Установка для автоматической сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ, РЕСПУБЛИК ш 14 23 К 37 О 51 САНИЕ ИЗОБРЕТЕНИЯ К АВТО ОСУДАРСТВЕНКЫЙ КОМИТЕТ СССРО,ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ОМУ СВИДЕТЕЛЬСТВУ(71) Проектно-конструкторский технологический институт Всесоюзного промышленного объединения Союзуглемаш (72) В.И.Писаренко, А,.Т.Котляров, В,Д.Лехтман и Д.В.Иорш(56) Авторское свидетельство СССР У 1041253, кл. В 23 К 37/04, 1982.(54) УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ(57) Изобретение относится к области сварки, в частности к установкам для автоматической сварки, и может быть использовано для сварки прямолинейных швов. Цель изобретения - повышение качества шва. Опора 2 снимает из", делие 12 с конвейера 18. При помощи пневмоцилиндра поворачивается вал 8 с рычагами 9 и 10. Толкатели 11 сдвигают изделие 12 до упора 5. Преодолевая трение фрпкционных прокладок 6, толкатели 1 поворачивают изделие 12 до тех нор, пока сами неупрутся в угол изделия 12. Поворачиваясь одновременно с рычагами 1 О, рычаги 9 воэ" действуют на горелку 14 и подводят ее в зону сварного шва. Благодаря этому обеспечивается ориентирование стыка относительно горелки при одновременном подводе горелки из исходс ного положения в зону сварного шва. э Это увеличивает точность установки горелки в зоне сварного шва, 5 ил.бразом.Исходное положение. Опораи находится ниже уровня цепевейера 18, изделие 12 находиопорой 2, рычаги 10 и рычагидятся в отведенном ст изделиянии, сварочная головка 7 нахайнем левом положении, горд действием пружины 17 пова оси 15, а ее Фиксатор 16пора 2, поднимаясь, снимает12 с цепей конвейера 18. Приизделие 12 предварительно орется упорами 5 ложемента 4.щи пневмоцилиндра 20 поворачи пущен н ся над 9 нахоложе дится велка 14рнутаыключен.изделие крпонО томнтируи помоается Изобретение относится к сварке,частности к установкам для автома" 1 ической сварки, и может быть использовано для сварки прямолинейных швов.Цель изобретения - повышение качества шва путем увеличения точности установки сварочной головки в зону сварного шва,На фиг.1 схематично изображена редлагаемая установка; на Фиг.2 - о же, вид сбоку; на Фиг.З - стол с эделием подвода сварочной головкизону сварки, вид сверху; нафиг.4 - о же, после подвода сварочной голов- и в зону сварки; на Фиг.5 - вид А а фиг.4.Установка содержит стойку 1 с пооротной опорой 2, на которой установлен с возможностью ограниченного оворота вокруг оси 3 ложемент 4 с азовыми упорами 5. Между опорой 2 ложементом 4 закреплены Фрикционе прокладки 6. На стойке 1 смонтиована сварочная головка 7, Установа оснащена механизмом подвода сваочной головки 7 в эону сварного шва, выполненным в виде смонтированногоа стойке 1 вала 8, поджимающего двуплечего рычага 9, ссединенного со ,сварочной головкой 7 и закрепленного на валу 8, на последнем закреплены упорные рычаги 10 с толкателями 11 1 цля изделия 12.Сварочная головка 7 состоит из гибкого рукава 13, сварочной горелки 14, установленной с воэможностью поорота вокруг оси 15, Фиксатора 1 б положения сварочной головки 7 и пруЖины 17. Изделие 12 в зону сварки подается цепным конвейером 18, Сварочная головка перемещается по нап" равляющим 19.