Инструмент для обработки отверстий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
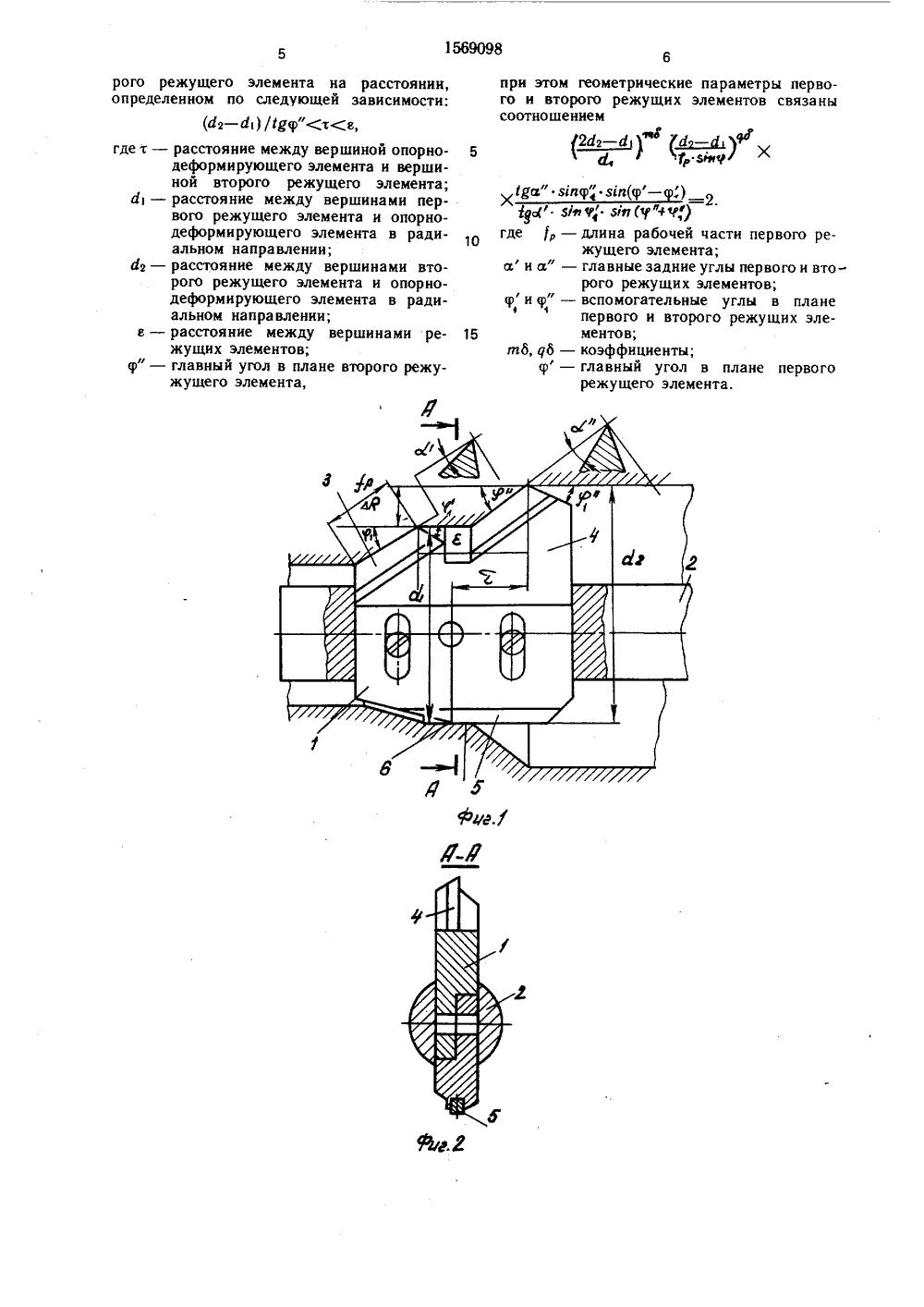
,И гт;:, А кии инсти ькевич,шиностроитеи Р. К. Мее, 1985, т. 1,ра те в осевом направлении режущих элементов и режущего элемента 4 определяемом из соот между отстоит на расо шения размещен вершинам от верши стоянии т де орого ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ П 1 НТ СССР Н АВТОРСКОМУ СВИ(54) ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОВЕРСТИИ(57) Изобретение предназначено для обботки металлов резанием. Цель изобре Изобретение относится к обработке металлов резанием и может найти применение для обработки глубоких отверстий,Цель изобретения - повышение точности при обработке глубоких отверстий в условиях интенсивного износа лезвий.На фиг. 1 изображен инструмент, общий вид; на фиг. 2 - разрез А - А на фиг. 1; на фиг, 3 - инструмент, вариант; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 и 6 - схемы работы инструмента в начале и конце цикла обработки отверстия соответственно.Инструмент для обработки отверстий выполнен в виде плавающего блока 1, размещенного в диаметральном пазу борштанги 2 с возможностью радиального перемещения, Блок 1 снабжен двуми режущими элементами 3 и 4, геометрия и форма которых соответствует расточным резцам. Оппозитно им расположен опорно-деформирующий элемент 5, представляющий твердосплавный кулачок. Вершина 6 опорного элемента 5.80156909 ния - повышение точности при обработке глубоких отверстий за счет автоматической компенсации износа режущих лезвий. Инструмент снабжен двумя режущими элементами, размещенными по одну сторону от оси вращения и опорным элементом, расположенным оппозитно им, вершина которого расположена от вершины второго режущего элемента на расстояние т и определяется из соотношения (А - с 11) /1 д 1 р"( (т(е. При работе инструмента первый режущий элемент осуществляется предварительную обработку отверстия, на поверхность которого опирается опорный элемент, а второй режущий элемент проводит завершающую обработку этого отверстия. 6 ил. 2 - 11) /фф (т(е, (1) Щ г А - расстояние между вершинами первого режущего элемента и опорно-деформирующего элемента в ("радиальном направлении;А - расстояние между вершинами второго режущего элемента и опорнодеформирующего элемента в радиальном направлении;в - расстояние между вершинами режущих элементов, измеренное в осевом направлении;1 р" - главный угол в плане втрежущего элемента.Приведенное соотношение описывает условие опирания кулачка на поверхность 7 отверстия, обработанную элементом 3. Гео 1569098,метрические параметры режущих элементов связаны соотношением 2 й - А) (Й - й, )"Й, 1, япч Х, .,- 2, (2)фа апгр,яп(р" +цД где , - длина рабочей части первого режущего инструмента; а и а" - главные задние углы первого ивторого режущего элементов; р - главный угол в плане первого режущего элемента; ф и р" - вспомогательные углы в плане пер вого и второго режущих элементов; тб и дб - коэффициенты.