Система автоматического управления точностью токарной обработки торцовых поверхностей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
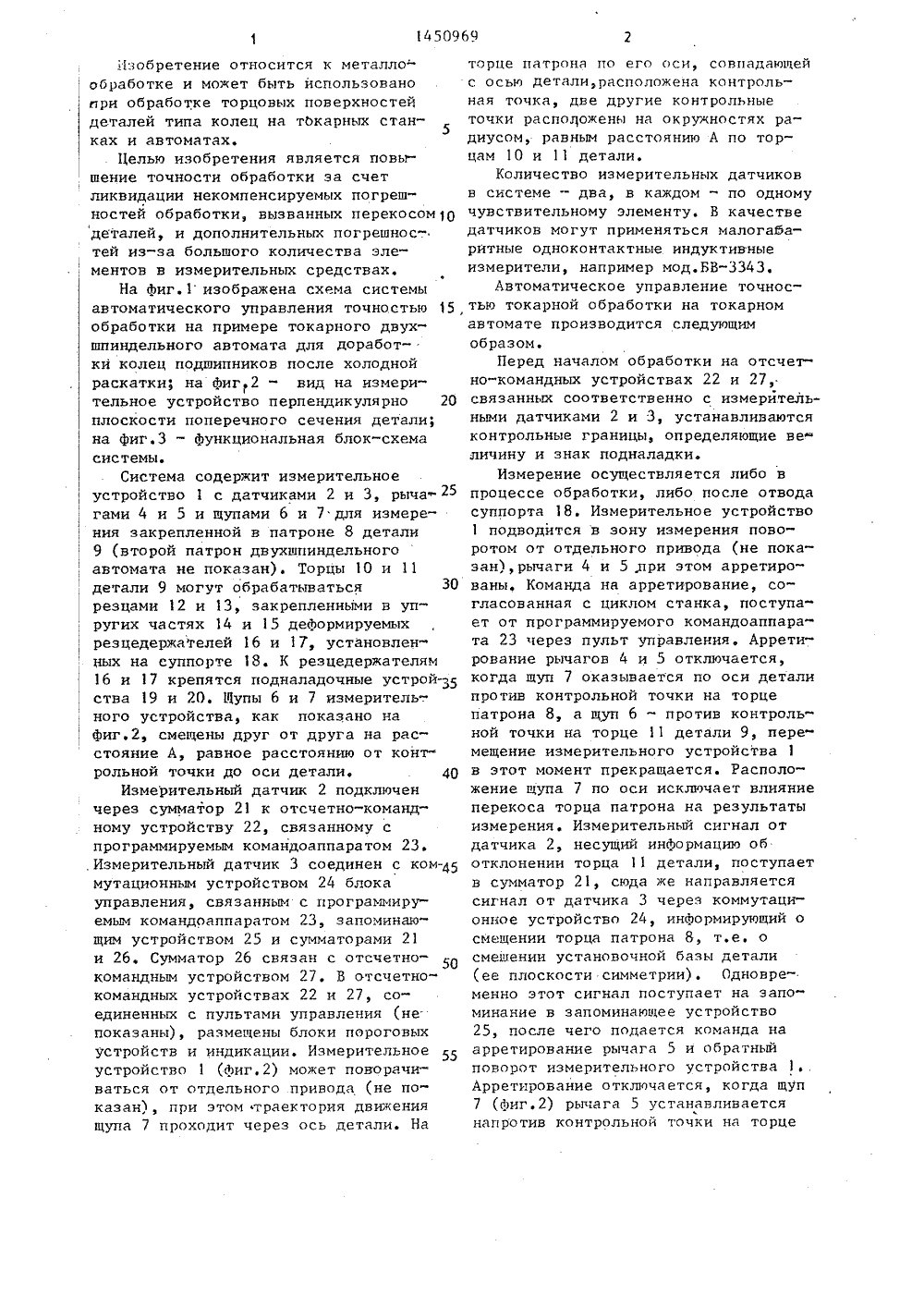
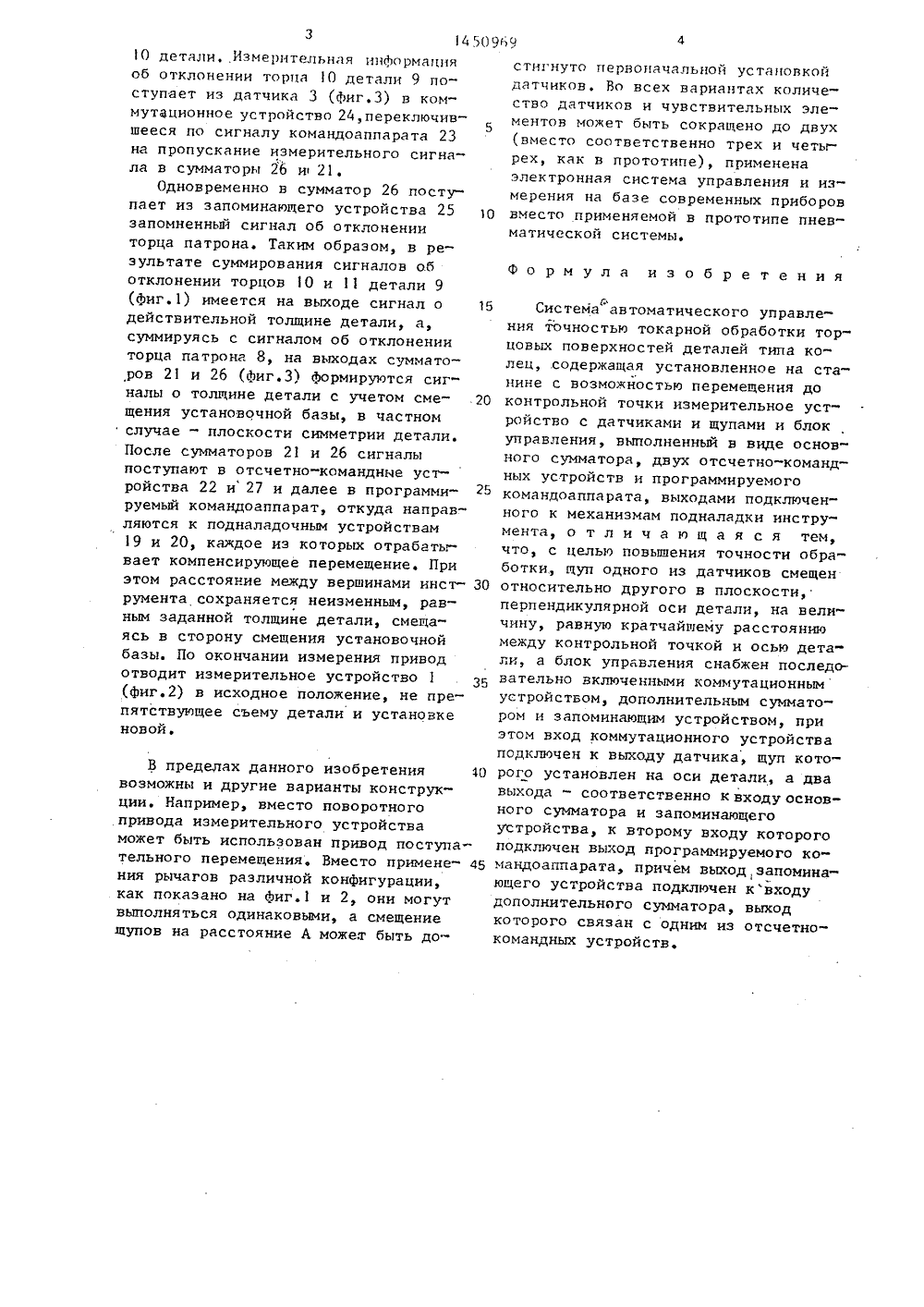
/00 ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ Н АВТОРСКОМУ С ЬСТВ(71) Киевское специальноеторское бюро многошпинделматов(54) СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОЧНОСТЬИ ТОКАРНОЙ ОБРАБОТКИТОРЦОВЫХ ПОВЕРХНОСТЕЙ(57) Изобретение относится к металлообработке и может быть использованопри обработке торцовых поверхностейдеталей типа колец на токарных станках и автоматах, Целью изобретенияявляется повышение точности обработкиза счет ликвидации некомпенсируемшхпогрешностей обработки, вызванныхперекосом деталей, и дополнительныхпогрешностей из-за большого количества элементов в измерительных средст" вах, Система содержит перемещаемое измерительное устройство с датчиками 2,3 и щупами для измерения детали по контрольным точкам на ее торцах, сумматор 21 и отсчетно-командные устройства 22, 27, подключенные к программируемому командоаппарату 23, связанному с механизмами подналадки инструментов 19, 20. Щупы датчиков 2, 3 смещены относительно друг друга в плоскости поперечного сечения детали на расстояние от контрольной точки на торце детали до ее оси, а траектория перемещения щупа одного из датчиков 3 в упомянутой плоскости проходит через ось детали. В систему введены . д запоминающее устройство 25, вход кото рого подключен к программируемомукомандоаппарату 23, и коммутационное устройства 2 ч, подключенное к выходу вв датчика 3, входам сумматора 2 и за поминающего устройства 25,. а также Е дополнительный сумматор 26, входы мы которого подключены к устройствам 4 ь 24 и 25, а выход . - к отсчетно-команд- (д ному устройству 27 цепи датчика 3.3 ил.ФИзобретение относится к металло-обработке и может быть использовано при обработке торцовых поверхностей деталей типа колец на тЬкарных стан 5 ках и автоматах.Целью изобретения является повышение точности обработки эа счет ликвидации некомпенсируемых погрешностей обработки, вызванных перекосом 10 деталей, и дополнительных погрешнос-. тей из-за большого количества элементов в измерительных средствах.