Установка работает следунзцим о" ет непосредсрование стыкгорелки прирелки из исх ая установка обеспечивавенное и точное ориентииэделия относительно дновременном подводе годного положения в зону и автоматический отвод ной) в исходное положенчания сварки, что, в повышает качество свар- брак в связи с неточно" ования) и ее производисварного швагорелки (пружиние после оксвою очередь ки (исключе стью ориент тельность. вал 8 с рычагами 9 и 1 О. Посколькуизделие на ложементе сориентированопредварительно неточно, то как правило иэ двух толкателей 11 сначалав угол изделия приходит один из них(Фиг,З) и, продолжая дальнейшее дви"жение, сдвигает иэделие 12 по ложементу 4 до ближней пары упоров 5 (вы" 10 бирается зазор), Затем преодолеваятрение Фрикционных прокладок 6 поопоре 2, поворачивает ложемент 4 сизделием 12 вокруг оси 3 до тех пор,пока второй толкатель 11 не достиг нет угла изделия. Когда оба толкателя 11 придут в угол изделия и "найдут" стык с 1 (фиг,4 и 5), поворот вала 8 с рычагами 10 и 9 прекратится,Поворачиваясь одновременно с рычага-.20 ми 10, один из рычагов 9 воздействует на горелку 14 (Фиг.З).и поворачи"ивая ее вокруг оси 15, "выводит налинию стыка иэделии" (Фиг,4 и 5).В таком положении ось 15 и горел ка 14 удерживаются фиксатором 16.Благодаря сдвигу и повороту изделияего стык Фиксируется строго параллельно направляющим 19, по которымперемещается сварочная головка 7. ЗО Поворотом вала 8 рычаги 1 О толкателями 11 и рычаги 9 отводятся ог изделия и не препятствуют перемещениюсварочной горелки в процессе сварки.После завершения сварки одного стыка З 5 выключается фиксатор 16, освобождаяось 15, под действием пружины 17 сварочная горелка 14 возвращается в исходное положение.Включается опора 2 и иэделие повоорачивается на 90 . Цикл повторяется.При этом с горелкой взаимодействуетвторой из рычагов 9, а после установки изделия и возврата рычагов 10 и 9в исходное положение сварочная голов"ка 7 производит сварку движением вобратную сторону.Формула изобретения Установка,для автоматической сварки, преимущественно прямолинейных швов, содержащая смонтированные на стойке опору с ложементом и базовыми упорами, установленную с возможностью возвратно-поступательного осевого перемещения н поворота, и сварочную го О ловку, о т л и ч а ю щ а я с я тем, что, с целью повышения качества путем увеличения точности установки сварочной головки в зону сварногошва, установка оснащена механизмомподвода сварочной головки в зону свар.ного шва, выполненным в виде смонтированного на стойке вала, закреплен-ного на нем поджимающего двуплечегорычага, соединенного со сварочной головкой, при этом на указанном валузакреплены упорные рычаги, с толкателями для изделия, а ложемент оснащенфрикционнымн прокладками, смонтированными между опорой и ложементом., Подтета СССР ое 1 ИИП открытий ая наб д
СмотретьЗаявка
4222630, 07.04.1987
ПРОЕКТНО-КОНСТРУКТОРСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ВСЕСОЮЗНОГО ПРОМЫШЛЕННОГО ОБЪЕДИНЕНИЯ СОЮЗУГЛЕМАША
ПИСАРЕНКО ВЛАДИМИР НИКОЛАЕВИЧ, КОТЛЯРОВ АЛЕКСАНДР ТРИФОНОВИЧ, ЛЕХТМАН ВЛАДИМИР ДАВИДОВИЧ, ИОРШ ДАВИД ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B23K 37/04
Метки: автоматической, сварки
Опубликовано: 30.10.1988
Код ссылки
<a href="https://patents.su/4-1433734-ustanovka-dlya-avtomaticheskojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Установка для автоматической сварки</a>
Способ изготовления из прутка изделий типа стержней с головками

Номер патента: 451489
Опубликовано: 30.11.1974
МПК: B21J 5/08
Метки: головками, прутка, стержней, типа
...последуюшего механического удаления.Для получения точного размера стержня под головкой по предлагаемому способу в 15 качестве исходной заготовки используют пруток с размерами поперечного сечения, не превышаюшими соответствуюших размеров калибруюшего очка матрицы, а перед редуцированием стержневой части ее осажи вают в матрице по всей длине.На фиг. 1 показана осадка стержня по- ле высадки головки; на фиг. 2 - редуцирсь. ванне стержня.ДиаметрС исходной заготовки 1 не 25о Предм и я зобре Способ изготовления из пруука изделий типа стержней с головками, включающий высадку головки и редупирование стержня через калибруюшее очко матрицы, о т л ич а ю ш и й с я тем, что, с целью получения точного размера стержня под головкой, в качестве...
