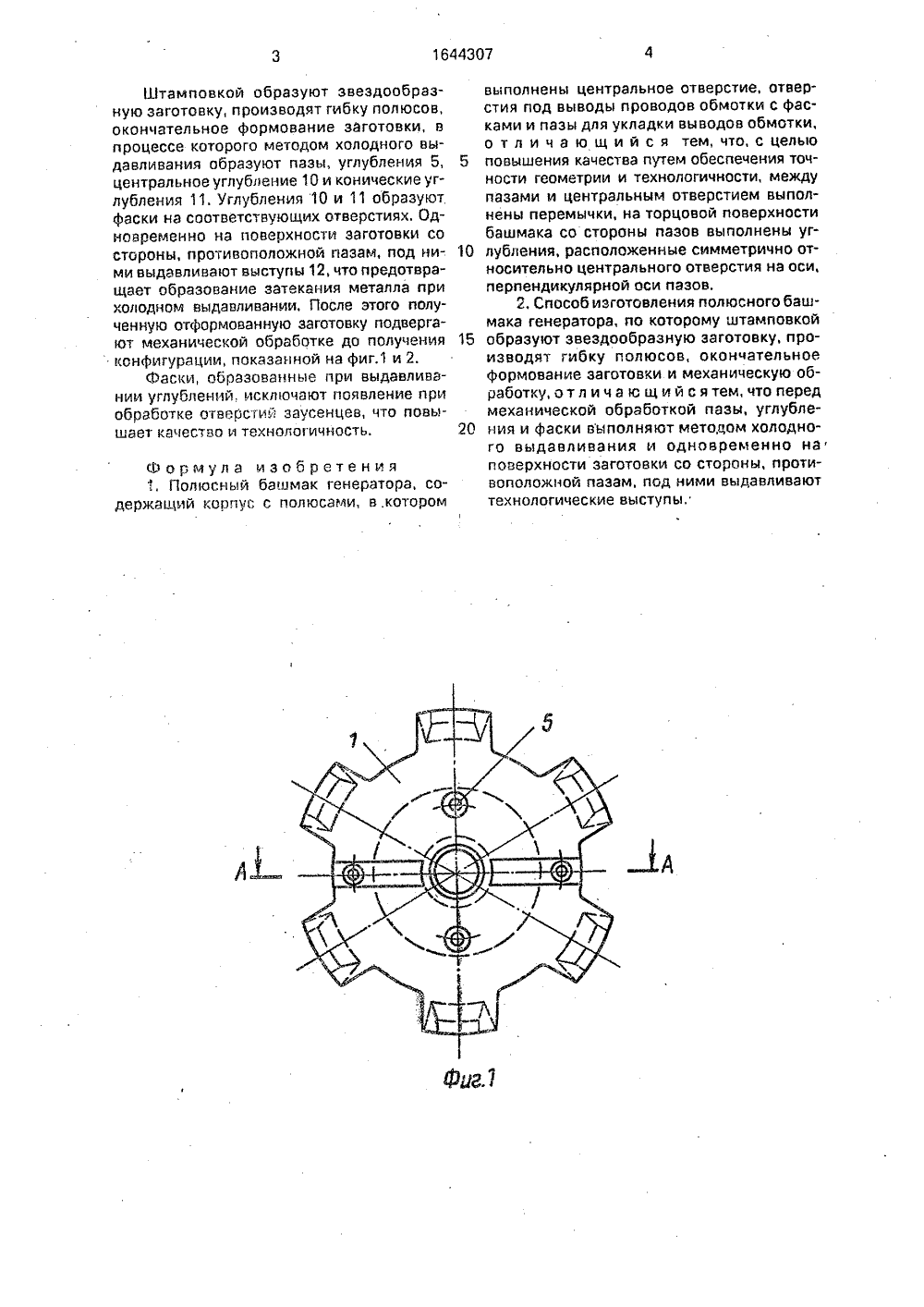
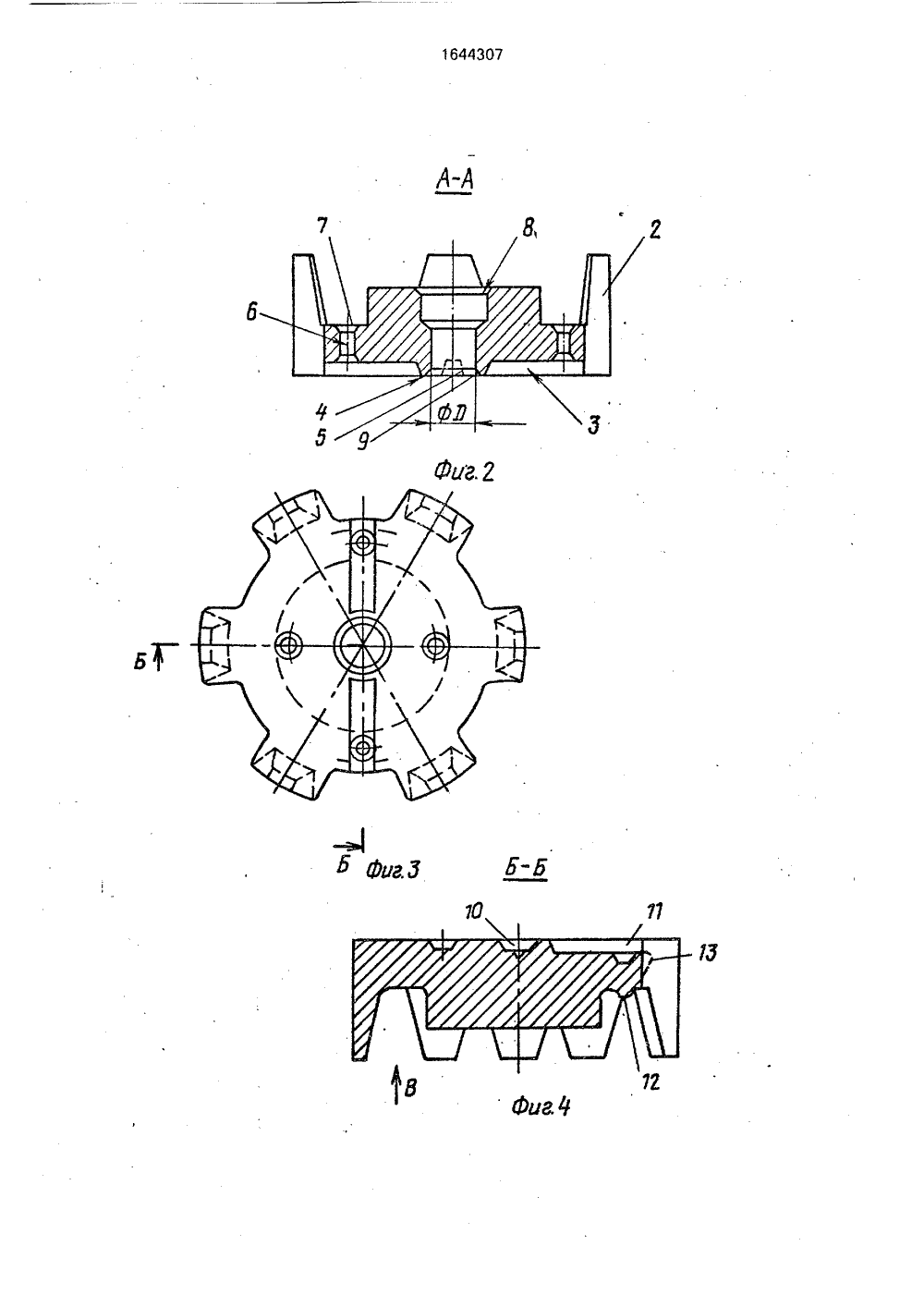
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 1644 505 Н 02 К 15/О К ГЕНЕРАТОРА И ЕНИЯся к конструкции ехнологии их изиспользовано в омышлен ности, ется повышение ия точности геоПолюсный башГОСУДАРСТВЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ВТОРСКОМУ СВИДЕТЕЛЬСТВ(71) Куйбышевский завод автотракторногоэлектрооборудования им.А.М,Тарасова(56) Авторское свидетельство СССРМ 336744, кл. Н 02 К 19/02, 1968,Патент Японии М 60-1812,кл, Н 02 К 15/02, 1975.(54) ПОЛЮСНЫИ БАШМА СПОСОБ ЕГО ИЗГОТОВЛ (57) Изобретение относит электрических машин и к готовления и может быт электротехнической пр Целью изобретения явля качества путем обеспече метрии и технологичности Изобретение относится к конструкции электрических машин и к технологии их изготовления и может быть использовано в электротехнической п ромы шлен ности.Целью изобретения является повышение качества путем обеспечения точности геометрии и технологичности,На фиг,1 показан полюсный башмак генератора; на фиг.2 - разрез А-А на фиг.1; на фиг.З - заготовка полюсного башмака генератора; на фиг,4 - разрез Б-Б на фиг.З; на фиг.5 - вид В на фиг,4; на фиг.6 - вид Г на фиг.5,Полюсный башмак генератора содержит корпус 1 с полюсами 2. В корпусе выполнены пази 3 под выводы проводов обмотки. расположенные симметрично и отделенные от центрального отверстия диамак содержит корпус с полюсами 2, В корпусе выполнены пазы 3, отделенные от центрального отверстия диаметром О перемычкой 4. На торце башмака выполнены углубления 5, В плоскости пазов расположены центры отверстий 6 под выводы проводов обмотки, На всех отверстиях выполнены фаски 7 - 9, При изготовлении башмака штамповкой образуют звездообразную заготовку, производят гибку полюсов, окончательное формование заготовки,в процессекоторого методом холодного выдавливания образуют пазы 3, углубления 5 и углубления под фаски 7-9. Одновременно на поверхности заготовки со стороны, противоположной пазам, под ними выдавливают выступы для предотвращения затекания металла по периферии заготовки при холодном (Д выда вл иван и и. После этого производят механическую обработку, 2 с.