На Фиг.1 изображена схема системы автоматического управления точностью 15, обработки на примере токарного двухшпиндельного автомата для доработки колец подшипников после холодной раскатки; на фиг 2 - вид на измерительное устройство перпендикулярно 20 плоскости поперечного сечения детали; на фиг.3 - Функциональная блок-схема системы.Система содержит измерительное устройство 1 с датчиками 2 и 3, рыча 25 гами 4 и 5 и щупами 6 и 7 для измерения закрепленной в патроне 8 детали 9 (второй патрон двухшпиндельного автомата не показан), Торцы 10 и 11 детали 9 могут обрабатываться 30 резцами 12 и 13, закрепленными в упругих частях 14 и 15 дейормируемых реэцедержателей 16 и 17, установленных на суппорте 18. К резцедержателям16 и 17 крепятся подналадочные устрой-.5 ства 19 и 20. Щупы 6 и 7 измеритель-. ного устройства, как показано на фиг.2, смещены друг от друга на расстояние А, равное расстоянию от контрольной точки до оси детали. 40Измерительный датчик 2 подключен через сумматор 21 к отсчетно-командному устройству 22, связанному с программируемым командоаппаратом 23. , Измерительный датчик 3 соединен с ком мутационным устройством 24 блока управления, связанным с программируемым командоаппаратом 23, запоминающим устройством 25 и сумматорами 21 и 26. Сумматор 26 связан с отсчетнокомандным устройством 27. В отсчетнокомандных устройствах 22 и 27, соединенных с пультами управления (не. показаны), размещены блоки пороговых устройств и индикации. Измерительное устройство 1 (Лиг.2) может поворачиваться от отдельного приводя (не показан), при этом траектория движения щупа 7 проходит через ось детали, На торце патрона по его оси, совпадающейс осью детали, расположена контрольная точка, две другие контрольныеточки расположены на окружностях радиусом, равным расстоянию А по торцам 10 и 11 детали.Количество измерительных датчиковв системе - два, в каждом - по одномучувствительному элементу. В качестведатчиков могут применяться малогабаритные одноконтактные индуктивныеизмерители, например мод,БВ.Автоматическое управление точностью токарной обработки на токарномавтомате производится следующимобразом.