В варианте выполнения инструмент выполнен в виде борштанги 8 с размещенными на ней резцами 9 и 10 и шариком 11, который расположен в борштанге противоположно резцам и между ними в осевом направлении. Борштанга может быть закреплена в плавающем патроне. Инструмент работает следующим образом. При обработке режу 1 ций элемент 3 образует отверстие 7, на поверхность которого опирается опорно-деформируюший элемент 5, а режущий элемент 4 проводит завершающую обработку отверстия, Элемент 3 изнашивается, это приводит к уменьшению диаметра отверстия, что приводит к радиальному выдвижению элемента 4 на величину половины размерного износа первого режущего элемента, при условии равенства величины износа второго режущего элемента бр 2 половине величины размерного износа первого элемента бр 1. Диаметр отверстия, обработанного данным инструментом, не изменяется при соблюдении условиябр 1=2 Ьр 2, (3) где бр - размерный износ первого режущего элемента; бр 2 - размерный износ второго режущего элемента.Величина износа по задней поверхности определяется по следующей зависимости:ТРб Ряб пб Рб где Сб - постоянная, учитывающая материал инструмента и детали; Т - время работы инструмента; 1 - скорость резания; 5 - осевая подача; 1 - глубина резания; рб, тб, пЬ, дб - коэффициенты, учитывающие влияние на величину износа по задней поверхности времени работы, скорости резания, осевой подачи и глубины резания. Зная величину площадки износа по задней поверхности б, а также величины заднего угла а, главного угла в плане р, вспомогательного угла в плане гр 1, можно определить величину размерного износа бррежущей части инструмента:бр - Сб, ТР, 1"б.5"б 1 б 1 ца япщ/яир+щ 1Размерные износы первого и второго режущих элементов могут быть определены взависимости от параметров резания и геометрических параметров режущих-элементов поформуламбр=СЬ Т 1 Рбб 5," 4 ф фаюир//яп(р" +юр,"),Подставив величины размерных износовв (3) и заменив15 Т - ; У= - "; тб - рб=И; пб - рб=бб,1 , л 0 пи Б 10002 С 6.0 а" 1 да" яп%,"я 4%+М (4)яфд "бф фч( 5(ЮМР ЗЮ/ЯРф+ Р)где Е - длина обработки;2001 - диаметр отверстия, обработанногопервым режущим элементом;02 - диаметр обработанного отверстиявторым режущим элементом;11 - глубина слоя, срезаемого первым 25 режущим элементом;12 - глубина слоя, срезаемого вторым режущим элементом.Приняв 0=й; 02=(2 с 12 - А); 1 яй 2 - й,11=яппи, а также учитывая, что материал режущей части у всех лезвий комбини рованных инструментов одинаков, то выражение (4) принимает вид выражения (2), где- длина рабочей части первого режущего лезвия и величины этого параметра зависит наибольшая глубина резания при резании первым режущим элементом. Так в 35 случае, когда первый режущий элемент производит обработку в сплошном материале=А/2яппи, а в случае растачивания Цыпа и т. д.Решая это выражение относительно одного из параметров (например, а), задав все остальные, получают инструмент с параметрами, позволяющими обеспечить в процессе обработки такую пропорциональность размерных износов лезвий, которая обеспечивает автоматическую компенсацию 45 их предлагаемым инструментом.