п. ф-лы, 6 ил,метром О перемычкой 4, На торцовой поверхности башмака со стороны пазов выполнены углубления 5, расположенные симметрично относительно центрального отверстия на оси, перпендикулярной оси пазов, В плоскости пазов расположены центры сквозных отверстий 6 под выводы проводов обмотки. На всех отверстиях выполнены фаски 7-9, Перемычка 4 увеличивает длину центрального отверстия, что повышает качество соединения полюсного башмака с валом ротора, Углубления 5 позволяют стабилизировать форму башмака при штамповке и обеспечить точность его геометрии,Способ изготовления полюсного башмака генератора реализуют следующим образом., 1644307Штамповкой образуют звездообразную заготовку, производят гибку полюсов, окончательное формование заготовки, в процессе которого методом холодного выдавливания образуют пазы, углубления 5, центральное углубление 10 и конические углубления 11. Углубления 10 и 11 образуют фаски на соответствующих отверстиях. Одновременно на поверхности заготовки со стороны, противоположной пазам, под ними выдавливают выступы 12, что предотвращает образование затекания металла при холодном выдавливании. После этого полученную отформованную заготовку подвергают механической обработке до получения конфигурации, показанной на фиг.1 и 2.Фаски, образованные при выдавливании углублений. исключают появление при обработке отверстий заусенцев, что повышает качество и технологичность,Формула изобратения "Полюсный башмак генератора, содержащий корпус с полюсами, в,котором выполнены центральное отверстие, отверстия под выводы проводов обмотки с фасками и пазы для укладки выводов обмотки,о т л и ч а ю щ и й с я тем, что, с целью5 повышения качества путем обеспечения точности геометрии и технологичности, междупазами и центральным отверстием выполнены перемычки, на торцовой поверхностибашмака со стороны пазов выполнены уг 10 лубления, расположенные симметрично относительно центрального отверстия на оси,перпендикулярной оси пазов.2. Способ изготовления полюсного башмака генератора, по