Перед началом обработки на отсчетно-командных устройствах 22 и 27,связанных соответственно с измерительными датчиками 2 и 3, устанавливаютсяконтрольные границы, определяющие величину и знак подналадки,Измерение осуществляется либо впроцессе обработки, либо после отводасуппорта 18. Измерительное устройство1 подводится в зону измерения поворотом от отдельного привода (не показан),рычаги 4 и 5 .при этом арретированы, Команда на арретирование, согласованная с циклом станка, поступает от программируемого командоаппарата 23 через пульт управления. Арретирование рычагов 4 и 5 отключается,когда щуп 7 оказывается по оси деталипротив контрольной точки на торцепатрона 8, а щуп 6 - против контрольной точки на торце 11 детали 9, перемещение измерительного устройства 1в этот момент прекращается. Расположение щупа 7 по оси исключает влияниеперекоса торца патрона на результатыизмерения. Измерительный сигнал отдатчика 2, несущий инАормацию оботклонении торца 11 детали, поступаетв сумматор 21, сюда же направляетсясигнал от датчика 3 через коммутационное устройство 24, информирующий осмещении торца патрона 8, т.е. осмешении установочной базы детали(ее плоскости симметрии). Одновременно этот сигнал поступает на запоминание в запоминающее устройство25, после чего подается команда наарретирование рычага 5 и обратныйповорот измерительного устройстваАрретирование отключается, когда щуп7 (Лиг.2) рычага 5 устанавливаетсянапротив контрольной точки на торцез 145096 О детали, Измерительная информация об отклонении торца О детали 9 поступает из датчика 3 (фиг.З) в коммутационное устройство 24,переключившееся по сигналу командоаппарата 23 на пропускание измерительного сигнала в сумматоры 26 и 21.Одновременно в сумматор 26 поступает из запоминающего устройства 25 10 запомненный сигнал об отклонении торца патрона. Таким образом, в результате суммирования сигналов об отклонении торцов 10 и 11 детали 9 (фиг.1) имеется на выходе сигнал о 15 действительной толщине детали, а, суммируясь с сигналом об отклонении торца патрона 8, на выходах сумматоров 21 и 26 (фиг.