формула изооретемияИнструмент для . обработки отверстий,содержащий установленные на бортштанге 50 по одну сторону от ее оси два режущихэлемента, вершины которых размещены в однойплоскости, отличающийся тем, что, с целью повышения точности, инструмент снабжен размещенным,на бортштанге оппозитно режущим элементам опорно-деформирующим элементом, причем в плоскости поперечного сечения бортштанги вершина последнего размещена между вершинами режущих элементов и расположена от вершины второго режущего элемента на расстоянии,определенном по следующей зависимости;ф 2 - се) /фф (т(8,где т - расстояние между вершиной опорнодеформирующего элемента и вершиной второго режущего элемента;А - расстояние между вершинами первого режущего элемента и опорнодеформирующего элемента в радиальном направлении;А - расстояние между вершинами второго режущего элемента и опорнодеформирующего элемента в радиальном направлении;е - расстояние между вершинами режущих элементов;у" - главный угол в плане второго режужущего элемента,при этом геометрические параметры первого и второго режущих элементов связанысоотношением 1 уа нищ зпя - .)1 у 45/е Р 5 щ Г "+у,)10где р - длина рабочей части первого режущего элемента;а и а" - главные задние углы первого и второго режущих элементов;р и р" - вспомогательные углы в плане1 4первого и второго режущих эле ментов;т 6, д 6 - коэффициенты;р - главный угол в плане первогорежущего элемента.1569098 7 дактор Н. Бобковаказ 1413ИИПИ Государствен13035Производственно.изда Составитель Н Техред И. Вере Тираж 704 ого комитета по изобр Москва, Ж - 35, Ра ельекий комбинат ПаЗайцеваКорректор М. КучеряваяПодписноетениям и открытиям при ГКНТ СССРушская наб., д. 4/5тент, г. Ужгород, ул. Гагарина,01
СмотретьЗаявка
4330065, 19.08.1987
ЧЕЛЯБИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. ЛЕНИНСКОГО КОМСОМОЛА
ЛАКИРЕВ СЕРГЕЙ ГРИГОРЬЕВИЧ, ХИЛЬКЕВИЧ ЯКОВ МОИСЕЕВИЧ, КОЗЛОВ АЛЕКСАНДР ВАСИЛЬЕВИЧ, ЧИНЕНОВ СЕРГЕЙ ГЕННАДЬЕВИЧ
МПК / Метки
МПК: B23B 35/00
Метки: инструмент, отверстий
Опубликовано: 07.06.1990
Код ссылки
<a href="https://patents.su/4-1569098-instrument-dlya-obrabotki-otverstijj.html" target="_blank" rel="follow" title="База патентов СССР">Инструмент для обработки отверстий</a>
Уплотнение между вращающимися и неподвижными элементами насоса

Номер патента: 1399510
Опубликовано: 30.05.1988
МПК: F04D 29/08
Метки: вращающимися, между, насоса, неподвижными, уплотнение, элементами
...и Неподвижными элементами насоса соДержит корпус 1 и установленное в Нем уплотнительное кольцо 2, образующее с вращающимся элементом 3 20 Насоса, например рабочим колесом, радиальный зазор 4. Уплотнительное кольцо 2 выполнено пьезокерамическим. Внутри него установлен концентратор 5 колебаний. При этом внешняя и внутренняя поверхности пьезокерамического кольца 2 снабже-ны выводами 6 и 7 для подключения источника 8 электрических колебаний. На внутренней стороне концентратора 30 5 колебаний могут быть выполнены кольцевые гребешки 9 (фиг. 2). Уплотнение работает следующим образом. 35При включении насоса начинает раскручиваться рабочее колесо 3. При этом через зазор происходят утечки рабочего тела. Одновременно от источника 8...