которому штамповкой15 образуют звездообразную заготовку, производят гибку полюсов, окончательноеформование заготовки и механическую обработку, о т л и ч а ю щ и й с я тем, что передмеханической обработкой пазы, углубле 20 ния и фаски выполняют методом холодного выдавливания и одновременно наповерхности заготовки со стороны, противоположной пазам, под ними выдавливаюттехнологические выступы,1644307 Составитель А. ЛиневаТехред М.Моргентал Корректор С, Ше тор Т, Курков город, ул,Гагарина, 101 оизводственно-издательский комбинат "Патент аз 1465 Тираж 345 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5
СмотретьЗаявка
4452350, 29.06.1988
КУЙБЫШЕВСКИЙ ЗАВОД АВТОТРАКТОРНОГО ЭЛЕКТРООБОРУДОВАНИЯ ИМ. А. М. ТАРАСОВА
МОСКАЛИК АЛЬБЕРТ ГИРШЕВИЧ, ПОПОВ ЕВГЕНИЙ ИВАНОВИЧ, ГОРЮНОВ АНАТОЛИЙ ИВАНОВИЧ
МПК / Метки
МПК: H02K 15/02
Метки: башмак, генератора, полюсный
Опубликовано: 23.04.1991
Код ссылки
<a href="https://patents.su/4-1644307-polyusnyjj-bashmak-generatora-i-sposob-ego-izgotovleniya.html" target="_blank" rel="follow" title="База патентов СССР">Полюсный башмак генератора и способ его изготовления</a>
Способ получения отверстий с фасками и штамп для получения отверстий с фасками

Номер патента: 1201026
Опубликовано: 30.12.1985
Авторы: Бровикова, Желтов, Иголкин, Козий
МПК: B21D 19/00, B21D 28/16
Метки: отверстий, фасками, штамп
...пуансон, и матрицу, состоящую йз двух частей 4 и 5, установленных с возможностью относительного возвратно-поступательного перемещения в направлении, перпендикулярном оси давления, неподвижно закрепленной обоймы 6, охватывающей с зазором части 4 и 5, и упругого элемента 7 из полиуретана, размещенного в зазоре. Линия разъема частей 4 и 5 смещена относительно оси симметрии матрицы. Со стороны зеркала матрицы выполнен замок, обеспечивающий получение овальной поверхности приотносительном перемещении частей 4и 5, В сомкнутом положении части4 и 5 образуют рабочее звено матрицы с верхней цилиндрической ступеньюи следующей за ней конической ступенью. В цилиндрической ступениразмещена цилиндрическая вставка 8,В обойме 6 выполнены кольцевые...