З) формируются сигналы о толщине детали с учетом сме- .20 щения установочной базы, в частном случае - плоскости симметрии детали. После сумматоров 21 и 26 сигналы поступают в отсчетно-командные устройства 22 и 27 и далее в программи руемый командоаппарат, откуда направляются к подналадочным устройствам 19 и 20, каждое из которых отрабатывает компенсирующее перемещение. При этом расстояние между вершинами инст румента сохраняется неизменным, равным заданной толщине детали, смещаясь в сторону смещения установочной базы. По окончании измерения привод отводит измерительное устройство 1 (фиг.2) в исходное положение, не препятствующее сьему детали и установке новой. В пределах данного изобретения 0 возможны и другие варианты конструкции. Например, вместо поворотного привода измерительного устройства может быть использован привод поступательного перемещения. Вместо примене ния рычагов различной конфигурации, как показано на фиг.1 и 2, они могут выполняться одинаковыми, а смещение щупов на расстояние А может быть достигнуто первоначальнои устацовкои датчиков, Во всех вариантах количество датчиков и чувствительных элементов может быть сокращено до двух (вместо соответственно трех и четырех, как в прототипе), применена электронная система управления и измерения на базе современных приборов вместо применяемой в прототипе пневматической системы.Формула изобретения. гСистема автоматического управления точностью токарной обработки торцовых поверхностей деталей типа колец, .содержащая установленное на станине с возможностью перемещения доконтрольной точки измерительное устройство с датчиками и щупами и блокуправления, выполненный в виде основного сумматора, двух отсчетно-командных устройств и программируемогокомандоаппарата, выходами подключенного к механизмам подналадки инструмента, о т л и ч а ю щ а я с я тем,что, с целью повышения точности обработки., щуп одного из датчиков смещенотносительно другого в плоскости,перпендикулярной оси детали, на величину, равную кратчайшему расстояниюмежду контрольной точкой и осью детали, а блок управления снабжен последовательно включенными коммутационнымустройством, дополнительным сумматором и запоминающим устройством, приэтом вход