Способ изготовления из прутка изделий типа стержней с головками

Номер патента: 716696
Опубликовано: 25.02.1980
Автор: Иванов
МПК: B21J 5/08
Метки: головками, прутка, стержней, типа
...квлибрующее очко. С загрузочной позиции матрипу с заготовкой перемещают нй первую рабочую позицию, где заготовку под воздействием пуансона 3 частично редуцируют на длину высаживаемой головки. С первой рабочей позиции матрипу с заготовкой перемещают во вторую рабочую позицию, где под воздействием пуан сона 4 перемещают к опорной плите 5 и производят высадку головки со стороны отредупнрованного юнца заготовкиСо второй позиции матрицу перемещают в третью рабочую позицию, где пуансон 6 при выталкивании стержня иэ матрицы и редуцируют оставшуюся часть на заданныйфилиал ППП Патент Ужгород, ул. Проектн 4 3 71размер. Мвтрица на всех позициях, кромевторой рабочей, прижата к опорной плитечерез подставку 7. Пуансон воздействуетна заготовку в одном...
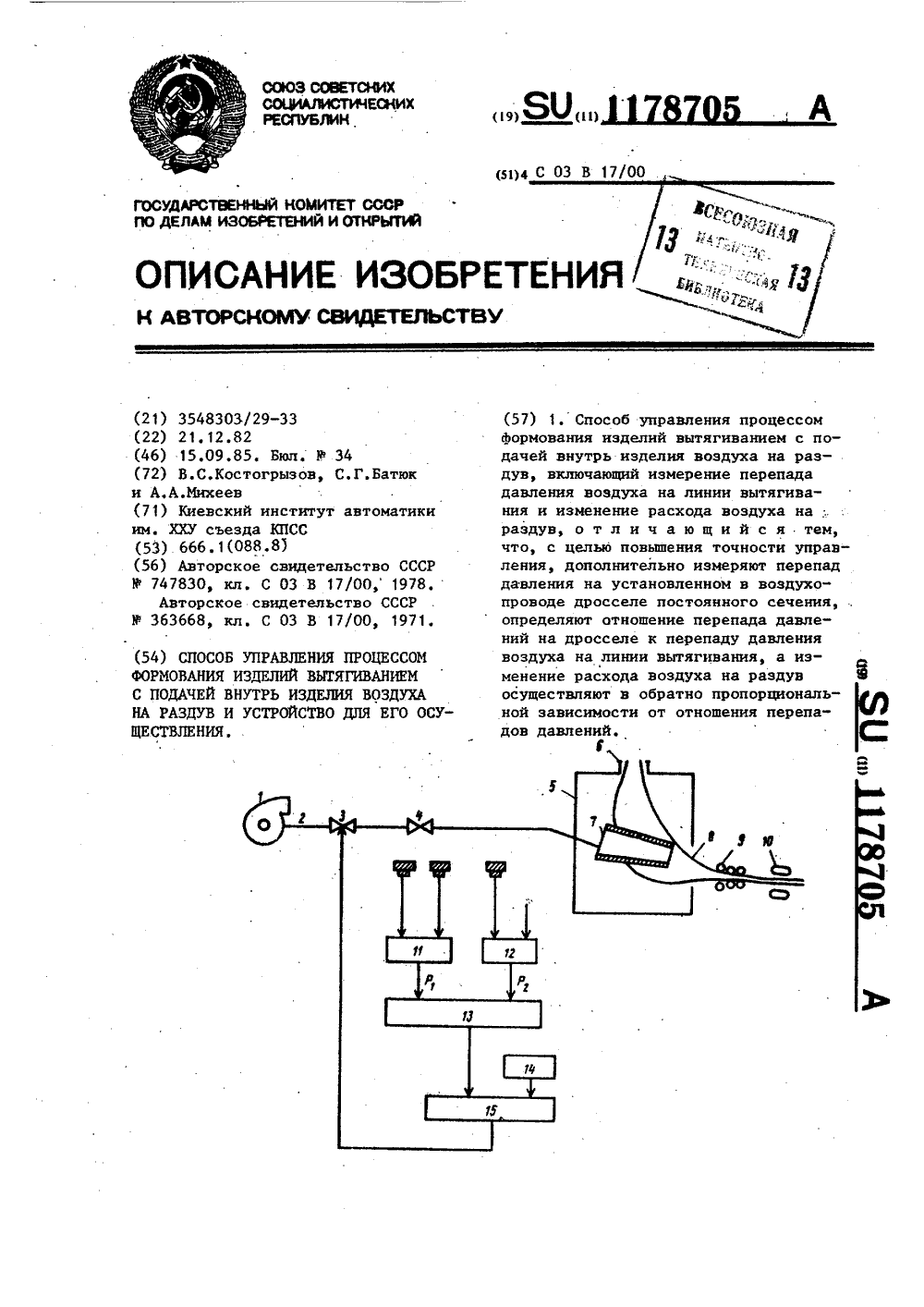
Способ управления процессом формования изделий вытягиванием с подачей внутрь изделия воздуха на раздув и устройство для его осуществления
Номер патента: 1178705
Опубликовано: 15.09.1985
Авторы: Батюк, Костогрызов, Михеев
МПК: C03B 17/00
Метки: внутрь, воздуха, вытягиванием, изделия, подачей, процессом, раздув, формования
...которое представляет собой отношение перепадов давления на различных гидравлических сопротивлениях - на постоянном сопротивлении, характеризуемом величиной ар , и на переменном сопротивлении линии вытягивания, изменяющимся при изменении среднего по длине линиивнутреннего диаметра и характеризуемом величиной Ьр, Так как расход воздуха по длине воздухопровода и линии вытягивания одинаковый, отношение ар /Ьр не зависит от расхода воздуха и определяется только геометрическими характеристиками сопротивлений и температурами воздуха Т и Т 2. При постоянных температурах, что яв1178705 4 Заказ 5604/19 . Тираж 457 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д. 4/5Филиал ППП...
Устройство для точечной сварки цилиндрических арматурных каркасов, содержащее сварочную головку

Номер патента: 135167
Опубликовано: 01.01.1961