Пуансон к штампу для пробивки отверстия с фаской

Номер патента: 442872
Опубликовано: 15.09.1974
МПК: B21D 37/00
Метки: отверстия, пробивки, пуансон, фаской, штампу
...чему устраняются задиры ицарапины и предотвращаются наплывы на грани цилиндрической и конической части отверстия, а также для улучшения истечения металла в отход, вытесняемого конической ча стью пуансона.Величина конусности элемента 2 по размеру Ь 4 находится в пределах допуска на отверстие в своем большем А и меньшем 4, значениях, максимальное приближаясь к верхнему и нижнему пределам допуска,Зазор между дэлемента 2, находящегося на расстоянии от грани фаски и цилиндрического отверстия, равном высоте цилиндрической части отверстия, и матрицей 5, предусматривается от 0,1 мм до нуля. Благодаря наличию конусности ниже размера 64 зазор между матрицей и элементами 1 и 2 до момента подхода дм к плоскости матрицы имеет значительную...
Способ получения отверстий с фасками

Номер патента: 1061892
Опубликовано: 23.12.1983
МПК: B21D 28/26
...поперечного сечения отверстия и контуром, эквидистанционным с контуром отверстия, после чего удаляют перемычку, в процессе выдавливания получают отверстие с постоянным поперечным сечением, удаление перемычки и образование одной фаски производят одновременно путем приложения усилий к стержню со стороны, противоположной приложению усилий выдавливания, а образование другой фаски - путем проталкивания материала стержня и перемычки через отверстие и осадки этого материала. 15 20 25 30 На фиг. 1 показана заготовка с глухим отверстием, перемычкой и стержнем; на фиг. 2 - то же, в процессе проталкивания через отверстие стержня и перемычки и их осадки; на фиг. 3 - то же, после проталкивания отхода из отверстия и в процессе калибрования...
Пуансон для пробивки отверстия с фаской и способ его изготовления

Номер патента: 1159694
Опубликовано: 07.06.1985
Авторы: Константинов, Наумов, Шаровский, Шульга
МПК: B21D 37/00, B21K 5/20
Метки: отверстия, пробивки, пуансон, фаской
...соответственносопрягаются квадратная призма пробивного участка 1 и конус 2. Высота 35дополнительного участка 3с ( 180К: - 1 С 0521 А , огде д - диаметр цилиндрической 40части;о - число граней правильногомногогранника, 3 с и ( 6,2 с - угол конуса. повышения технологичности, участок получают путем образованияконической и цилиндрической частей и последующего формированияграней усеченной пирамиды на последней,Боковая поверхность дополнительного участка образована гранями 8усеченной пирамиды, соприкасающимися с конусом 2 и цилиндрическойповерхностью 9, описанной вокругквадратной призмы пробивной части1 диаметром, равным диаметру меньшего основания 7 усеченного конуса 2.Пробинка отверстия и образова.ниеца нем фаски иллюстрируется на...
Узел фиксации заготовки с отверстием в гибочном штампе

Номер патента: 1061886
Опубликовано: 23.12.1983
МПК: B21D 22/02
Метки: гибочном, заготовки, отверстием, узел, фиксации, штампе
...заготовки с отверстием вгибочиом штампе, содержащем подпружиненный к плите штампа ловитель с рабочейчастью, имеющей цилиндрические участки,размещенные симметрично вдоль линии гиба иа расстоянии, соответствующем диаметру отверстия, ловитель снабжен плоской вставкой, цилиндрические участки расположены на боковых сторонах вставки,а на торце рабочей части ловителя выпол.иеи сквозной паз для размещения вставки,ориентированный вдоль линии гиба, при .этом рабочая часть ловителя выполнена в 40виде усеченного Конуса,На фиг, 1 изображен узел фиксации вначале гибки, поперечный разрез; иафиг. 2 - разрез А-А иа фиг, 1; иа фиг. 3 - ,узел фиксации в конце гибки, продольныйразрез; иа фиг, 4 - разрез Б-Б иа фиг. 3;45иа фиг, 5 - разрез В-В иа фиг. 4;...
Предыдущий патент: Автоматическая линия для изготовления пакетов магнитопроводов электрических машин
Следующий патент: Ротор асинхронного электродвигателя
Случайный патент: Устройство для образования скважин