коммутационного устройстваподключен к выходу датчика, щуп которого установлен на оси детали, а двавыхода - соответственно к входу основного сумматора и запоминающегоустройства, к второму входу которогоподключен выход программируемого командоаппарата, причем выход,запоминающего устройства подключен квходудополнительного сумматора, выходкоторого связан с одним из отсчетнокомандных устройств,1450969 Риа 2 Редакт Горва ектор С. Черн 018/1 сударственного113035,КИТ СС изводственно-полиграфическое предприятие, г. Ужгород, ул. Проектна Заказ ВНИИПИ оставитель В.Жигаехред М.Ходанич Тираж 892Подписно
СмотретьЗаявка
4269005, 26.06.1987
КИЕВСКОЕ СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРО МНОГОШПИНДЕЛЬНЫХ АВТОМАТОВ
ДОНСКОЙ ВАДИМ ЭМИЛЬЕВИЧ, ЛАНДА ГЕНРИХ ЛЬВОВИЧ, ТЫГИПКО ЛЕОНИД ИОСИФОВИЧ
МПК / Метки
МПК: B23Q 15/00
Метки: поверхностей, токарной, торцовых, точностью
Опубликовано: 15.01.1989
Код ссылки
<a href="https://patents.su/4-1450969-sistema-avtomaticheskogo-upravleniya-tochnostyu-tokarnojj-obrabotki-torcovykh-poverkhnostejj.html" target="_blank" rel="follow" title="База патентов СССР">Система автоматического управления точностью токарной обработки торцовых поверхностей</a>
Устройство для шлифования торцов деталей

Номер патента: 1528647
Опубликовано: 15.12.1989
Авторы: Антонян, Баламцарашвили, Карчава, Мартиашвили, Цховребашвили, Якушев
МПК: B24B 9/18
Метки: торцов, шлифования
...36 и ввинчен в дйкх 40, закрепленную нд каретке 34, а ходовой винт 41 с маховичком 42 установлен на станине и ввинчен в гайку 43, закрепленную на каретке 36. Шатун несет кулачок 44, установленный с возможностью поочередного взаимодействия с путевыми выключателями 45 - 47, расставленными на станине и связанными через обмотки гидрораспределителя (не показан) с шарнирно установленным на станине гидроцилиндром 48.Пз станине установлен бункер 49 (показан частично) со скатом 50. Деталь 51 лежит между роликами 1 транспортера,Устройство для шлифования торцов деталей работает следующим образом.Соответственно длине и стреле прогиба обрабатываемых деталей выставляется врасцением маховичкоз 39 и 42 шатун 29 и расставляются на станине путевые...