Автор: Мелехин
МПК: B23K 11/10, E04C 5/00
Метки: арматурных, головку, каркасов, сварки, сварочную, содержащее, точечной, цилиндрических
...каркаса и снабжена изолированными контактными стержнями для подачи сварочного тока от электрода к подпружиненным внутренним контактным перемычкам. Для изгиба и подачи внутренней кольцевой поперечной арматуры применен протягивающий механизм, выполненный в виде системы протягивающего, прижимного механизма с приводным устройством. Для повышения производительности внутренние контактные перемычки оправки установлены на поворотных рычагах, закрепленных на общей оси. При вращении свариваемого каркаса с прижатой контактной перемычкой рычаги поворачиваются и устанавливают очередную перемычку на пересечение свариваемых стержней Каждый из двух электродов сварочной головки снабжен независимым гидро- приводом для обеспечения надежного контакта между...
Сварочная головка для наплавки металла на внутреннюю поверхность цилиндрического изделия

Номер патента: 1298021
Опубликовано: 23.03.1987
Авторы: Гатаулин, Зраковский, Новиков
Метки: внутреннюю, головка, изделия, металла, наплавки, поверхность, сварочная, цилиндрического
...расположены оси роликов, на шесть, получаем шаг между парами роликов на винтовой линии с расчетным зчачением угла ее наклона в тангенциальном направлении Отношение шага Ь, к шагу 1 дает значение тангенса расчетного значения угла наклона винтовой линии.При наплавке неплавящимся электродом с присадочным материалом в виде металлического порошка работа сварочной головки происходит следующим образом.Загружают в бункер 26 присадочный материал в виде металлического порошка, который через отверстие 25 попадает в шнековый дозатор. Зафиксированные относительно друг друга при помощи втулок 20 губки 18 вместе с неплавящимся электродом 19 соединяют с помощью винтов 40, проходящих через отзерстия указанных втулок, с выходным патрубком 4. Винтами...
Предыдущий патент: Зажимное устройство
Следующий патент: Поточная линия для сборки и сварки балок из длинномерных профилей
Случайный патент: Гидропривод грузовой лебедки стрелового самоходного крана