Уплотнение между вращающимися и неподвижными элементами насоса

Номер патента: 1498962
Опубликовано: 07.08.1989
Автор: Иванов
МПК: F04D 29/08
Метки: вращающимися, между, насоса, неподвижными, уплотнение, элементами
...показано уплотне ие, продольный разрез; на фиг. 2 - по О ве хность концентратора колебаний с сотовы и ячейками.Уплотнение между вращающимися и не- по вижными элементами насоса содержит ко пуси установленное в нем уплотни ельное кольцо 2, образующее с вращающи ся элементом 3 насоса радиальный зазо 4. Уплотнительное кольцо 2 выполнено пь зокерамическим, а внутри него установле концентратор 5 колебаний, при этом вн шняя и внутренняя поверхности 6 и 7 20 пь окерамического кольца 2 снабжены выво ами для подключения источника электр ческих колебаний (не показан). Концентра ор 5 колебаний выполнен в виде сотовы ячеек 8 с упругими перегородками 9 (ф г. 2), обращенных к вращающемуся элеме ту 3 насоса.Уплотнение работает следующим образоПри...
Уплотнение между вращающимися и неподвижными элементами насоса

Номер патента: 1571309
Опубликовано: 15.06.1990
Автор: Иванов
МПК: F04D 29/08
Метки: вращающимися, между, насоса, неподвижными, уплотнение, элементами
...в 15 нем уплотнительное пьезокерамическое кольцо 2, охватывающее вращающийся элемент 3 насоса, например рабочее колесо, и образующее С ним радиальный зазор 4, Внутри кольца 2 установ лен концентратор 5 колебаний, при этом внешняя и внутренняя поверхности кольца 2 снабжены выводами (не показано) для подключения источника электрических колебаний (не показа но), Концентратор 5 колебаний выполнен из эластичного материала, а на его внутренней поверхности выполнены продольные карманы 6, равномерно распределенные по окружности. 30Уплотнение работает следующим образом.При включении насоса начинает рас., кручиваться рабочее колесо 3. Приэтом через радиальный зазор 4 между вращаюшузмся. элементом 3 и концентратором 5 колебаний...
Уплотнение между вращающимися и неподвижными элементами насоса

Номер патента: 1590678
Опубликовано: 07.09.1990
Автор: Иванов
МПК: F04D 29/08
Метки: вращающимися, между, насоса, неподвижными, уплотнение, элементами
...Ы концентратора 5 колебаний выполнены осевые пазы 9 (фиг. 2) с бороздками 10, расположенными с обеих сторон каждого30 из пазов 9 с образованием острых углов, вершины которых направлены в сторону выхода из радиального зазора 4, при этом длина каждой последующей бороздки 10 превышает длину пре дыдущей в направлении к выходу из радиального зазора 4.Уплотнение работает следующим образом.Через рабочий зазор между вращаю щимся элементом 3 и концентратором 5 колебаний происходят утечки рабочего тела, Одновременно от источника электрических колебаний подается напряжение на выводы пьезокерамического кольца 2. 45 Вследствие обратного пьезоэФФекта пьезокерамическое кольцо 2 начинает совершать колебания, амплитуда которых увеличивается за счет...
Уплотнение между вращающимися и неподвижными элементами насоса

Номер патента: 1751428
Опубликовано: 30.07.1992
Авторы: Захарченко, Кашкаров, Лайков
МПК: F04D 29/12
Метки: вращающимися, между, насоса, неподвижными, уплотнение, элементами
...6 и выступа5 расположены в одной меридианальной плоскости, в ширина отверстия а в окружном направлении превышает ширину выступа Ь. Устройство работает следующим образом,Б момент пуска уплотнительное кольцо 2 не касается вращающейся части насоса 3, так как оно плотно установлено в корпусе 1 с большой точностью соосно с ротором насоса, т,е. при раскрутке ротора уплотнительное кольцо 2 не перемещается ("ХОЛОХУПИТ") между корпусом 1 и вращающейся частью насоса 3, а ведет себя как кольцо, жестко установленное в корпусе, Когда уплотняемая среда заполняет радиальный зазор 4, уплотнительное кольцо 2 начинает вести себя как плавающее, т,е, при перемещении враща 1 ощейся части насоса 3 относительно корпуса 1 нарушается соосность уплотнительного...
Предыдущий патент: Устройство для обработки тонкостенных цилиндрических деталей
Следующий патент: Кондуктор для сверления смежных отверстий
Случайный патент: Способ очистки растворов от железа