Устройство автоматического измерения времени неподвижности опорной точки разрядной дуги

Номер патента: 661493
Опубликовано: 05.05.1979
Автор: Канберг
МПК: G04F 13/00
Метки: времени, дуги, неподвижности, опорной, разрядной, точки
...и соответствующей обработки осциллограммы, что не выгодно при сборе статистических данных.Целью изобретения является автоматизация процесса измерения времени неподвижности опорной точки дуги.Для достижения этой цели устройство снабжено датчиком дугового разряда, выполненным в виде делителя напряжения, подключенного к реле, выход которого посредством импульсного трансформатора соединен с входом интегратора времени, при этом датчик начала движения опорной точки дуги выполнен в виде гибкого световода Изобретение относит нию и предназначается жащих для измерения в ров дугового разряда.Известно устройство дугового разряда, соде зонд 1.Недостатком устройс ность обеспечения синх процесса разряда и пуск ИЗМЕРЕНИЯ ВРЕМЕНИРАЗРЯДНОЙ...
Устройство для обработки торцов труб

Номер патента: 1703260
Опубликовано: 07.01.1992
Автор: Малик
МПК: B23B 5/16
...качества обработки и срока работы копировального ролика путем исключения деформации детали от воздействия на ролик центробежных сил.На чертеже показано устройство, общий вид,Устройство состоит из резцедержателей 1 с резцами и копировальными роликами 2, закрепленными на подвижных каретках 3 (показан один ролик), Пружина 4 при помощи гайки 5 через полэун 6 и рычаг 7, расположенные в корпусе 8 устройства, закрепляемом на переднем конце шпинделя 9 станка, обеспечивает минимально необходимое усилие поджима ролика 2 к обрабатываемой детали,Тяга 10, проходящая через шпиндель 9, жестко связывает ползун 6 с ползуном 11, расположенным в кронштейне 12, жестко связанным с задним концом шпинделя 9,В кронштейне 12 расположены взаимодействующие с...
Устройство для определения характеристик контрольно измерительной аппаратуры

Номер патента: 332465
Опубликовано: 01.01.1972
Авторы: Ветров, Королев, Черноскутов
МПК: G05B 23/02
Метки: аппаратуры, измерительной, контрольно, характеристик
...для суммирования отклонений параметров с ошибками.Если все отклонения параметров соответствуют допускам, то с элемента И И подается импульс на счетчик 1 б импульсов, который служит для определения числа случаев г при сс испытаниях, когда все отклонения параметров находятся в пределах допусков.С суммирующих элементов 11, 12 отклонения параметров с учетом ошибок поступают на сравнивающие элементы 9, 10, предназначенные для сравнения отклонений параметров просуммированных с ошибками КИА с установленными допусками на них в блоке 4. Если отклонения параметров с учетом ошибок находятся в пределах допусков, то с элемента И 15 поступает импульс на счетчик 18, который предназначен для определения числа случаев 1 при и испытаниях,...
Устройство для запечатывания торцев картонной коробки с термопластическим покрытием слоев торцев

Номер патента: 704446
Опубликовано: 15.12.1979
МПК: B65B 51/14
Метки: запечатывания, картонной, коробки, покрытием, слоев, термопластическим, торцев
...3 и 4)/7 2 ч т д Причем во втором случае поверхность 7 может иметь уступ 8 (фиг. 3) или углубление 9 (фиг. 4). А рабочая поверхность 10 консоли 2 Во всех случаях выполнена ровной.Вибратор 3 с цилиндром 4 электрически соедиены с другим цилиндром 5 посредством контура 11 управления (фиг. 1 и 3). В том случае, если в устройстве наковальня 1 во время сварки не совершает возвратно- поступательного перемещения, контур 116 управления подключен только к вибрятору 3 и цилиндру 4 (фиг, 2 и 4).Устройство работает следующим обряКогда слои 12 и 13 торцов картонной коробки 14 с термопластическим покрытием з Оказываются установленными между рабочими поверхностями 7 и 10 наковальни и консоли (фиг. 1 и 3), контур 1 управа- ия активирует цилиндры 4 и...
Предыдущий патент: Устройство для обработки поперечных пазов в ключах к замкам
Следующий патент: Регулируемый упор
Случайный патент: Тяговый привод локомотива